ツール用品技術窓口
この商品と似ている商品
-

タンガロイ
超軽量正面フライスカッタ アルミ加工用 DPD09
-通常価格(税別):97497円~
通常出荷日:1日目
-

タンガロイ
軽量PCDカッタ DPD/EDPD09形カッタ用インサート YDEN09形
-通常価格(税別):18381円~
通常出荷日:1日目
-
大昭和精機
メガマイクロチャック(ストレートタイプ)BBT30
5.0通常価格(税別):25880円~
通常出荷日:5日目 ~
-

三菱マテリアル
SD ストレートドリル
三菱マテリアル
4.5通常価格(税別):426円~
通常出荷日:1日目 ~
-

彌満和製作所
ハンドタップ HT(切削タップ)
彌満和製作所
4.6通常価格(税別):1000円~
通常出荷日:在庫品1日目
-

不二越
ストレートシャンクロングドリル LSD
4.6通常価格(税別):1090円~
通常出荷日:在庫品1日目
-

三菱マテリアル
KSD コバルトハイスステンレス用ストレートドリル
三菱マテリアル
3.6通常価格(税別):553円~
通常出荷日:在庫品1日目
-

栄工舎
ハンドリーマ(ハイス) HR
栄工舎
4.6通常価格(税別):3131円~
通常出荷日:在庫品1日目
-

オーエスジー
Aタップシリーズ スパイラルタップ A-SFT
オーエスジー
4.4通常価格(税別):2954円~
通常出荷日:在庫品1日目
-

不二越
ストレートシャンクドリル SD
不二越
4.4通常価格(税別):363円~
通常出荷日:在庫品1日目
絞り込み条件
ホーニング
~mm- あり
- なし
寸法 bs(mm)
~mm- 2.2
- 4
- 4.5
寸法 LE(mm)
~mm- 6.5
タイプ
~mm出荷日
- すべて
- 1日以内
アルミ加工 超高能率仕上げカッタ用インサート YDEN型

- 通常単価(税別)
- 8,149円
- 税込単価
- 8,964円
【材種特長】・『DX110』刃立ち性が良く、高品位の仕上げ面を実現、非鉄金属、非金属の仕上げ加工用材種
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
豊富なインサートバリエーション


- ダブルチャンファ刃形により切りくずを細分化
- 薄い切りくずを生成させることにより、バリの発生を抑制
- ワイパーにより優れた加工面品位を実現


性能・試験情報
バリ高さの比較
2 種類のバリ抑制刃により、優れたバリレス加工を実現

インサート : YDEN0603PDFR-D DX110(普通刃)
: YDEN0603PDFR-BD DX110(バリ取りさらい刃)
被削材 : A1100 (30x100 mm)
切削速度 : Vc = 2,513 m/min
回転数 : n = 10,000 min-1
刃当り送り : fz = 0.1 mm/t
送り速度 : Vf = 16,000 m/min(普通刃)
: Vf = 8,000 m/min(普通刃+バリ取りさらい刃)
刃先高さ振れ : <1 μm
切込み : ap = 0.5 mm
切削幅 : ae = 30 mm
切削油 : 湿式
加工形態 : 正面フライス(センターカット)
使用機械 : 立型M/C, BT40
加工面粗さの比較
さらい刃を組み込むことで、良好な加工面粗さを実現

インサート : YDEN0603PDFR-D DX110( 普通刃)
: YDEN0603PDFR-WD DX110(さらい刃)
被削材 : A1100 (30x100 mm)
切削速度 : Vc = 2,513 m/min
回転数 : n = 10,000 min-1
刃当り送り : fz = 0.1 mm/t
送り速度 : Vf = 16,000 m/min
刃先高さ振れ : <1 μm
切込み : ap = 0.5 mm
切削幅 : ae = 30 mm
切削油 : 湿式
加工形態 : 正面フライス(センターカット)
使用機械 : 立型M/C, BT40

耐欠損性
ホーニング付きインサートにより、強断続切削でも安定した加工を実現

カッタ : TPYD06J100B31.7R22 (φ = 100 mm, z = 1)
インサート : YDEN0603PDSR-D DX110(刃先強化型普通刃)
被削材 : AC4B-T6 (150 x 200 mm, 70 穴)
切削速度 : Vc = 3,141 m/min
回転数 : n = 10,000 min-1
刃当り送り : fz = 0.09 mm/t
刃先高さ振れ : <1 μm
切込み : ap = 0.2 mm
切削幅 : ae = 75 mm
切削油 : 湿式
加工形態 : 正面フライス(ダウンカット)
使用機械 : 立型M/C, BT40
加工可能領域

