ツール用品技術窓口
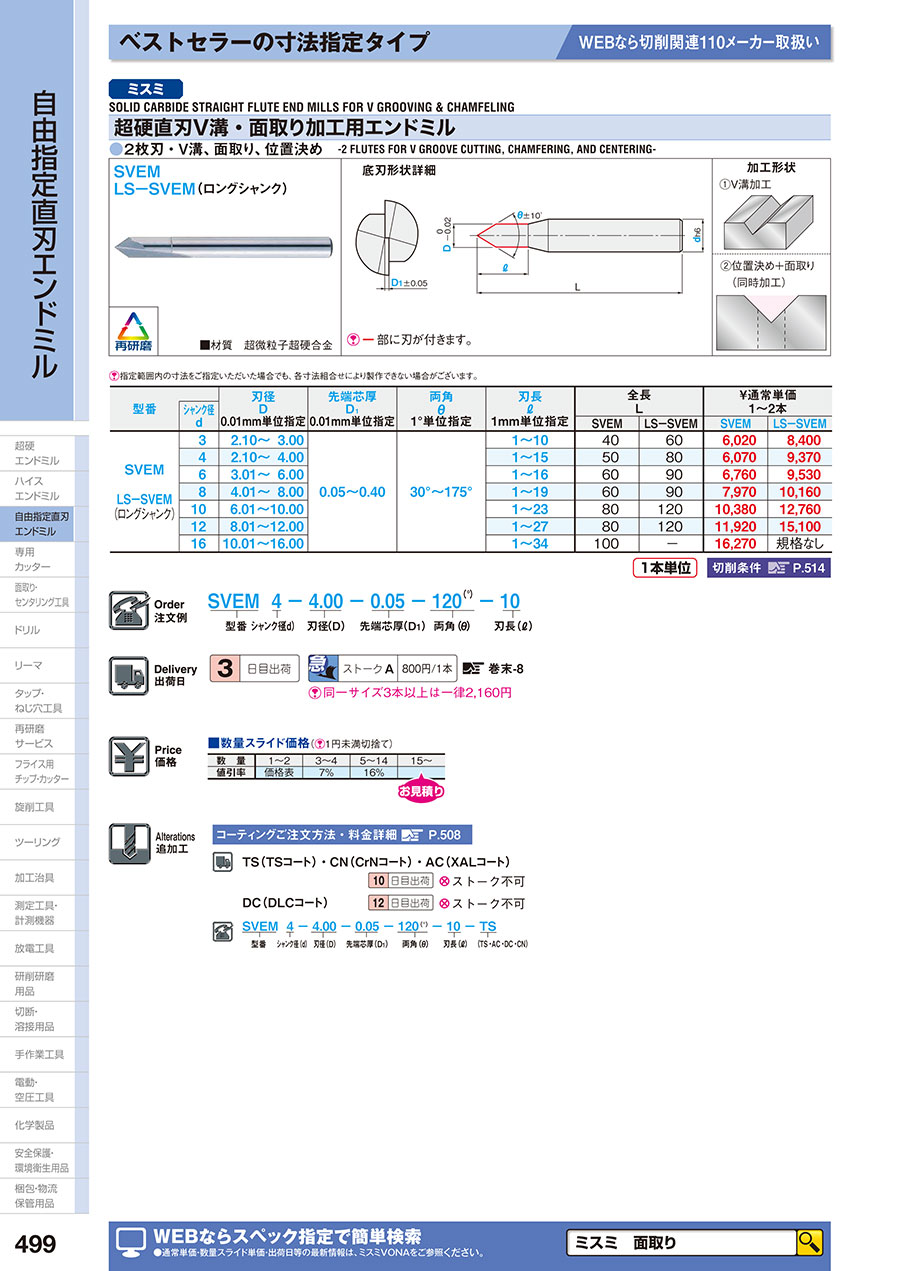
超硬直刃V溝/面取り加工用エンドミル 2枚刃/V溝/先端芯厚指定タイプ

