


















































































































































































































































































































































代表取締役社長 坂本様(右)、品質管理課・生産管理課主任 木内様(左)
課題
多品種少量生産で利益を出すための「段取り時間削減、量産時間創出」
取り組み
1.独自の生産管理方式
2.プラスチック成形技能士の資格取得奨励など社員教育充実
効果
1.2005年から寸法不良品の混入率ゼロ継続
2.社員の技術力向上で段取り時間短縮
(!)Internet Explorer 11は、2022年6月15日マイクロソフトのサポート終了にともない、当サイトでは推奨環境の対象外とさせていただきます。
ねじ・ボルト・ナット・ワッシャ・カラー

六角穴付きボルト

脱落防止ねじ

貫通穴付ボルト

六角ボルト

小ねじ

止めねじ

蝶ボルト・つまみねじ・化粧ビス

ストリッパ・リーマ・ショルダーボルト

でんでんボルト

アイボルト・アイナット

樹脂ねじ・セラミックねじ

全ねじ・スタッドボルト

いたずら防止ねじ

配管Uボルト

ユニファイねじ・インチねじ・ウィットねじ

マイクロねじ・微細ねじ

タッピングねじ・タップタイト・ハイテクねじ

ドリルねじ

座金組込みねじ

四角ボルト・丸ボルト

ねじ用アクセサリー・カバーキャップ

座金(ねじ用ワッシャ)

ナット

アンカーボルト

リベット・鋲

インサート

建材用スクリュー

ねじ用工具類

ワッシャ・カラー

シム

スナップピン・割りピン

マシンキー

止め輪・リング

スクリュープラグ

アジャスタ

ノックピン・段付ピン・スプリングピン
素材(金属・樹脂・ゴム・スポンジ・ガラス)
切削工具

エンドミル

フライスチップ・ホルダー

ヘッド交換式工具

自由指定直刃エンドミル

専用カッター

旋削チップ

旋削ホルダ

完成バイト・ロウ付けバイト

ローレット

ドリル

ドリル関連部品・用品

タップ

タップ関連部品・用品

ダイス

ダイス関連部品・用品

ねじ山修正・除去工具

タップ・ダイスセット

ねじ切りカッター

リーマ

面取りカッター

面取りカッター関連部品・用品

切削工具関連備品

ホールソー・コアドリル・クリンキーカッター

ホールソー・コアドリル・クリンキーカッター関連部品

磁気ボール盤カッター

ボーリングシステム

ツーリングホルダ・ツーリングチャック

アングルヘッド

コレット

スリーブ・ソケット(ツーリング)

アーバ

ツーリング関連部品・用品

加工物基準位置測定器

芯出しバー

刃先位置測定器

ツールプリセッター

テストバー

プリセッター・芯出し・位置測定工具関連部品・用品

クーラントライナー・クーラントシステム

エアージェット・エアークーラー

クーラント関連部品・用品

円テーブル・ロータリーテーブル
測定工具・計測機器

ノギス

pH計・導電率計

ノギス関連アクセサリ

マイクロメーター

検知管

ダイヤルゲージ

ダイヤルゲージ関連部品・用品

ピンゲージ

ピンゲージ関連部品・用品

ハイトゲージ

流量計

ハイトゲージ関連部品・用品

リングゲージ

デプスゲージ

シックネスゲージ・すきまゲージ

内径測定器

ゲージ

スコヤ

定規

コンベックス

巻尺

はかり

角度計

光学機器

水平器

レーザー測定器

マグネット関連

定盤

数取器・カウンタ

ガス測定器・検知器

ケガキ用品

ストップウォッチ・タイマー

テンションゲージ

環境測定器

温度計・湿度計

圧力計

顕微鏡

天秤・天秤関連品

分銅

硬度計

振動計・回転計

水質・水分測定器

粘度計

膜厚計・探知器

偏心測定器

表面粗さ測定器

音検出器

測定データ機器

アースメータ(接地抵抗計)