インサート : YDEN0603PDFR-D DX110
被削材 : ADC12
切削速度 : Vc = 2,513 m/min
切削油 : 湿式
使用機械 : 立型M/C, BT40, 18.5 kW
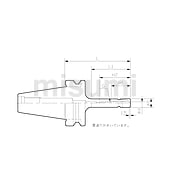
外形図



使用方法・使用事例
使用方法


専用カム形状レンチ


※ A矢視
調整部品の偏芯カム形状により、刃振れを調整。
最小径部分を挿入し、最大径方向にレンチを回転させることにより、インサートの高さ調整が可能。
各インサートの組合せ方法


- さらい刃(-WD) との併用時は、普通刃の最も高い点から0.06 mm、バリ取りさらい刃(-BD) との併用時は、普通刃の最も高い点から0.2 mm、それぞれ刃先高さを高く設定してください。
- さらい刃(-WD) およびバリ取りさらい刃(-BD) を併用すると、有効径が変わります。各工具径における有効径は、下表を参照してください。
| 工具径 (mm) | 有効径(mm) | ||
|---|---|---|---|
| 普通刃のみ (-D) | 普通刃のみ(-D) + さらい刃(-WD) | 普通刃のみ(-D) + バリ取りさらい刃(-BD) | |
| 50 | 50 | 49.4 | 43.4 |
| 63 | 63 | 62.4 | 56.4 |
| 80 | 80 | 79.4 | 73.4 |
| 100 | 100 | 99.4 | 93.4 |
| 125 | 125 | 124.4 | 118.4 |
| 160 | 160 | 159.4 | 153.4 |
切れ刃調整方法
(1)仮締め
インサートを挿入し、全インサートの仮締めをします。
推奨締付けトルク:1N・m (0.74ft-lb)
※隙間がないようにインサートを押さえながら取付けてください。

(2)調整用カムを挿入
調整用カムの凹み部分をインサートの底面に合わせ、カムを奥まで差し込みます。

(3)切れ刃の初期位置の調整
調整用カムをボディの奥まで差し込んだら、右に回転させて切れ刃の調整をします。狙い寸法に対して-30 μm ~ -40 μm の位置まで切れ刃を移動させ、ボディから調整用カムを抜いてください。

(4)本締め
全インサートの本締めをします。
推奨締付けトルク:3.5N・m (2.58ft-lb)
※締付けによるボディの変形を防ぐため、本締めは一つ飛びで行うことを推奨します。(φ100-z22 の場合、1, 3, 5, 7…21, 2, 4, 6, 8...22)

(5)切れ刃の最終調整
調整用カムをボディの奥まで差し込み、右に回転させて切れ刃の最終調整をします。狙い寸法に対して+8 μm 程度まで切れ刃を移動させます。
調整用カムをボディから抜く時は、左に少し回転させてから抜いてください。調整用カムをボディから外すことで、インサートは-8 μm 程度後退します。
切れ刃の振れは5 μm 以下を推奨します。
使用事例
| 加工部品名 | ホイストボディ | クランクケース | |
|---|---|---|---|
| 使用カッタ | TPYD06J080B25.4R16 (φ80 mm, z = 16) | TPYD06J100B31.7R22 (φ100 mm, z = 22) | |
| 使用インサート | YDEN0603PDFR-D | YDEN0603PDFR-D | |
| 材種 | DX110 | DX110 | |
| 被削材 | ADC12 | ADC12 | |
 |  | ||
| 切削条件 | 切削速度 Vc (m/min) | 2,011 | 3,142 |
| 刃当り送り fz (mm/t) | 0.1 | 0.09 | |
| 送り速度 Vf (mm/min) | 12,800 | 20,000 | |
| 切込み ap (mm) | 4/1 | 4.5/1.5 | |
| 切削幅 ae (mm) | 5 - 20 | 10 - 70 | |
| 加工形態 | 正面フライス削り | 正面フライス削り | |
| 切削油 | 外部給油 | 内部給油 | |
| 使用機械 | 立形M/C, BT50 | 立形M/C, BT40 | |
| 結果 |  テーブル送りアップおよびパス回数削減により加工能率16倍を実現。バリ抑制刃型により、抜けバリも少なく高評価。 |  超多刃設計により、加工能率2.5 倍を実現。 | |
| 加工部品名 | カムハウジング | シリンダーヘッド | |
|---|---|---|---|
| 使用カッタ | TPYD06型特殊品 (φ61 mm, z = 10) | TPYD06型特殊品 (φ75 mm, z = 15) | |
| 使用インサート | YDEN0603PDSR-D | YDEN0603PDSR-D | |
| 材種 | DX110 | DX110 | |
| 被削材 | ADC12 | AC2B | |
 |  | ||
| 切削条件 | 切削速度 Vc (m/min) | 1,916 | 990 |
| 刃当り送り fz (mm/t) | 0.11 | 0.04 | |
| 送り速度 Vf (mm/min) | 11,400 | 2,849 | |
| 切込み ap (mm) | 0.5 | 0.5 | |
| 切削幅 ae (mm) | -5 | -70 | |
| 加工形態 | 正面フライス削り | 正面フライス削り | |
| 切削油 | 内部給油 | 内部給油 | |
| 使用機械 | 立形M/C, BT30 | 専用機 | |
| 結果 |  超多刃設計により同一送り速度において、一刃当りの負荷を低減し、寿命3 倍を実現。 |  耐摩耗性に優れるPCD 材種DX110 により、従来品に対して寿命27 倍。 | |
推奨切削条件
推奨切削条件表