未確定:候補が13型番あります。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品仕様

外形図

型番表示方法
外形図をご参照の上、『絞り込み条件』より、ご希望の寸法を指定① 「シャンク径d」 選択
SVEM6(シャンク径Φ6)
② 「刃径D」 0.01㎜単位指定
SVEM6-4.01(刃径4.01㎜)
③ 「先端芯厚D1」 0.01㎜単位指定
SVEM6-4.01-0.10(先端芯厚0.10㎜)
④ 「両角θ」 1°単位指定
SVEM6-4.01-0.10-90(両角90°)
⑤ 「刃長ℓ」 1㎜単位指定
SVEM6-4.01-0.10-90-10(刃長10㎜)
SVEM6(シャンク径Φ6)
② 「刃径D」 0.01㎜単位指定
SVEM6-4.01(刃径4.01㎜)
③ 「先端芯厚D1」 0.01㎜単位指定
SVEM6-4.01-0.10(先端芯厚0.10㎜)
④ 「両角θ」 1°単位指定
SVEM6-4.01-0.10-90(両角90°)
⑤ 「刃長ℓ」 1㎜単位指定
SVEM6-4.01-0.10-90-10(刃長10㎜)
規格表

| 型番 | 刃径 D 0.01mm単位指定 | 先端芯厚 D1 0.01mm単位指定 | 両角 θ 1°単位指定 | 刃長 ℓ 1mm単位指定 | 全長 L | ||
| シャンク径 d | |||||||
| SVEM | LS−SVEM | ||||||
| SVEM LS−SVEM (ロングシャンク) | 3 | 2.10〜3.00 | 0.05〜0.40 | 30°〜175° | 1〜10 | 40 | 60 |
| 4 | 2.10〜4.00 | 1〜15 | 50 | 80 | |||
| 6 | 3.01〜6.00 | 1〜16 | 60 | 90 | |||
| 8 | 4.01〜8.00 | 1〜19 | 60 | 90 | |||
| 10 | 6.01〜10.00 | 1〜23 | 80 | 120 | |||
| 12 | 8.01〜12.00 | 1〜27 | 80 | 120 | |||
| 16 | 10.01〜16.00 | 1〜34 | 100 | − | |||
■数量スライド価格([ ! ]1円未満切捨て)
| 数 量 | 1〜2 | 3〜4 | 5〜14 | 15〜 |
| 値引率 | 価格表 | 7% | 16% | [お見積り] |

