切削工具特集 おすすめ商品のご紹介や、技術情報などお役立ち情報満載!
MC1063シリーズ 新商品

耐溶着性・耐摩耗性に優れる鋼・ステンレス加工向け切削材種を採用
軽切削から荒切削まで幅広い工程で使用できる汎用性の高い3種類のブレーカを取り揃え

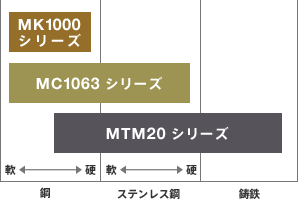
- 鋼加工用 MK1000シリーズ
~低コストをお求めの方に~
- 鋼・ステンレス加工用 MC1063シリーズ
~経済性をお求めの方に安定切削可能な高品質!~
- 一般鋼・ステンレス鋼・鋳鉄加工用 MTM20シリーズ
~圧倒的な耐欠損性と長寿命を実現~
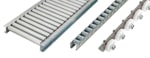
形状ラインナップ
-
C型 ひし形80°
CNMG
-
D型 ひし形55°
DNMG
-
S型 正方形
SNMG
-
T型 三角形
TNMG
-
V型 ひし形35°
VNMG
-
W型 六角形
WNMG
材種・ブレーカ特長
ステンレス・鋼加工において、独自コーティングと欠けに強い材質により、長寿命化が期待できます。
材種
- 断面組織図
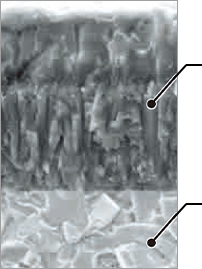
- CVDコーティング耐溶着性に優れる特殊アルミナ膜を採用
母材との密着力を強化させ耐摩耗性を向上させるTi化合物膜
- 専用超硬合金母材用途に合わせた独自の素材配分により、コーティングとの関係を最適化
ブレーカ
-
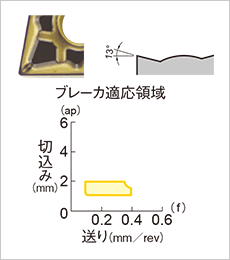
FD-軽切削
低切込みで仕上げ面良好
-
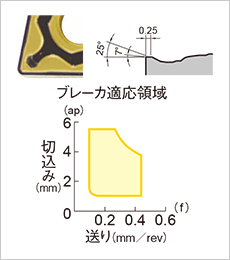
MG-中切削
低抵抗で摩耗に強い性能
-
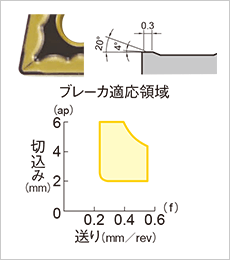
RD-荒切削
低抵抗で高送り可能
テスト加工事例
切削音も問題なく、切りくずもきれいに排出!
加工動画
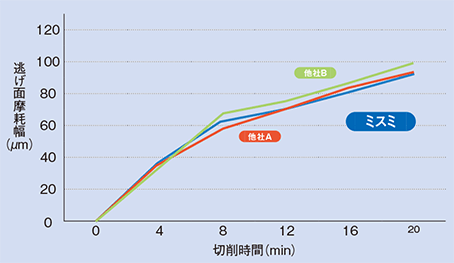
切削結果
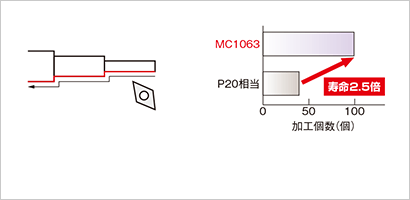
MC1063の切削性能(S45C)
安定加工可能でトップメーカー品より長寿命!
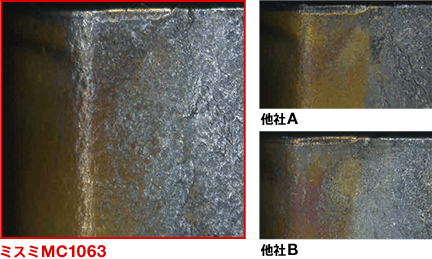
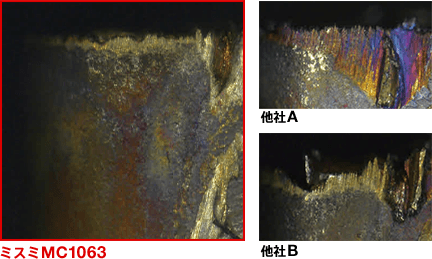
MC1063の使用実例と他社比較
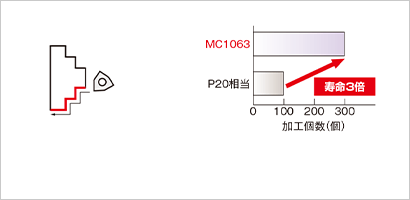
鋼において圧倒的な耐摩耗性を発揮!
