ツール用品技術窓口
この商品と似ている商品
-

彌満和製作所
ハンドタップ HT(切削タップ)
彌満和製作所
4.6通常価格(税別):1000円~
通常出荷日:在庫品1日目
-

ミスミ
超硬ハンドタップ
ミスミ
3.8通常価格(税別):3080円~
通常出荷日:在庫品1日目
-

オーエスジー
ハンドタップシリーズ 一般用 HT
オーエスジー
4.6通常価格(税別):1519円~
通常出荷日:在庫品1日目
-

ミスミ
MTシリーズ ハイス鋼スパイラルタップ MT-SPFT
4.3通常価格(税別):810円~
通常出荷日:在庫品1日目
-

エンジニア
TT-10~16 タップセット
エンジニア
4.5通常価格(税別):1816円~
通常出荷日:在庫品1日目
-

オーエスジー
Aタップシリーズ ポイントタップ A-POT
オーエスジー
4.2通常価格(税別):2940円~
通常出荷日:在庫品1日目
-

ミスミ
ハイス鋼スパイラルタップ【10個入り】
4.5通常価格(税別):3790円~
通常出荷日:在庫品1日目
-

VERTEX
タップハンドル
VERTEX
4.7通常価格(税別):1035円~
通常出荷日:4日目 ~
-

オーエスジー
スパイラルタップシリーズ 一般用 EX-SFT
オーエスジー
4.5通常価格(税別):1223円~
通常出荷日:在庫品1日目
-

オーエスジー
Aタップシリーズ スパイラルタップ A-SFT
オーエスジー
4.4通常価格(税別):2954円~
通常出荷日:在庫品1日目
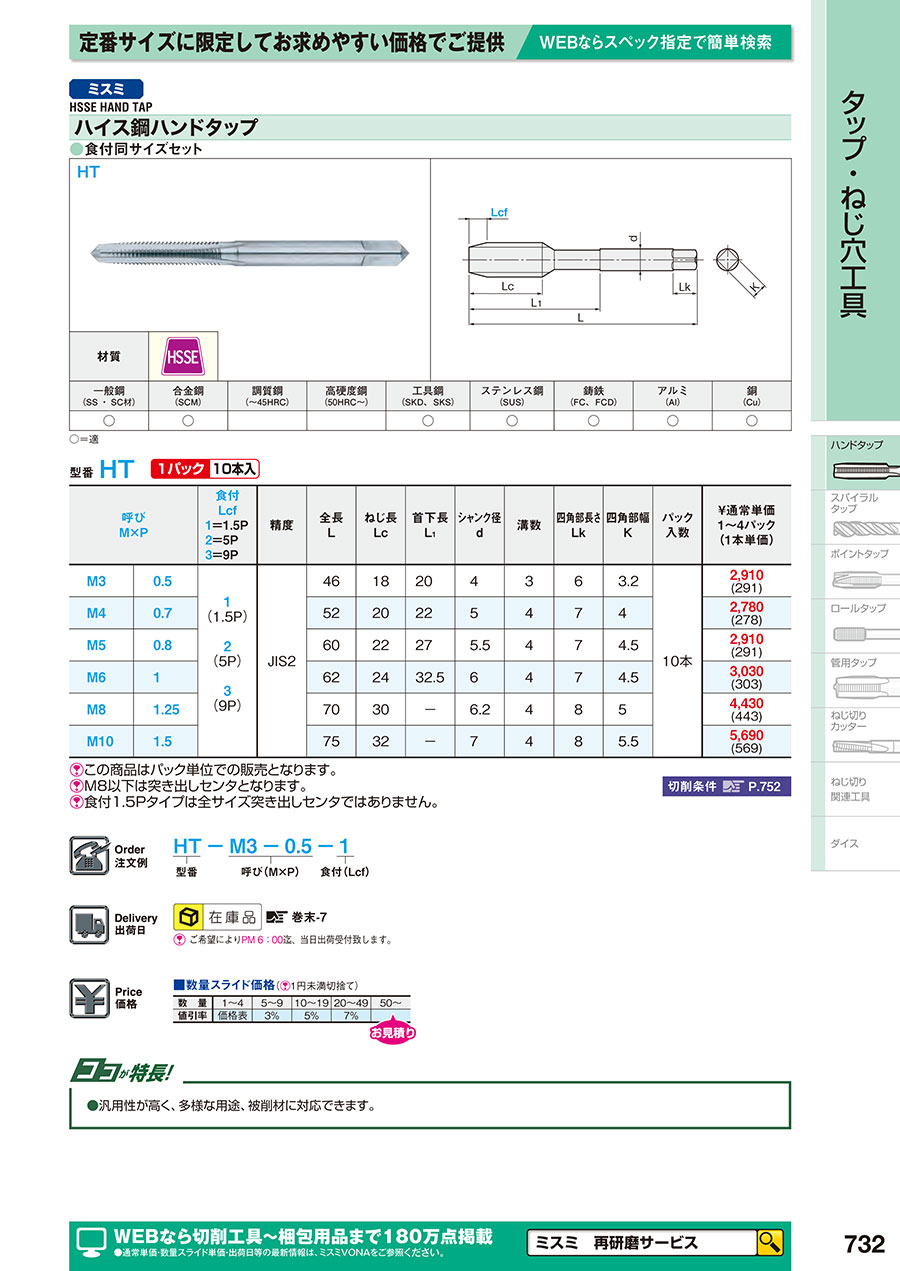
ハイス鋼ハンドタップ【10個入り】

