ツール用品技術窓口
絞り込み条件
刃径(mm)
~mm- 16
- 20
- 25
刃長(mm)
~mm- 34
- 44
- 54
コーナ・ボール半径(mm)
~mm- 1
- 3
- 4
- 6
首下長(mm)
~mm- 48
- 60
- 75
シャンク径(mm)
~mm- 16
- 20
- 25
全長(mm)
~mm- 120
- 135
- 155
タイプ
~mm出荷日
- すべて
- 2日以内
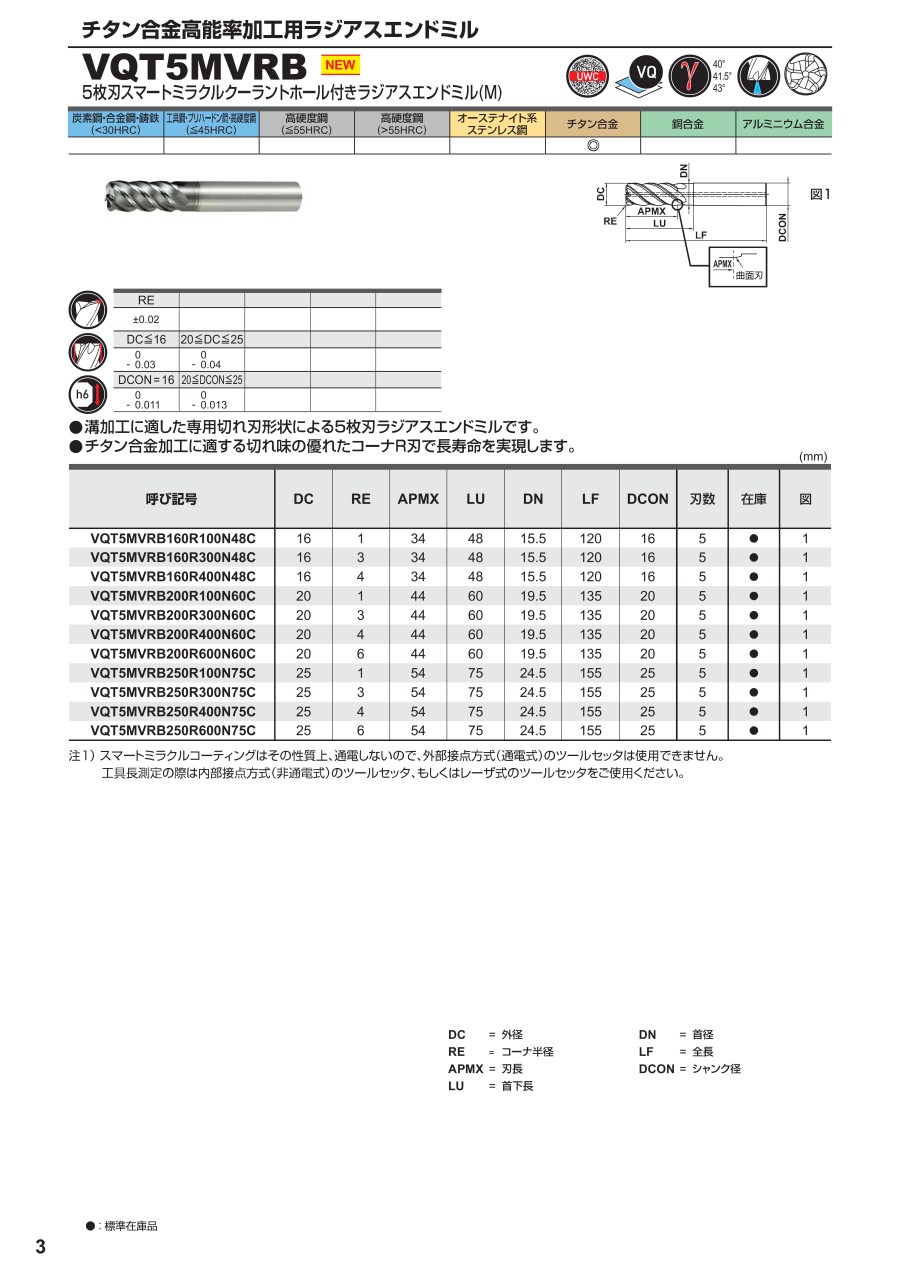
VQT5MVRB 5枚刃スマートミラクルクーラントホール付きラジアスエンドミル(M

- 通常単価(税別)
- 58,980円~121,800円
- 税込単価
- 64,878円~133,980円
【特長】・溝加工に適した専用切れ刃形状による5枚刃ラジアスエンドミルです・チタン合金加工に適する切れ味...
詳細を確認- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
5枚刃とクーラントホールがチタン合金の荒加工を高能率化

切れ味重視のコ-ナR形状
独自すくい面形状で切削抵抗低減と切りくず排出性を向上します。
R部切れ刃と外周刃をシームレス化し、つなぎ部の異常摩耗を抑制します。
5枚刃仕様
4枚刃と同等の切りくず排出性で高切込み溝加工にも対応します。
刃数アップと高切込みで加工パス回数削減により長寿命を実現します。
クーラントホール
センタークーラントを採用し、安定した切削油供給で切りくず排出性を大幅に向上します。
切れ刃の冷却と切りくずのかみ込みを抑制します。

