ツール用品技術窓口
絞り込み条件
刃径(mm)
~mm- 3
- 4
- 5
- 6
- 7
- 8
- 9
- 10
- 12
- 14
- 16
- 18
- 20
刃数(枚)
~mm- 3
- 4
刃長(mm)
~mm- 6
- 8
- 10
- 12
- 17
- 22
- 27
- 33
- 38
コーナ・ボール半径(mm)
~mm- 0.2
- 0.3
- 0.5
シャンク径(mm)
~mm- 6
- 8
- 10
- 12
- 16
- 20
全長(mm)
~mm- 60
- 70
- 80
- 90
- 100
- 125
- 130
- 140
- 150
タイプ
~mm出荷日
- すべて
- 2日以内
- 3日以内
- 4日以内
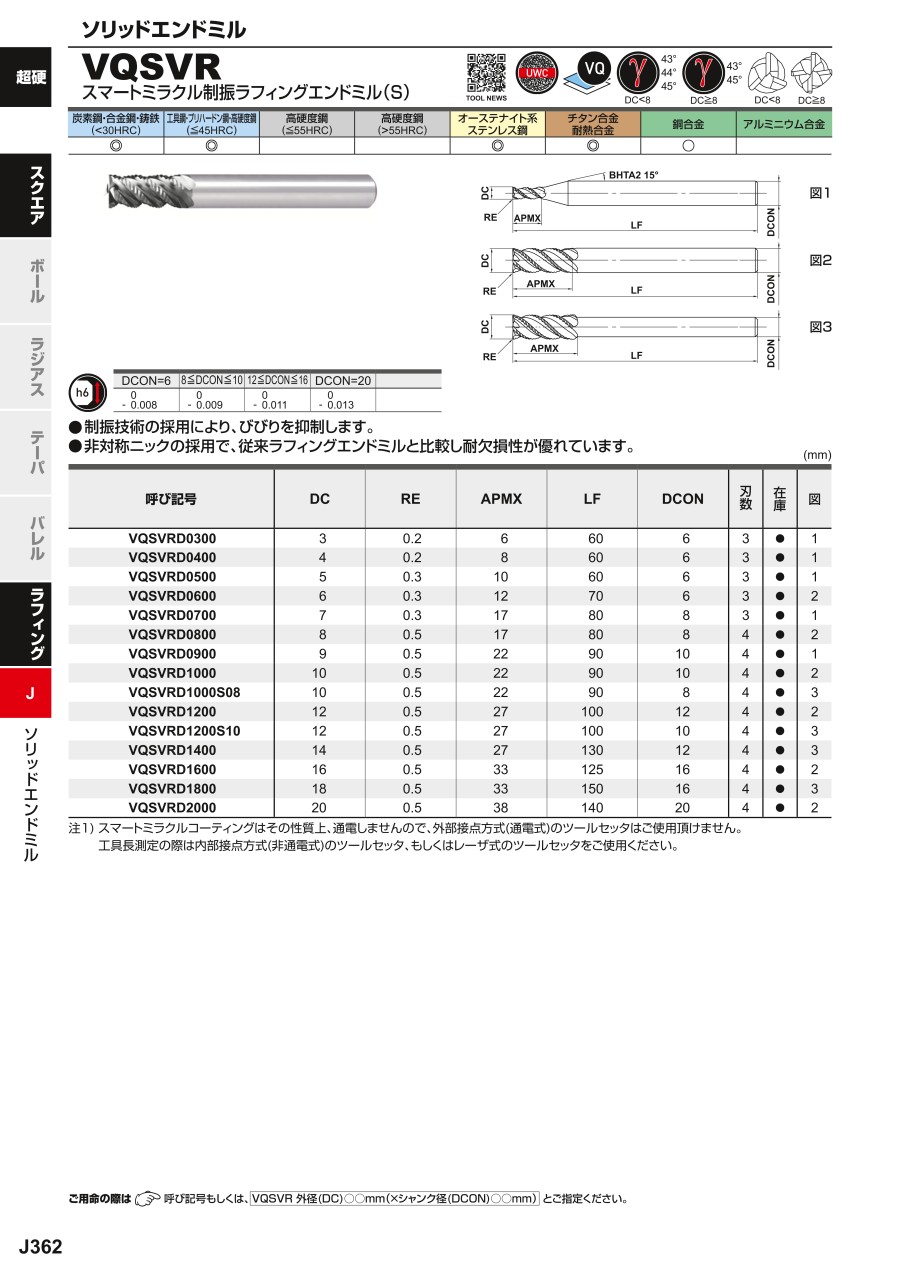
VQSVR 難削材加工用 スマートミラクル制振ラフィングエンドミル(S)

- 通常単価(税別)
- 10,186円~62,708円
- 税込単価
- 11,205円~68,979円
【特長】・制振技術の採用により、びびりを抑制します・非対称ニックの採用で、従来ラフィングエンドミルと比...
詳細を確認- 商品画像は代表画像を掲載しています。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
スマートミラクルコーティング
新開発の耐摩耗性を大幅に向上した(Al、Cr)N系コーティングです。
コーティング膜の平滑化処理により、切削抵抗の低減、切りくず排出性が大幅に向上しました。難削材の長寿命、高能率加工に最適な次世代コーティングです。