- 通常単価(税別)
- 2,780円~5,690円
- 税込単価
- 3,058円~6,259円
【特長】・汎用的なノンコートタイプのハイス鋼ハンドタップ・汎用性が高く、多様な用途、アルミや一般鋼の被...
詳細を確認- 食付き1.5Pタイプ及びM10タイプは写真と異なり全サイズ突出しセンタではありません。
この商品はパック単位での販売になります。 - M8以下は突き出しセンタとなります。食付き1.5Pタイプは全サイズ突出しセンタではありません。
- 「CADデータ」、「CAM・工具管理ソフト用データ」のある商品を絞り込む場合は、絞り込み条件該当項目の希望データを選択してください。(一部データのご用意がない商品もございます。)
詳細は「切削工具データダウンロードサービス」ページからご確認ください。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品仕様
納期

仕様・概要

●汎用性が高く、多様な用途、被削材に対応できます。
推奨切削条件
型番 HT
切削速度は、タップの材質、種類、食付山数、下穴形状、被削材及び切削油剤等使用条件により左右され、選択には十分注意する必要があります。
又、切削油剤には潤滑、冷却、反溶着の3つの作用があり、これを切削油の三要素と呼びます。
タッピングの場合、非常に複雑な切削作用が行われるため、必ず切削油剤を十分にかけることをお奨めします。
標準切削速度と適応切削油剤
| 被削材 | 切削速度(m/min) | 切削油剤 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ハイス | 超硬 | 不水溶性 | 水溶性 (エマルジョン) | セミドライ | ドライ | ||||||
| ハンド | スパイラル | ポイント | ロール | 管用 | |||||||
| 低炭素鋼 | C0.25%以下 | 8~13 | 8~13 | 15~25 | 8~13 | 3~6 | - | ◎ | ○ | △ | △ |
| 中炭素鋼 | C0.25~0.45% | 7~12 | 7~12 | 10~15 | 7~10 | 3~6 | - | ◎ | ○ | △ | △ |
| 高炭素鋼 | C0.45%以上 | 6~9 | 6~9 | 8~13 | 5~8 | 2~5 | - | ◎ | ○ | △ | △ |
| 合金鋼 | SCM | 7~12 | 7~12 | 10~15 | 5~8 | 2~5 | - | ◎ | △ | △ | △ |
| 調質鋼 | 25~45HRC | 3~5 | 3~5 | 4~6 | - | 2~5 | - | ◎ | △ | - | - |
| ステンレス鋼 | SUS | 4~7 | 5~8 | 8~13 | 5~10 | 3~6 | - | ◎ | ○ | - | - |
| 析出硬化系ステンレス鋼 | SUS630 SUS631 | 3~5 | 3~5 | 4~6 | - | 2~5 | - | ◎ | - | - | - |
| 工具鋼 | SKD | 6~9 | 6~9 | 7~10 | - | 2~5 | - | ◎ | - | - | - |
| 鋳鋼 | SC | 6~11 | 6~11 | 10~15 | - | 2~5 | - | ◎ | ○ | - | - |
| 鋳鉄 | FC | 10~15 | - | - | - | 2~5 | 15~25 | ◎ | ○ | ○ | ○ |
| ダクタイル鋳鉄 | FCD | 7~12 | 7~12 | 10~20 | - | 4~8 | 12~20 | ◎ | ○ | ○ | - |
| 銅 | Cu | 6~9 | 6~11 | 7~12 | 7~12 | 2~5 | 15~33 | ○ | ○ | - | - |
| 黄銅・黄銅鋳物 | Bs・BsC | 10~15 | 10~20 | 15~25 | 7~12 | 5~10 | 23~33 | ○ | ○ | ○ | ○ |
| 青銅・黄銅鋳物 | PB・PBC | 6~11 | 6~11 | 10~20 | 7~12 | 6~11 | 18~33 | ○ | ○ | - | - |
| アルミニウム圧延材 | Al | 10~20 | 10~20 | 15~25 | 10~20 | 5~10 | 23~40 | ◎ | ○ | △ | - |
| アルミニウム合金鋳物 | AC・ADC | 10~15 | 10~15 | 15~20 | 10~15 | 10~15 | 15~25 | ◎ | ○ | △ | - |
| マグネシウム合金鋳物 | MC | 7~12 | 7~12 | 10~15 | - | 10~15 | 12~20 | ◎ | ○ | ○ | - |
| 亜鉛合金鋳物 | ZDC | 7~12 | 7~12 | 10~15 | 7~12 | 10~15 | 12~20 | ◎ | ○ | △ | - |
| 熱硬化性プラスチック | ベークライト フェノール エポキシ | 10~20 | - | - | - | 5~10 | 15~25 | - | ○ | ○ | ○ |
| 熱可塑性プラスチック | 塩化ビニール ナイロン シュラコン | 10~20 | 10~15 | 10~20 | - | 5~10 | 15~25 | - | ○ | ○ | ○ |
◎最適 ○適用 △使用可 -使用不可
この表は一般的な選定基準であり、使用条件により変更する必要があります。