切削条件時の注意
- 切削条件は、被削材剛性や機械剛性、切込み量に応じて調整が必要です。
- 面粗度向上にはさらい刃(-WD)、バリ抑制にはバリ取りさらい刃(-BD) を併用してください。
- アルミ・銅合金加工では湿式加工( 水溶性切削油) を推奨します。
適用被削材

注意・禁止事項
バリ取りさらい刃使用時の注意
外周刃として作用するのは普通刃のみのため、作用する刃数は半分になります。
(φ100、刃数22 枚の場合、普通刃11 枚、バリ取りさらい刃11 枚を装着します。普通刃→バリ取りさらい刃→普通刃... の順に付けます。)

バリ取りさらい刃装着イメージ
インサートの再研磨
- 再研磨は0.8 mm まで可能です。
- 再研磨量の異なるインサートの同一ホルダへの装着は推奨しません。
- バランスが悪い状態での使用は、工具破損や機械故障などのトラブルに繋がる恐れがあります。
- 再研磨すると、さらい刃幅が小さくなり、仕上げ面粗さが低下する場合があります。
- 外周切れ刃を再研磨すると工具径が小さくなります。

安全上の注意点
- ご使用の際には、安全カバーや保護メガネ等の保護具をご使用ください。
- 切れ刃が鋭利なため素手でさわらないでください。
- 切れ味を確認して早めに工具交換を行ってください。
- 切削中に発生する火花や破損による発熱、切りくずで引火する危険があります。引火の危険があるところでは使用しないでください。
また、不水溶性切削油を使用する場合は防火対策が必要です。
型番リスト
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
8,149円 ( 8,964円 ) | 1日目 |
8,149円 ( 8,964円 ) | 1日目 |
8,149円 ( 8,964円 ) | 1日目 |
8,149円 ( 8,964円 ) | 1日目 |
詳細情報
基本情報
【材種特長】
・『DX110』刃立ち性が良く、高品位の仕上げ面を実現、非鉄金属、非金属の仕上げ加工用材種
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
カタログ

商品担当おすすめ



この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

チップ(フライス加工用)カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
フライスカッター用チップ
4.6通常価格(税別):480円~
通常出荷日:当日出荷可能在庫品1日目

ミスミ
フライスカッター用チップ 四角タイプ
4.4通常価格(税別):360円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
肩削り用エンドミル チップ
4.1通常価格(税別):700円~
通常出荷日:当日出荷可能在庫品1日目
ダイジェット
ミラーラジアスエンドミル RNM/MRX形 対応チップ RNM
3通常価格(税別):6,601円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
平面削りエンドミル チップ
4.5通常価格(税別):670円~
通常出荷日:当日出荷可能在庫品1日目
タンガロイ
ミル 平面加工用 T/EMD4400、T/EGD4400用インサート
4.7通常価格(税別):707円~
通常出荷日:当日出荷可能在庫品1日目~
大昭和精機
FCM型用スローアウェイチップ
3.8通常価格(税別):886円~
通常出荷日:当日出荷可能在庫品1日目~
大昭和精機
スローアウェイチップ(CC06~CC16)
0通常価格(税別):489円~
通常出荷日:当日出荷可能在庫品1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
フライス切削用インサートJDET-FA
4通常価格(税別):1,061円~
通常出荷日:2日目