-
- シャフト(SNCM439)
- インサート:DNMG150404MG-MC1063
切削条件:vc=150m/min、f=0.08mm/rev、ap=0.5mm、湿式
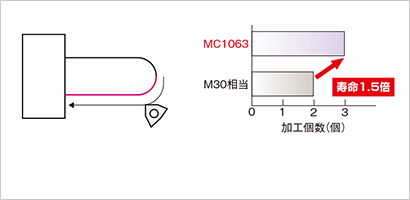
-
- 自動車部品(S53C)
- インサート:WNMG080412MG-MC1063
切削条件:vc=180m/min、f=0.35mm/rev、ap=0.8mm、湿式
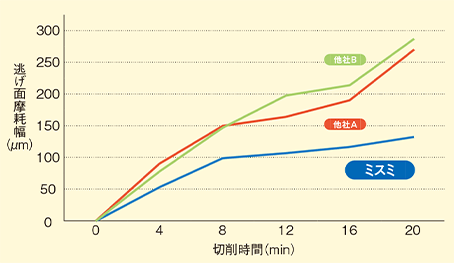
MC1063の切削性能(SUS304)
摩耗・変形に強く長寿命!
MC1063の使用実例と他社比較
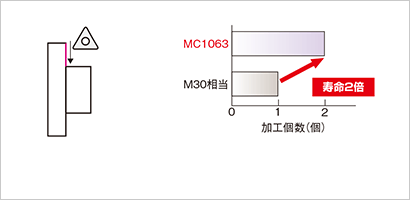
ステンレスにおいても長寿命を実現
-
- 機械部品(SUS304)
- インサート:WNMG080408MG-MC1063
切削条件:vc=130m/min、f=0.4mm/rev、ap=0.5mm、湿式
-
- 測定機器部品(SUS316L)
- インサート:TNMG160408MG-MC1063
切削条件:vc=150m/min、f=0.15mm/rev、ap=1.6mm、湿式
MC1063シリーズおすすめ商品ラインナップ
ステンレス加工、鋼加工領域で高品質を発揮するハイグレードシリーズ
選定ガイド
切削条件
各シリーズにおける被削材別の推奨切削条件です。
| 被削材分類 |
系統 |
切削速度 Vc(m/min) |
| MK1000 |
MC1063 |
MTM20 |
| MIN |
MAX |
MIN |
MAX |
MIN |
MAX |
P
(鋼) |
SS400、S10C、SCM415など |
90 |
350 |
80 |
300 |
- |
- |
| S45C、SCM435など |
60 |
330 |
50 |
250 |
105 |
150 |
M
(ステンレス) |
マルテンサイト系(SUS304など) |
- |
- |
150 |
230 |
75 |
130 |
| オーステナイト系(SUS301など) |
- |
- |
90 |
140 |
75 |
130 |
| 2相系(デュプレックス系)(SUS630など) |
- |
- |
70 |
110 |
50 |
90 |
K
(鋳鉄) |
ねずみ鋳鉄(fc300など) |
- |
- |
- |
- |
150 |
215 |
ブレーカ・材種各社対照表
ミスミ旋削インサートはISO規格適合品のため、型番・ノーズRが同一であれば各社のホルダにご使用いただけます。
ミスミのブレーカ・材種と各社対照表は以下をご参照ください。
■ブレーカ各社対照表
| 被削材分類 |
用途 |
ミスミ |
三菱
マテリアル |
住友電工 |
タンガロイ |
京セラ |
三菱日立
ツール |
日本特殊陶業 |
サンドビック |
P
(鋼) |
軽切削 |
FA |
SH,SA,LP,SY,C |
SU,LU,FE,SX,SE |
TS,TSF,ZF,TQ |
CQ,VF,PP,XQ,CQ |
BE,B,BH,CE |
WV,WR |
XF,PF |
| 中切削 |
MA |
MP,MA,MH |
UG,GU,GE,UX |
TM,AM,DM,ZM |
HS,PS |
CT,AB,AH,AY,AE |
Z5,ZW1 |
PM,QM,XM,XRM |
| 荒切削 |
RA |
RP,GH,無記号 |
MU,ME,MX |
TH,THS |
HT,GT,PH |
RE |
G |
PR,XMR,HM |
M
(ステンレス) |
軽切削 |
FD |
SH,LM |
SU,EF |
SF,SA,SS |
MQ,GU |
MP,AB,BH |
UL,WV |
MF |
| 中切削 |
MG |
MS,GM,MM,MA,ES |
GU,UP,EX,EG |
SM,S |
TK,MU |
PV,DE,SE |
ZP,WS |
MM,QM,XM,K |
| 荒切削 |
RD |
RM,GH |
MU |
TH,SH,TU |
MS |
AH,AE |
G |
MR |
※本表は、各社カタログ及び公刊物を基に作成した資料であり、各社の承認を得たものではありません。
■材種各社対照表
| 被削材分類 |
ミスミ |
三菱
マテリアル |
住友電工 |
タンガロイ |
京セラ |
三菱日立
ツール |
日本特殊陶業 |
サンドビック |
P
(鋼) |
MK1000 |
MC6015
MC6025
UE6110
UE6020
UE6035
UH6400 |
AC8025P
AC820P |
T9115
T9125 |
CA515
CA5515
CA525
CA5525
CR9025 |
CA515
CA5515
CA525
CA5525
CR9025 |
TM1
VM1
CP7
QM3
|
GC4325
GC4225
|
M
(ステンレス) |
MC1063 |
MC7025
MP7035
US735
VP15TF
VP20MF
MS6015 |
AC6030M
AC6040M
AC630M
AC830P
AC1030U |
AH725
T6130
T6030
AH630
AH645 |
CA6515
CA6525 |
GM8035
GX30 |
QM3
TM4
DT4
DM4 |
GC1515
GC2015
GC2025
GC2035 |
※本表は、各社カタログ及び公刊物を基に作成した資料であり、各社の承認を得たものではありません。