テスタ・マルチメータ

オシロスコープ

クランプメータ

検相器・検電器・導通チェッカ

絶縁抵抗計

ネットワークテスタ・ケーブルテスタ・光ファイバ計測器

安全試験器

回路素子測定器

信号源・ファンクションジェネレータ

電源装置

高周波測定器(RF測定器)

計測機器関連品

電圧計・電流計

電力計

その他電気計測器
手作業工具

スパナ・めがねレンチ・ラチェットレンチ

六角棒レンチ

モンキーレンチ

トルクスレンチ

ソケットレンチ

トルクレンチ

トルクレンチ関連部品・用品

トルク測定器

ドライバー

ドライバー関連部品・用品

トルクドライバー

トルクドライバー関連部品・用品

プライヤー

プライヤー関連部品

ニッパー

ニッパー関連部品

ペンチ

ペンチ関連部品

ハンマー

工具セット・ツールセット

工具セット・ツールセット関連部品・用品

カッターナイフ

タガネ

ドライバービット

ドライバービット関連用品

プーラ

刻印・ポンチ

車輌整備用工具

水道・空調配管用工具

切断用工具

絶縁工具

板金用工具

防爆工具

かしめ工具

電設工具

バール・テコ

ソケットビット

ソケットアダプター

ピンセット
代表取締役社長 坂本様(右)、品質管理課・生産管理課主任 木内様(左)
課題
多品種少量生産で利益を出すための「段取り時間削減、量産時間創出」
取り組み
1.独自の生産管理方式
2.プラスチック成形技能士の資格取得奨励など社員教育充実
効果
1.2005年から寸法不良品の混入率ゼロ継続
2.社員の技術力向上で段取り時間短縮
坂本さま:私たちは精密プラスチック部品メーカーとして高品質で高精度な樹脂製品を提供しており、ハードディスクの軸受部品など小さくて繊細な製品を手がけています。多品種少量生産に対応した精密成形部品の金型製作から成形品の量産まで行っていまして、普段はOA部品や電子部品を取り扱っています。
経営理念には「衆智創造」を掲げており、ミスミさんや加工・材料メーカー、検査のパートさんなど含めて、「みんなで問題意識をもって、ものを作りましょう」と支え合ってきた文化があります。大手の成型機メーカーさんからは「成型機にこんなものを着けてみようと思うけど、千曲さんどう思う?」と相談してもらうなど、関係する方々とは非常にいい関係を築かせてもらっています。
坂本さま:当社はお客さまのニーズに合わせる多品種少量生産を行っています。一方で、多品種少量生産は生産管理が難しい手法でもあります。中でも最も時間を費やし、コスト高となるのは「量産前の段取り」です。一度段取りができてしまえばその後いくらでも量産できますが、段取りに時間がかかると量産に費やす時間が減ってしまうわけです。多品種少量生産で利益を出すためには、段取り時間をいかに削減し、量産の時間を創出するかが重要ですね。
時間創出に向けては稼働率を重視しており、常に段取りの短縮化や合理化を考えています。そこで独自の生産管理方式と社員の技術力向上に向けた教育を進めてきました。
当社は高精度な製品を手掛けているので、すべてをミクロン単位で検査するのが難しい。そこで「パラメータ管理限界方式」というものを考案し導入したのです。製品の試作段階であえてパラメータを上下にばらつかせさまざまな設定で製造を試し、「このパラメータなら良品となる」となる閾値として「管理限界」を定めます。そして量産中、設定した「管理限界」から外れた部品は自動的に良品とは異なる場所に振り分ける装置を開発しました。この管理限界方式の導入により、公差が0.035ミリメートル外れたらアウトという部品でも、2,000万個納品してきた結果、寸法不良品の混入率は2005年から今日までゼロです。

