プレス金型部品技術窓口
絞り込み条件
chemSHERPA・RoHS
ミスミ品のみ対象
- chemSHERPA
- 調査中
- EU_RoHS
- 対応
- chemSHERPA
内径表面処理
~mm- なし
- α処理
D(シャンク径)(mm)
~mm- 5
- 6
- 8
- 10
- 13
- 16
- 20
- 25
C(クリアランス)(mm)
~mm[0.05-8/0.005mm単位]FH(テーパ深さ)(mm)
~mm- 1
[1-3/0.1mm単位]L(全長)(mm)
~mm- 16
- 20
- 22
- 25
- 30
- 35
- 40
LC(全長変更)(mm)
~mm[10-40/0.1mm単位]LCT(ツバ厚/全長公差変更・全長変更)(mm)
~mm[10-39.99/0.01mm単位]LMT(ツバ厚/全長公差変更・全長変更)(mm)
~mm[10-39.99/0.01mm単位]MT(被加工材板厚)(mm)
~mm[0.5-10/0.01mm単位]P(刃先寸法)(mm)
~mm[1-16/0.01mm単位]PC(刃先寸法変更)(mm)
~mm[0.95-12.2/0.01mm単位][16.01-16.2/0.01mm単位]R(刃先コーナーR)(mm)
~mm[0.15-7.99/0.01mm単位]W(刃先寸法)(mm)
~mm[1-16/0.01mm単位]WC(刃先寸法変更)(mm)
~mm[1-2.99/0.01mm単位][3.01-3.2/0.01mm単位][4.01-4.2/0.01mm単位][6.01-6.2/0.01mm単位][8.01-8.2/0.01mm単位][10.01-10.2/0.01mm単位][12.01-12.2/0.01mm単位][16.01-16.2/0.01mm単位]タイプ
~mm- SRT-AHD
- SRT-AHDD
- SRT-AHDE
- SRT-AHDG
- SRT-AHDR
- SRT-PAHD
- SRT-PAHDD
- SRT-PAHDE
- SRT-PAHDG
- SRT-PAHDR
- SRTA-AHD
- SRTA-AHDD
- SRTA-AHDE
- SRTA-AHDG
- SRTA-AHDR
- SRTA-PAHD
- SRTA-PAHDD
- SRTA-PAHDE
- SRTA-PAHDG
- SRTA-PAHDR
- SRTAP-AHD
- SRTAP-AHDD
- SRTAP-AHDE
- SRTAP-AHDG
- SRTAP-AHDR
- SRTAP-PAHD
- SRTAP-PAHDD
- SRTAP-PAHDE
- SRTAP-PAHDG
- SRTAP-PAHDR
- SRTP-AHD
- SRTP-AHDD
- SRTP-AHDE
- SRTP-AHDG
- SRTP-AHDR
- SRTP-PAHD
- SRTP-PAHDD
- SRTP-PAHDE
- SRTP-PAHDG
- SRTP-PAHDR
CAD
- 2D
- 3D
出荷日
- すべて
- 3日以内
- 5日以内
- 6日以内
- 7日以内
カス上がり対策逆テーパアンギュラボタン -ツバ付きタイプ- -ノーマル・α処理®-

- 通常単価(税別)
- -
- 税込単価
- -
ボタンダイの表面処理商品が初登場!刃先・内面を強化!「パンチ同様にボタンダイも高寿命化を図りたい」「ボ...