追加工

推奨切削条件
自由指定直刃エンドミルによる側面切断

・Adが0.3以下で、且つ刃の根元付近を使用した場合の加工条件です。
・穴面取りを行う場合は下記の面取り条件の送りを50%でご使用ください。尚、加工する穴径は刃径の70%以上とします。
・機械、チャックは剛性のある精度の高いものを使用してください。
・切削油は被削材に適したものを選定してください。
・ご使用の機械で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
・刃径Dの端数サイズは大きい方の数値を参考にしてください。
・ロングシャンク(LS-)は送り速度・回転速度ともに下記条件の70%でご使用ください。
・穴面取りを行う場合は下記の面取り条件の送りを50%でご使用ください。尚、加工する穴径は刃径の70%以上とします。
・機械、チャックは剛性のある精度の高いものを使用してください。
・切削油は被削材に適したものを選定してください。
・ご使用の機械で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
・刃径Dの端数サイズは大きい方の数値を参考にしてください。
・ロングシャンク(LS-)は送り速度・回転速度ともに下記条件の70%でご使用ください。
型番 SVEM
<面取り加工>| 被削材 | 機械構造用炭素鋼 (S45C~S55C) | 合金工具鋼 (SKD、SUS、SCM) | 調質鋼(35~40HRC) (HPM、NAK) | |||
|---|---|---|---|---|---|---|
| 刃径D | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) |
| 2 | 70~100 | 3,400~7,000 | 50~90 | 2,600~5,200 | 40~60 | 2,000~4,000 |
| 3 | 60~85 | 2,700~5,300 | 45~70 | 2,100~4,200 | 35~50 | 1,600~3,200 |
| 4 | 50~70 | 2,000~4,000 | 40~55 | 1,600~3,200 | 30~40 | 1,200~2,400 |
| 5 | 45~60 | 1,700~3,400 | 35~50 | 1,400~2,600 | 26~35 | 1,000~2,000 |
| 6 | 40~50 | 1,300~2,700 | 30~40 | 1,100~2,100 | 22~30 | 800~1,600 |
| 7 | 35~45 | 1,150~2,400 | 28~37 | 950~1,900 | 21~28 | 700~1,400 |
| 8 | 30~40 | 1,000~2,000 | 26~34 | 800~1,600 | 20~25 | 600~1,200 |
| 9 | 30~40 | 900~1,800 | 24~32 | 700~1,450 | 18~23 | 550~1,100 |
| 10 | 30~37 | 800~1,600 | 23~29 | 600~1,300 | 17~22 | 500~1,000 |
| 11 | 30~37 | 750~1,450 | 22~28 | 550~1,200 | 16~21 | 450~900 |
| 12 | 28~35 | 700~1,300 | 21~27 | 500~1,100 | 16~20 | 400~800 |
| 13 | 26~32 | 650~1,200 | 20~25 | 470~1,000 | 15~19 | 370~740 |
| 14 | 24~30 | 600~1,100 | 18~23 | 440~930 | 14~17 | 350~690 |
| 15 | 22~28 | 550~1,000 | 17~22 | 410~860 | 13~16 | 320~640 |
| 16 | 21~26 | 520~950 | 16~20 | 380~800 | 12~15 | 300~600 |

・機械、チャックは剛性のある精度の高いものを使用してください。
・切削油は被削材に適したものを選定してください。
・ご使用の機械で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
・刃径Dの端数サイズは大きい方の数値を参考にしてください。
・ロングシャンク(LS-)は送り速度・回転速度ともに下記条件の70%でご使用ください。
・切削油は被削材に適したものを選定してください。
・ご使用の機械で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
・刃径Dの端数サイズは大きい方の数値を参考にしてください。
・ロングシャンク(LS-)は送り速度・回転速度ともに下記条件の70%でご使用ください。
| 被削材 | 機械構造用炭素鋼 (S45C~S55C) | 合金工具鋼 (SKD、SUS、SCM) | 調質鋼(35~40HRC) (HPM、NAK) | |||
|---|---|---|---|---|---|---|
V溝幅 | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) |
| 0.5 | 35~50 | 13,600~28,000 | 25~45 | 10,400~20,800 | 20~30 | 8,000~16,000 |
| 1 | 35~50 | 6,800~14,000 | 25~45 | 5,200~10,400 | 20~30 | 4,000~8,000 |
| 1.5 | 35~50 | 5,100~10,500 | 25~45 | 3,900~7,800 | 20~30 | 3,000~6,000 |
| 2 | 35~50 | 3,400~7,000 | 25~45 | 2,600~5,200 | 20~30 | 2,000~4,000 |
| 3 | 30~43 | 2,700~5,300 | 23~35 | 2,100~4,200 | 18~25 | 1,600~3,200 |
| 4 | 25~35 | 2,000~4,000 | 20~28 | 1,600~3,200 | 15~20 | 1,200~2,400 |
| 5 | 23~30 | 1,700~3,400 | 18~25 | 1,400~2,600 | 13~18 | 1,000~2,000 |
| Ad | ≦0.1D | |||||
注意・禁止事項
- 初めてご使用になる場合、必ず汎用機にてテストカットしてください。
- 切削条件は都度調整してください。
- 加工時に異音が発生した場合、直ちに加工を中止してください。
技術情報
型番リスト
表示件数
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
詳細情報
基本情報
【特長】
・図面不要、型番で簡単注文 ・両角(θ) 1度単位指定可能
・先端芯厚(D1) 0.01mm単位指定可能
・深い部位加工用にロングシャンクタイプ(LS-)もご用意
【用途】
・精緻な角度寸法の面取り加工、V溝加工に最適
・プランジャーの位置決め穴や溝加工にも対応
《納期》
・実働3日目出荷。Aストーク可能な短納期対応