製造後の商品を検査する様子
坂本さま:当社では入社した後、3年から5年は製造部に所属し、射出成形技術を身につけます。そして営業などの職種に問わず、プラスチック成形技能士の資格取得を積極的に奨励していますね。社員の技術力は会社の実力アップに直結します。より社員が資格取得に取り組みやすいように、受験料の負担や教育資料の配布のほか、復習もかねて資格を所持している社員が先生となります。そして先生となる社員が評価される「力量評価表」を作って、体系的に報酬につながる仕組みもあります。
後輩たちにも戦力として助けになってもらうためには、先輩が一所懸命教えなければいけない。社員一人一人が技術力を身につけることで段取りの時間短縮にもつながり、時間を生み出しています。
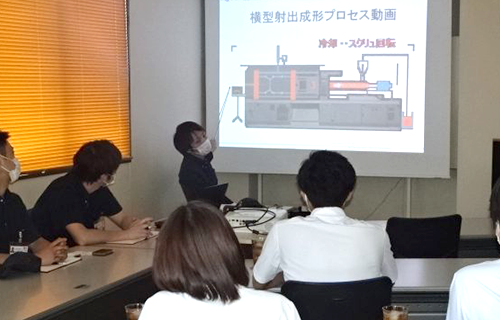
社内講習会の様子
坂本さま:いいお客さまの動きが大きなヒントにつながっています。今、環境負荷物質など地球環境や人体に対する問題がありますよね。そういった点も含めてお客さまの動きを見ながら察知して、早めの意思決定をしています。お客さまに育ててもらって恵まれていますが、決して遅れを取らずに、常に先を行けるよう心がけています。
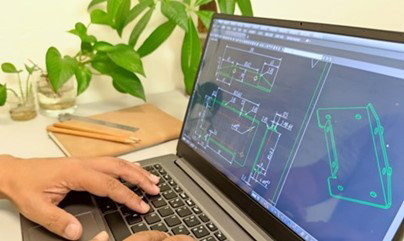
CADを使用した設計図面
坂本さま:ミスミさんはものづくりに関する非常に多くの情報をお持ちだと思います。そういった情報を活用して、例えば商品を選定する際に複数の候補に対し、それぞれの商品の特長を教えてもらえるなど、技術的なサポートがいただければ大変助かります。こうした支援をもって、中小企業の安定したビジネス継続に貢献いただけると非常に嬉しく思います。
まずは、発注して1個から翌日届くって本当にすごいことだと感じています。1本のピンが折れたら成型機が止まってしまい、稼働率が下がってしまいます。付加価値を高めるためには稼働率を上げることが重要ですので、いかに止めないかを考えた結果、ミスミさんの部品を採用しています。
またカタログによって価格が透明化されたのも非常に助かりました。今まで一品ものの業者さんに頼むとどんぶり勘定だったものが、ミスミさんだと明示されている。このことは国内の中小企業に対して非常に貢献されており、私たちはミスミさんに絶対的な信頼を置いています。
当社も、今、お客さまに喜ばれるものを選択し続け、ミスミさんのように「困ったときは千曲だ」と言ってもらえるよう励んでいきます。
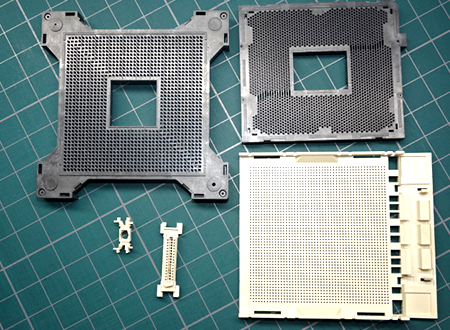
東京千曲化成で製造された射出成型部品
■お客さま情報
関連記事
![[球面形状もメビーで?]複雑形状も自動見積もりに対応<今すぐメビーの切削角物をチェック>](/operation/static/staticright/img/60124_right_small_meviy_arumaito.png)