詳細を確認- PDFは最新の情報ではありませんので、WEBページの内容をご確認ください。


- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
外形図
外形図・製品仕様

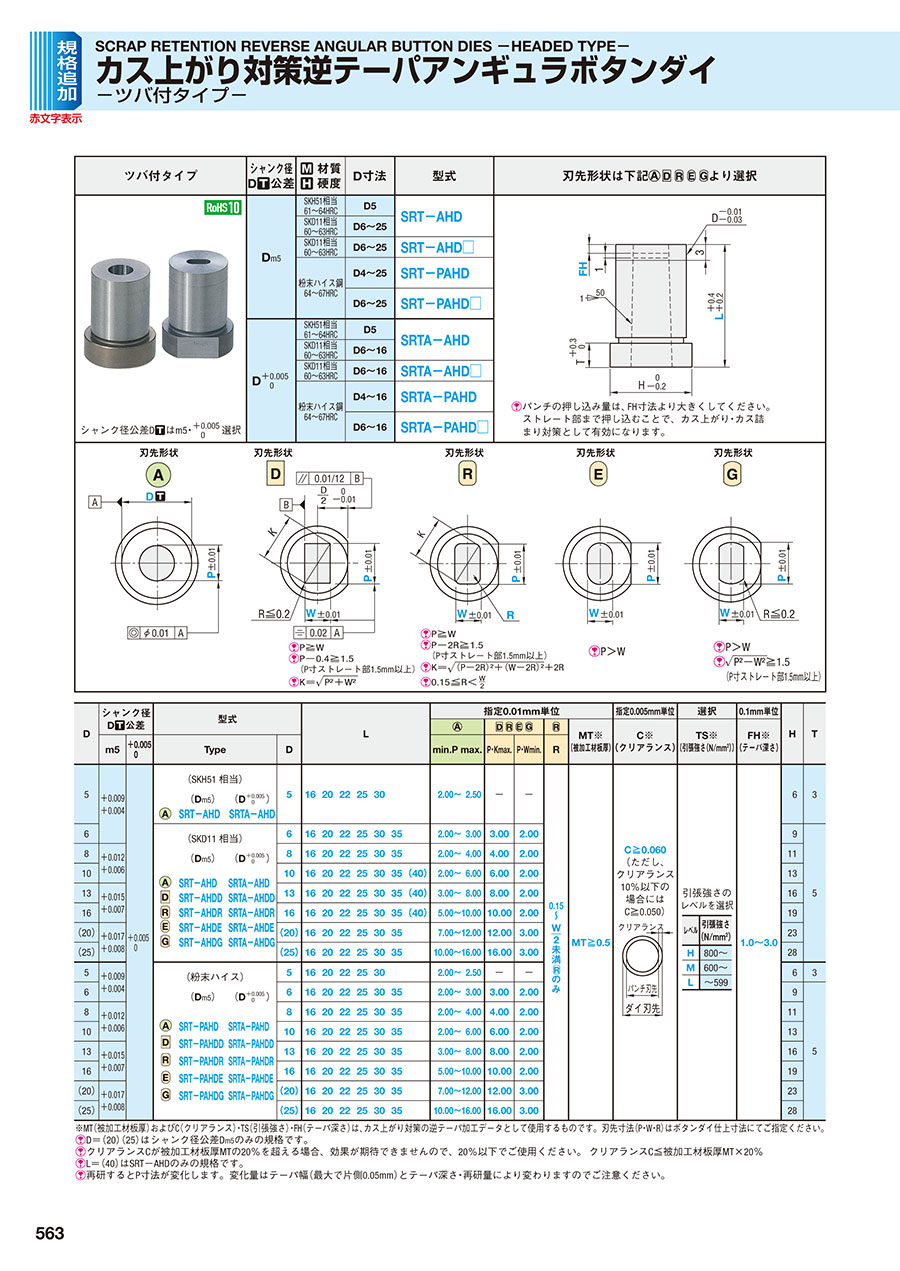
[ ! ]パンチの押し込み量は、FH寸法より大きくしてください。
ストレート部まで押し込むことで、カス上がり・カス詰まり対策として有効になります。
刃先形状
刃先形状
刃先形状
刃先形状
刃先形状
[ ! ]P≧W
[ ! ]P-0.4≧1.5
(P寸ストレート部1.5mm以上)
[ ! ]K=
[ ! ]P≧W
[ ! ]P-2R≧1.5
(P寸ストレート部1.5mm以上)
[ ! ]K=
[ ! ]0.15≦R<W2
[ ! ]P>W
[ ! ]P>W
[ ! ] ≧1.5
≧1.5
(P寸ストレート部1.5mm以上)

[ ! ]α処理®の範囲は刃先内面及び刃先側端面です。
[ ! ]α処理®は刃先先端エッジ部に微小Rがつきます。
| シャンク径 D[ T ]公差 | [ M ]材質 | [ H ]硬度 | D寸法 | 型式 | |||
|---|---|---|---|---|---|---|---|
| ノーマル | α処理® | ||||||
| m5 | SKH51相当 | 61~64HRC | 5 | SRT-AHD | SRTP-AHD | ||
| SKD11相当 | 60~63HRC | 6 | ~ | 25 | |||
| SKD11相当 | 60~63HRC | 6 | ~ | 25 | SRT-AHD□ | SRTP-AHD□ | |
| 粉末ハイス鋼 | 64~67HRC | 4 | ~ | 25 | SRT-PAHD | SRTP-PAHD | |
| 6 | ~ | 25 | SRT-PAHD□ | SRTP-PAHD□ | |||
| +0.005/0 | SKH51相当 | 61~64HRC | 5 | SRTA-AHD | SRTAP-AHD | ||
| SKD11相当 | 60~63HRC | 6 | ~ | 16 | |||
| SKD11相当 | 60~63HRC | 6 | ~ | 16 | SRTA-AHD□ | SRTAP-AHD□ | |
| 粉末ハイス鋼 | 64~67HRC | 4 | ~ | 16 | SRTA-PAHD | SRTAP-PAHD | |
| 6 | ~ | 16 | SRTA-PAHD□ | SRTAP-PAHD□ | |||
[ H ]α処理®の表面硬度は1100~1200HVです。
規格表
| 型式 | L | 指定0.01mm単位 | 指定0.005mm単位 | 選択 | 0.1mm単位 | H | T | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
| MT※ | C※ | TS※ | FH※ | |||||||||||||||||||||
| Type | D | min. | P | max. | P・Kmax. | P・Wmin | R | (被加工材板厚) | (クリアランス) | (引張強さ(N/mm2)) | (テーパ深さ) | ||||||||||||||||
| (SKH51相当) | 5 | 16 | 20 | 22 | 25 | 30 | 2.00 | ~ | 2.50 | - | - | - | MT≧0.5 | C≧0.060 (ただし、クリアランス 10%以下の場合には C≧0.050)
| 引張強さのレベルを選択 | 1.0 | ~ | 3.0 | 6 | 3 | |||||||
| (D m5) | (D +0.005/0) | |||||||||||||||||||||||||
| (ノーマル) SRT-AHD | (α処理®) SRTP-AHD | (ノーマル) SRTA-AHD | (α処理®) SRTAP-AHD | ||||||||||||||||||||||||
