






































































































































































































































































































































































































































































































































ミスミDLC 打抜き試験データ
アルミニウム(A6061-T6)で打抜き試験を実施し、パンチ側面、切口面性状の観察およびアルミ材凝着量、穴径変化の測定を行いました。
ミスミのDLC処理は10万ショット時点でコーティングの摩耗が少なく、凝着量は最大2µmと試験を実施したパンチの中では最も変化が小さく、耐凝着性に優れていることが分かります。
凝着量が少ないことから、穴径、切口面性状にも大きな影響は見られません。
これは、他社のDLCと比較して硬度、密着性共に高く、コーティングの耐摩耗性が耐凝着性に寄与しているためと言えます。
試験条件
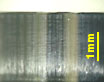
| 被加工材 | アルミニウム(A6061-T6) 板厚=1mm |
|---|---|
| 刃先径 | Φ5 |
| クリアランス | 5% |
| SPM | 200 |
| 潤滑 | 無潤滑 |
| 使用パンチ | 1)SKH51(下地WPC処理)+ミスミDLC 2)SKH51(下地ラップ)+他社のDLC 3)SKH51+TiCN |
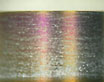
1. 側面外観および切口面性状
ミスミのDLC処理
| 1,000ショット | 1万ショット | 3万ショット | 5万ショット | 7万ショット | 10万ショット | |
|---|---|---|---|---|---|---|
| パンチ 側面 |
— |  |
 |
 |
 |
 |
| 切口面 性状 |
— |  |
 |
 |
 |
 |
3万ショットから微小な凝着が見え始めるが、10万ショットでもコーティングの剥離は見られず凝着の進展も僅か。
切口面性状も良好。
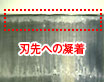
他社のDLC処理
| 1,000ショット | 1万ショット | 3万ショット | 5万ショット | 7万ショット | 10万ショット | |
|---|---|---|---|---|---|---|
| パンチ 側面 |
— |  |
 |
 |
 |
 |
| 切口面 性状 |
— |  |
 |
 |
 |
 |
3万ショットから凝着が顕著になり、5万ショット時では刃先のコーティング剥離から凝着が進行。
切口面性状も凝着に伴い悪化している。7万ショットで完全にコーティングが剥離し、広範囲で凝着が見られる。
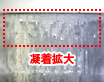
TiCN処理
| 1,000ショット | |
|---|---|
| パンチ 側面 |
 |
1,000ショットで凝着発生。凝着量が早期にクリアランスを超える恐れがあるため試験終了。
2. アルミ凝着量の推移
■測定範囲
刃先端面から4mmをゼロ点とし形状を測定
■使用測定機
非接触式三次元測定器(三鷹精密製)
ミスミのDLC
他社のDLC
TiCN
3. 抜き穴径の推移
ミスミのDLC処理はパンチ側面への凝着量が少ないため抜き穴径への影響は僅かですが、他社のDLC処理は凝着量の増加に伴い穴径が変化しています。