型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
2,910円 ( 3,201円 ) | 在庫品1日目当日出荷可能 |
2,910円 ( 3,201円 ) | 在庫品1日目当日出荷可能 |
2,910円 ( 3,201円 ) | 在庫品1日目当日出荷可能 |
2,780円 ( 3,058円 ) | 在庫品1日目当日出荷可能 |
2,780円 ( 3,058円 ) | 在庫品1日目当日出荷可能 |
2,780円 ( 3,058円 ) | 在庫品1日目当日出荷可能 |
2,910円 ( 3,201円 ) | 在庫品1日目当日出荷可能 |
2,910円 ( 3,201円 ) | 在庫品1日目当日出荷可能 |
2,910円 ( 3,201円 ) | 在庫品1日目当日出荷可能 |
3,030円 ( 3,333円 ) | 在庫品1日目当日出荷可能 |
3,030円 ( 3,333円 ) | 在庫品1日目当日出荷可能 |
3,030円 ( 3,333円 ) | 在庫品1日目当日出荷可能 |
4,430円 ( 4,873円 ) | 在庫品1日目当日出荷可能 |
4,430円 ( 4,873円 ) | 在庫品1日目当日出荷可能 |
4,430円 ( 4,873円 ) | 在庫品1日目当日出荷可能 |
5,690円 ( 6,259円 ) | 在庫品1日目当日出荷可能 |
5,690円 ( 6,259円 ) | 在庫品1日目当日出荷可能 |
5,690円 ( 6,259円 ) | 在庫品1日目当日出荷可能 |
詳細情報
基本情報
【特長】
・汎用的なノンコートタイプのハイス鋼ハンドタップ
・汎用性が高く、多様な用途、アルミや一般鋼の被削材に対応
ご注意
- 食付き1.5Pタイプ及びM10タイプは写真と異なり全サイズ突出しセンタではありません。
この商品はパック単位での販売になります。 - M8以下は突き出しセンタとなります。食付き1.5Pタイプは全サイズ突出しセンタではありません。
- 「CADデータ」、「CAM・工具管理ソフト用データ」のある商品を絞り込む場合は、絞り込み条件該当項目の希望データを選択してください。(一部データのご用意がない商品もございます。)
詳細は「切削工具データダウンロードサービス」ページからご確認ください。



カタログ
商品担当おすすめ



ミスミからのコメント
この度は貴重なご意見をいただきありがとうございます。 めねじが小さくネジが入らないということで、ドリル下穴径が小さい、またはタップ加工後に被削材が伸縮することが要因として考えられます。タップのドリル下穴径を広げることにより解決する場合がありますのでぜひお試しください。また、下記リンクにタップ加工のよくあるトラブルと対策を掲載しておりますので、併せてご覧ください。 ラインアップ関しては、貴重なご意見として今後の商品構成や開発に役立ててまいりますので、引き続きミスミをよろしくお願い申し上げます。 技術情報~タップ加工のトラブルシューティング~ https://jp.misumi-ec.com/tech-info/categories/machine_processing/mp04/j0057.html
この商品を見た人は、こんな商品も見ています













最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます
ハンドタップカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
ハイス鋼ハンドタップ
4.4通常価格(税別):2,780円~
通常出荷日:当日出荷可能在庫品1日目

ミスミ
超硬ハンドタップ
3.8通常価格(税別):3,080円~
通常出荷日:当日出荷可能在庫品1日目
エンジニア
TT-10~16 タップセット
4.5通常価格(税別):1,816円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TiCNコート超硬高硬度鋼用ハンドタップ
5通常価格(税別):6,640円~
通常出荷日:当日出荷可能在庫品1日目
彌満和製作所
超高硬度鋼用超硬タップ UH-CT
4.3通常価格(税別):9,300円~
通常出荷日:当日出荷可能在庫品1日目~
オーエスジー
ハンドタップシリーズ 超硬高硬度鋼用ハンドタップ VX-OT
4.3通常価格(税別):11,030円~
通常出荷日:当日出荷可能在庫品1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
エポックスーパーハードタップ ESHT□-M□□-TH
5通常価格(税別):9,596円~
通常出荷日:2日目
エスコ
M 3-M 6 タップ&ドリルセット(六角軸・ガイド付)
0通常価格(税別):5,920円
通常出荷日:当日出荷可能1日目
エスコ
M3-M12 タップセット(SKS2)
0通常価格(税別):15,000円
通常出荷日:3日目