| (SKD11相当) | 6 | 16 | 20 | 22 | 25 | 30 | 35 | 2.00 | ~ | 3.00 | 3.00 | 2.00 | 0.15 | 9 | 5 | ||||||||||||
| (D m5) | (D +0.005/0) | 8 | 16 | 20 | 22 | 25 | 30 | 35 | 2.00 | ~ | 4.00 | 4.00 | 2.00 | 11 | ||||||||||||
| (ノーマル) SRT-AHD SRT-AHDD SRT-AHDR SRT-AHDE SRT-AHDG | (α処理®) SRTP-AHD SRTP-AHDD SRTP-AHDR SRTP-AHDE SRTP-AHDG | (ノーマル) SRTA-AHD SRTA-AHDD SRTA-AHDR SRTA-AHDE SRTA-AHDG | (α処理®) SRTAP-AHD SRTAP-AHDD SRTAP-AHDR SRTAP-AHDE SRTAP-AHDG | 10 | 16 | 20 | 22 | 25 | 30 | 35 | (40) | 2.00 | ~ | 6.00 | 6.00 | 2.00 | 13 | ||||||||||
| 13 | 16 | 20 | 22 | 25 | 30 | 35 | (40) | 3.00 | ~ | 8.00 | 8.00 | 2.00 | 16 | ||||||||||||||
| 16 | 16 | 20 | 22 | 25 | 30 | 35 | (40) | 5.00 | ~ | 10.00 | 10.00 | 2.00 | レベル | 引張強さ | 19 | ||||||||||||
| (20) | 16 | 20 | 22 | 25 | 30 | 35 | 7.00 | ~ | 12.00 | 12.00 | 3.00 | (N/mm2) | 23 | ||||||||||||||
| (25) | 16 | 20 | 22 | 25 | 30 | 35 | 10.00 | ~ | 16.00 | 16.00 | 3.00 | H | 800~ | 28 | |||||||||||||
| (粉末ハイス鋼) | 5 | 16 | 20 | 22 | 25 | 30 | 2.00 | ~ | 2.50 | - | - | M | 600~ | 6 | 3 | ||||||||||||
| (D m5) | (D +0.005/0) | 6 | 16 | 20 | 22 | 25 | 30 | 35 | 2.00 | ~ | 3.00 | 3.00 | 2.00 | L | ~599 | 9 | 5 | |||||||||
| (ノーマル) | (α処理®) | (ノーマル) | (α処理®) | 8 | 16 | 20 | 22 | 25 | 30 | 35 | 2.00 | ~ | 4.00 | 4.00 | 2.00 | 11 | |||||||||||
| SRT-PAHD | SRTP-PAHD | SRTA-PAHD | SRTAP-PAHD | 10 | 16 | 20 | 22 | 25 | 30 | 35 | 2.00 | ~ | 6.00 | 6.00 | 2.00 | 13 | |||||||||||
| SRT-PAHDD | SRTP-PAHDD | SRTA-PAHDD | SRTAP-PAHDD | 13 | 16 | 20 | 22 | 25 | 30 | 35 | 3.00 | ~ | 8.00 | 8.00 | 2.00 | 16 | |||||||||||
| SRT-PAHDR | SRTP-PAHDR | SRTA-PAHDR | SRTAP-PAHDR | 16 | 16 | 20 | 22 | 25 | 30 | 35 | 5.00 | ~ | 10.00 | 10.00 | 2.00 | 19 | |||||||||||
| SRT-PAHDE | SRTP-PAHDE | SRTA-PAHDE | SRTAP-PAHDE | (20) | 16 | 20 | 22 | 25 | 30 | 35 | 7.00 | ~ | 12.00 | 12.00 | 3.00 | 23 | |||||||||||