共通仕様
材質
■超微粒子超硬合金カタログ
商品担当おすすめ

ミスミ
TSコート超硬面取り用エンドミル 2枚刃
・在庫品で豊富なラインナップ<br>・高耐酸化性、高硬度の特性を持つコーティングにより、長寿命化を実現。被膜特性として、高速加工・ドライ加工で効果を発揮<br>




超硬直刃V溝/面取り加工用エンドミル 2枚刃/V溝/先端芯厚指定タイプのレビュー
社内切削加工機の刃物
5
5.02019/07/03
これだけの細かな仕様を一つの型式で発注できるシステムが素晴らしいと感じます。
2人が参考にしています。
ローレット加工
5
5.02019/12/09
A7075の3Dローレット加工
ピン角が必要な加工だったが、問題なく加工できた。
1人が参考にしています。
特殊な角度の面取り
5
5.02023/08/21
急ぎで特殊な角度の加工の依頼がありました。納期も早く助かりました。
0人が参考にしています。
指定角度の面取り
5
5.02023/05/26
片角45度の面取りは通常の市販品でどこでも手に入りますが、指定角度のあるものはこちらのエンドミルで難なく解決できました。...もっと読む
0人が参考にしています。
機械加工
5
5.02023/04/13
エンドミルを探していましたが他社製品では価格が高く
購入が難しかったですが、ミスミにて加工に適している
エンドルミルを見...もっと読む
0人が参考にしています。
よくあるご質問(FAQ)
QV溝加工部位はねじれがありますか?SVDEMとの違いはなんですか?アルミを加工しますがコートをしたほうがよいですか?
A
V溝加工部位はねじれ加工はできません。SVDEMとの違いは先端芯厚が指定できます。表面コートですが、アルミ加工でしたら、DLCコートをお勧めします。
Qステンレスにドリルで下穴を開けた後に、本エンドミルを使用して面取りを考えているが、そういった用途に、このエンドミルを使用して問題ないか?また、通常のエンドミルと比べた場合の違いと注意点も教えてほしい。
A
問題ありません。通常のエンドミルと比べた場合の違いは、刃のすくい角が少なく、切削抵抗がやや大きいです。切削速度は、やや遅めをご推奨致します。
Q先端芯厚のD1はフラットでしょうか?また、SVEMとSVZEMとの違いはなんでしょう?
A
先端芯厚のD1はフラットです。SVEMとSVZEMとの違いは、先端芯厚の指定ができるのがSVEMで、SVZEMは0.005~0.03でピンカド専用となります。
この商品を見た人は、こんな商品も見ています






よく一緒に購入される商品









最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます
V溝・面取り(直刃寸法自由指定)カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
超硬直刃V溝/面取り加工用エンドミル 2枚刃/V溝/先端芯厚指定タイプ
4.6通常出荷日:3日目

ミスミ
超硬直刃V溝/面取り加工用エンドミル 2枚刃/V溝
3.8通常出荷日:3日目
ミスミ
超硬直刃V溝/面取り加工用エンドミル 2枚刃/面取り
4.3通常出荷日:3日目
ミスミ
超硬直刃V溝/面取り加工用エンドミル V溝/先端芯厚極小タイプ
4.6通常出荷日:3日目
ミスミ
超硬直刃V溝/面取り加工用エンドミル 2枚刃/面取りボール
4.5通常出荷日:3日目
ミスミ
超硬直刃スクエアエンドミル 2枚刃
4.6通常出荷日:3日目
ミスミ
超硬直刃コーナーアングルエンドミル 2枚刃/先端径指定タイプ
3.8通常出荷日:3日目~
ミスミ
超硬直刃逆テーパエンドミル 2枚刃/逆テーパ(ラジアス)
4.6通常出荷日:3日目
ミスミ
成形エンドミル用超硬ブランク
5通常価格(税別):320円~
通常出荷日:当日出荷可能在庫品1日目