不等リード
不等リードの制振効果で高切込み溝・側面加工でびびり振動を抑制し、安定した加工が可能です。
側面加工で良好な仕上げ面が得られます。
[加工事例]
高能率:切りくず排出量 250cc/min達成
チタン合金の高切込み加工(DC×2溝)で大幅な荒切削加工時間を短縮します。

<切削条件>
- 加工物:Ti-6Al-4V
- 使用工具:VQT5MVRB250R400N75C
- 回転速度:n=636min-1
- 送り速度:vf=206mm/min
- 切込み量:ap=50mm(DC×2)、ae=25mm(溝)
- 突出し長さ:75mm(DC×3)
- 加工形態:溝加工、内部給油+外部給油(エマルション)
- 使用機械:立形MC(BT50)
性能・試験情報
[切削性能]
■チタン合金の高切込み溝加工
コーナRのシームレス化で安定した工具寿命を実現します。

・従来品:6溝加工後欠損
・VQT5MVRB:17溝加工後(寿命約3倍)
<切削条件>
- 被削材:Ti-6Al-4V
- 使用工具:VQT5MVRB160R300N48C
- 回転速度:n=1,200min-1
- 送り速度:vf=660mm/min
- 切込み量:ap=16mm、ae=16mm(溝)
- 切削長:60mm(1溝)
- 突出し長さ:48mm(DC×3)
- 加工形態:溝加工、内部給油+外部給油(エマルション)
- 使用機械:立形MC(BT50)
■チタン合金溝加工の送り限界比較
従来品との比較において高能率加工に優れます。

<切削条件>
- 被削材:Ti-6Al-4V
- 使用工具:VQT5MVRB160R300N48C
- 回転速度:n=1,200min-1
- 切込み量:ap=16mm、ae=16mm(溝)
- 切削長:60mm(1溝)
- 突出し長さ:48mm(DC×3)
- 加工形態:溝加工、内部給油+外部給油(エマルション)
- 使用機械:立形MC(BT50)
外形図

推奨切削条件
推奨切削条件表
■側面加工
突出し長さ DC×1(DC=エンドミル外径)

■溝加工

DC=エンドミル外径

DC=エンドミル外径
切削条件時の注意
- 注1:スマートミラクルコーティングはその性質上、通電しないので、外部接点方式(通電式)のツールセッタは使用できません。
工具長測定の際は内部接点方式(非通電式)のツールセッタ、もしくはレーザ式のツールセッタをご使用ください。 - 注2:チタン合金の加工には、水溶性切削油剤の使用が効果的です。
- 注3:制振エンドミルは一般のエンドミルと比較し、びびり抑制効果がありますが、機械や被削材の剛性がない場合、びびりが発生することがあります。
その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。 - 注4:切込み量が小さい場合、回転速度と送り速度を上げることができます。
- 注5:溝深さが外径DCを超える高切込み溝加工の際は、高把握ホルダや抜け止め機構付きのホルダをご使用ください。
- 注6:溝深さが外径DCを超える高切込み溝加工の際は、被削材のクランプ力やクランプ剛性も十分に確保したうえでご使用ください。
適用被削材

選定サポート情報
チタン合金高能率加工のポイント
チタン合金の高能率加工では、加工途中に工具が抜けるのを防止するため、より高精度で把握力の高いホルダのご使用を推奨します。
主とした把握力に加え、シャンクに追加工をした抜け防止付きホルダをおすすめします。抜け止め機構に対応したホルダを採用することで、より安全で安定した高能率加工可能です。

型番リスト
| 型番 |
|---|
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
58,980円 ( 64,878円 ) | 2日目 |
58,980円 ( 64,878円 ) | 2日目 |
58,980円 ( 64,878円 ) | 2日目 |
88,800円 ( 97,680円 ) | 2日目 |
88,800円 ( 97,680円 ) | 2日目 |
88,800円 ( 97,680円 ) | 2日目 |
88,800円 ( 97,680円 ) | 2日目 |
121,800円 ( 133,980円 ) | 2日目 |
121,800円 ( 133,980円 ) | 2日目 |
121,800円 ( 133,980円 ) | 2日目 |
121,800円 ( 133,980円 ) | 2日目 |
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ラジアスエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬ラジアスエンドミル 2枚刃/ショートタイプ
4.3通常価格(税別):1,830円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/ショートタイプ
4.3通常価格(税別):2,120円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/レギュラータイプ
4.4通常価格(税別):2,990円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.5通常価格(税別):2,150円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 3枚刃/45゜ネジレ/レギュラータイプ
4通常価格(税別):2,990円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ラジアスエンドミル 4枚刃/45°ネジレ/ショートタイプ
4.6通常価格(税別):3,700円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/ショートタイプ
3.8通常価格(税別):3,360円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
VACシリーズ超硬不等リードラジアスエンドミル 4枚刃/レギュラータイプ
4.4通常価格(税別):2,730円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬不等リードラジアスエンドミル 4枚刃/ショートタイプ
4.3通常価格(税別):3,230円~
通常出荷日:当日出荷可能在庫品1日目~