| SRT-PAHDG | SRTP-PAHDG | SRTA-PAHDG | SRTAP-PAHDG | (25) | 16 | 20 | 22 | 25 | 30 | 35 | 10.00 | ~ | 16.00 | 16.00 | 3.00 | 28 | |||||||||||




※MT(被加工材板厚)およびC(クリアランス)・TS(引張強さ)・FH(テーパ深さ)は、カス上がり対策の逆テーパ加工データとして使用するものです。刃先寸法(P・W・R)はボタンダイ仕上寸法にてご指定ください。
[ ! ]D=(20)(25)はシャンク径公差Dm5のみの規格です。
[ ! ]クリアランスCが被加工材板厚MTの20%を超える場合、効果が期待できませんので、20%以下でご使用ください。クリアランスC≦被加工材板厚MT×20%
[ ! ]L=(40)はSRTーAHDのみの規格です。
[ ! ]再研するとP寸法が変化します。変化量はテーパ幅(最大で片側0.05mm)と手―パ深さ・再研量により変わりますのでご注意ください。
注文例
| 型式 | - | L | - | P | - | W | - | R( のみ) のみ) | - | MT | - | C | - | TS | - | FH |
| SRTP-AHD16 | - | 25 | - | P9.2 | - | MT1.0 | - | C0.1 | - | H | - | FH2.0 |
出荷日
■ノーマル・
| ・
|
■α処理® (SRTP-・SRTAP-)
・
| ・
|
[ ! ]祝日が実働日数に重なる場合、納期が変更となります。
納期詳細はWOSにてご確認ください。
追加工
| 型式 | - | L(LC・LCT・LMT) | - | P(PC) | - | W(WC) | - | R | - | MT | - | C | - | TS | - | FH | - | (BC・HC・TC・CKC・MKC…etc.) |
| SRTP-AHD6 | - | 16 | - | P2.47 | - | MT1.50 | - | C0.105 | - | H | - | FH2.0 | - | HC8 |
| 追加工 | 記号 | 刃先形状 | ||||||
 |  | |||||||
| 刃先 |  | PC WC | 刃先径変更 min:PW > PCWC ≧ P・Wmin2 ≧2.00 指定0.01mm単位 | |||||
| max:PW < PCWC ≦ P・Kmax+0.2 指定0.01mm単位 | ||||||||
| 全長 |  | LC | 全長変更 10≦LC<L 指定0.1mm単位 (LKC・LKZ・CKC・MKC併用の場合0.01mm単位指定可) [ ! ]導入部は(L-LC)分短くなります。 | |||||
 | LKC | 全長公差変更 L+0.4+0.2 ⇨ +0.050 [ NG ]L(LC)<10適用不可 (LC併用の場合、L寸法0.01mm単位指定可) | ||||||
| LKZ | 全長公差変更 L+0.4+0.2 ⇨ +0.010 [ NG ]L(LC)<16適用不可 (LC併用の場合、L寸法0.01mm単位指定可) | |||||||
 | CKC | ツバ厚公差・全長公差変更を1つのコードで加工します。 加工限界はTKCとLKCと同様 [ NG ]L(LC)<16適用不可 | ||||||
TKC ツバ厚公差変更T +0.30 ⇒ +0.020 | + | LKC 全長公差変更L +0.4+0.2 ⇒ +0.050 | ||||||
| (TC併用の場合、T寸法0.01mm単位・LC併用の場合、 L寸法0.01mm単位指定可) | ||||||||
| MKC | ツバ厚公差・全長公差変更を1つのコードで加工します。 加工限界はTKMとLKCと同様 [ NG ]L(LC)<16適用不可 | |||||||
TKM ツバ厚公差変更T+0.30 ⇒ 0-0.02 | + | LKC 全長公差変更L +0.4+0.2 ⇒ +0.050 | ||||||
| (TC併用の場合、T寸法0.01mm単位・LC併用の場合、 L寸法0.01mm単位指定可) | ||||||||
 | LCT | ツバ厚公差・全長変更・全長公差変更を1つのコードで加工します。 注文方法はLCと同様。加工限界、注意事項([ ! ])は各単体追加工と同様 | ||||||
TKC ツバ厚公差変更 | LC + 全長 +変更 | LKC 全長公差変更 | ||||||
| [ ! ]0.01mm単位指定可 [ NG ]L<16適用不可 (L寸法0.01mm単位指定可・TC併用の場合、 T寸法0.01mm単位指定可) | ||||||||
| LMT | ツバ厚公差・全長変更・全長公差変更を1つのコードで加工します。 注文方法はLCと同様。加工限界、注意事項([ ! ])は各単体追加工と同様 | |||||||
TKM ツバ厚公差変更 | LC + 全長 +変更 | LKC 全長公差変更 | ||||||
| [ ! ]0.01mm単位指定可 [ NG ]L<16適用不可 (L寸法0.01mm単位指定可・TC併用の場合、 T寸法0.01mm単位指定可) | ||||||||
| 追加工 | 記号 | 刃先形状 | |||||||||||||||||||||||||
| | ||||||||||||||||||||||||||
| ツバ部 |  | HC | ツバ径変更 D≦HC<H 指定0.1mm単位 | ||||||||||||||||||||||||
 | TC | ツバ厚変更 2≦TC<T 指定0.1mm単位 (TKC・TKM・CKC・MKC・LCT・LMT併用の場合0.01mm単位指定可) [ ! ]全長Lは(T-TC)分短くなります。 | |||||||||||||||||||||||||
 | KC | ツバ部廻り止め  | 廻り止め  | ||||||||||||||||||||||||
 | WKC | 廻り止め平行加工(2面) [ ! ]  形状はKC併用可 形状はKC併用可[ NG ]L(LC)<16適用不可 | |||||||||||||||||||||||||
 | KFC | 廻り止め0゜と  | 廻り止め0゜と  | ||||||||||||||||||||||||
[ NG ]KC・WKC併用不可 [ NG ]L(LC)<16適用不可 | [ NG ]KC・WKC併用不可 [ NG ]L(LC)<16適用不可 | ||||||||||||||||||||||||||
 | TKC | ツバ厚公差変更 T+0.3 0 ⇨ +0.02 0 [ NG ]L(LC)<16適用不可 (TC併用の場合、T寸法0.01mm単位指定可) | |||||||||||||||||||||||||
| TKM | ツバ厚公差変更 T+0.3 0 ⇨ 0-0.02 [ NG ]L(LC)<16適用不可 (TC併用の場合、T寸法0.01mm単位指定可) | ||||||||||||||||||||||||||
 | RC | リテーナ面に対してツバ部を  | |||||||||||||||||||||||||
| その他 |  | SKC | シャンク部フラット面加工(1面) [ ! ]D≧8 L(LC)≧20に適用 [ NG ]KC・WKC・KFC・ANF併用不可 | ||||||||||||||||||||||||
 | KUC |  |  | ||||||||||||||||||||||||
| シャンク部フラット面加工(0°)と廻り止め角度指定加工(1面)指定1°単位 90≦KUC≦270 [ ! ]D≧8 L(LC)≧20に適用 [ ! ]出荷日+1日 [ NG ]KC・WKC・KFC・SKC・ANF併用不可 [ NG ]ストーク適用不可 | |||||||||||||||||||||||||||
 | ANF | アンギュラ角度変更 0.6≦ANF≦1.2 指定0.2°単位 [ ! ]d≦dmax [ ! ]d=P+2{(L-B)tan(ANF°)} [ ! ]P-Btan(ANF°)≧0.6 | 
| ||||||||||||||||||||||||
関連情報
ボタンダイの刃先・内径強化商品がついに登場!
α処理®による機械的特性の向上(SKD11) 70%以上UP! 30%以上UP! 処理前 処理後 処理前 処理後 圧縮残留応力[MPa] 硬度[HV]  | α処理®は母材表面をナノ結晶化させて強化する新表面処理技術です。製品の寸法・エッジ部・カス上がり対策溝の形状をほとんど変化させることなく、圧縮残留応力を付与し表面硬度を向上させます。また処理面にマイクロテクスチャを形成させることで摺動性も向上します。ボタンダイにα処理®をおこなうことで刃先・内径を強化し従来の製品と比較して飛躍的に耐摩耗性を向上させます。金属コーティングのように膜厚による変寸の心配もありません。ボタンダイのメンテナンス回数を減らし生産現場の改善に貢献します。 |
■試験結果
被加工材引張強度:440MPa 板厚:4.5mm
従来品(ミスミのSR-MHD)では約6万ショットで製品かえり高さが許容値を超えてしまい交換が必要でしたが、α処理®品(SRP-MHD)を使用したところ21万ショットを超えても製品かえり高さが許容値以下を維持しました。

型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
- ( - ) | 3日目 |
詳細情報
基本情報
ボタンダイの表面処理商品が初登場!刃先・内面を強化!
「パンチ同様にボタンダイも高寿命化を図りたい」「ボタンダイのコーティングに試行錯誤している」
などのお悩みを、新表面処理技術「α処理®」が解決します。
【α処理®の特長】
・処理表面のナノ結晶化により靭性を損なわない硬度向上を実現!
・従来の表面処理と比較して、現寸法・刃先形状・カス上がり対策溝形状の変化を最小限に抑えて強化可能!
・処理表面にマイクロテクスチャを形成させることで摩擦係数が下がり摺動性向上!
(詳細は「α処理®(新表面処理技術) ボタンダイ&パンチへの適用」またはページ下部の関連情報をご参照ください。)
*カス上がり対策逆テーパボタンダイとは
カス上がり対策逆テーパボタンダイとはボタンダイの刃先から奥にかけて微小なテーパをつけることによってカス上がりを抑制する商品です。
打ち抜き時に抜きカスが収縮するハイテン材などに有効です。
(詳細は「カス上がり対策逆テーパダイ」をご参照ください。)
■プレス金型用標準部品の新商品紹介はこちら。
ご注意
- PDFは最新の情報ではありませんので、WEBページの内容をご確認ください。
カタログ
この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます
カス上がり対策逆テーパダイカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
カス上がり対策逆テーパボタンダイ -ツバ付きタイプ- -ノーマル・α処理®-
4.5通常出荷日:3日目~

ミスミ
カス上がり対策逆テーパボタンダイ -ノック止めタイプ- -ノーマル・α処理®-
5通常出荷日:3日目~
ミスミ
カス上がり対策逆テーパボタンダイ -ストレートタイプ- -ノーマル・α処理®-
4.3通常出荷日:3日目~
ミスミ
カス上がり対策全長指定逆テーパダイ -ツバ付きタイプ- -ノーマル・α処理®-
5通常出荷日:5日目~
ミスミ
カス上がり対策逆テーパアンギュラボタンダイ -ストレートタイプ-ノーマル・α処理®-
5通常出荷日:3日目~
ミスミ
カス上がり対策逆テーパアンギュラボタン -ツバ付きタイプ- -ノーマル・α処理®-
5通常出荷日:3日目~
ミスミ
カス上がり対策全長指定逆テーパダイ -ストレートタイプ- -ノーマル・α処理®-
4通常出荷日:7日目~
ミスミ
カス上がり対策ボタンダイ -ツバ付・レギュラータイプ- -ノーマル・α処理®-
4.5通常出荷日:2日目~
ミスミ
ボタンダイ -ノック止めタイプ- -ノーマル・α処理®-
5通常出荷日:当日出荷可能2日目~