平滑化表面"Zero-μサ―フェース"/新開発(Al、Cr)N系コーティング/超微粒超硬母材

スマートミラクルコーティング/従来コーティング
ZERO-μ(ミュー)サーフェース
ZERO-μサーフェースは、独自の表面処理技術により、平滑なコーティング膜を実現しました。さらに、平滑面とシャープな切れ刃の両立によりスムーズな切りくず排出で切削抵抗が低減し、加工能率、工具寿命が向上します。

スマートミラクルコーティング/従来コーティング
[切削抵抗比較]

切削抵抗を20%以上低減
- 被削材:SUS304
- 使用工具:VQMHVD0600(DC=6mm)
- 回転速度:2,650min-1
- 切削速度:50m/min
- 送り速度:320mm/min(0.03mm/t.)
- 切込み量:ap=6mm
- 突出し長さ:20mm
- 加工形態:ダウンカット、外部給油(エマルション)
- 使用機械:立形M/C(BT50)
- 不等リードの採用で、従来品に比べてびびりを抑制。
- 難削材加工において、不安定な加工や突出しの長い加工で安定加工を実現。
- 新開発コーティングの採用で、長寿命、高能率加工が可能。
■制振技術
[不等リード]びびり知らず

[特殊溝形状]切りくず排出性UP

新断面形状の採用により、低抵抗でスムーズな切りくず排出

不等リード非対称ニックの効果により、振動の発生しやすい状況でもびびりなく長寿命に加工することができます。
外形図

推奨切削条件
推奨切削条件表
■側面切削
高能率条件は機械剛性、被削材の剛性、切りくず排出性がともに十分な場合に選択してください。
汎用条件は機械剛性、被削材の剛性、切りくず排出性のいずれかが不足する場合に選択してください。
高能率条件

汎用条件

■溝切削
高能率条件は機械剛性、被削材の剛性、切りくず排出性がともに十分な場合に選択してください。
汎用条件は機械剛性、被削材の剛性、切りくず排出性のいずれかが不足する場合に選択してください。
高能率条件

汎用条件

切削条件時の注意
<側面切削>
- 注1:スマートミラクルコーティングはその性質上、通電しないので、外部接点方式(通電式)のツールセッタは使用できません。
工具長測定の際は内部接点方式(非通電式)のツールセッタ、もしくはレーザ式のツールセッタをご使用ください。 - 注2:ステンレス鋼、チタン合金、耐熱合金などの切削には、水溶性切削油剤の使用が効果的です。
- 注3:制振エンドミルは一般のエンドミルと比較し、びびり抑制効果がありますが、機械や被削材の剛性がない場合、びびりが発生することがあります。
その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてください。 - 注4:切込み量が小さい場合、回転速度と送り速度を上げることができます。
<溝切削>
- 注1:スマートミラクルコーティングはその性質上、通電しないので、外部接点方式(通電式)のツールセッタは使用できません。
工具長測定の際は内部接点方式(非通電式)のツールセッタ、もしくはレーザ式のツールセッタをご使用ください。 - 注2:ステンレス鋼、チタン合金、耐熱合金などの切削には、水溶性切削油剤の使用が効果的です。
- 注3:制振エンドミルは一般のエンドミルと比較し、びびり抑制効果がありますが、機械や被削材の剛性がない場合、びびりが発生することがあります。
その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてください。 - 注4:切込み量が小さい場合、送り速度を上げることができます。
適用被削材

選定サポート情報



VQMHV 逆段タイプ
曲面刃
4枚刃制振エンドミルVQMHVに逆段(外径DC>シャンク径DCON)タイプを採用しました。
立壁の加工段差を抑制し良好な仕上げ面を実現します。

VQXL 加工事例
- 被削材:Ti-6Al-4V ELV
- 加工形態:外部給油(油性)
- 使用機械:CNC自動旋盤
(1)
- 工具径:DC=0.2mm 3枚刃
- 回転速度:17,000min-1
- 送り速度:50−80mm/min
- 切込み量:ap=0.025mm
- 加工方法:溝加工
(2)
- 工具径:DC=0.4mm 4枚刃
- 回転速度:17,000min-1
- 送り速度:100mm/min
- 切込み量:ap=0.05mm
- 加工方法:トルクス加工 下穴加工あり

型番リスト
| 型番 |
|---|
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
| 注文停止中 |
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
10,186円 ( 11,205円 ) | 2日目 |
11,191円 ( 12,310円 ) | 2日目 |
11,928円 ( 13,121円 ) | 4日目 |
12,933円 ( 14,226円 ) | 2日目 |
17,557円 ( 19,313円 ) | 2日目 |
16,820円 ( 18,502円 ) | 2日目 |
22,247円 ( 24,472円 ) | 2日目 |
22,448円 ( 24,693円 ) | 2日目 |
25,732円 ( 28,305円 ) | 2日目 |
24,526円 ( 26,979円 ) | 3日目 |
28,144円 ( 30,958円 ) | 2日目 |
38,061円 ( 41,867円 ) | 2日目 |
42,216円 ( 46,438円 ) | 2日目 |
55,148円 ( 60,663円 ) | 2日目 |
62,708円 ( 68,979円 ) | 2日目 |
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ラフィングラジアスエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長3D(レギュラー)タイプ
4.6通常価格(税別):960円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長3Dタイプ
4.6通常価格(税別):700円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ロングネックボールエンドミル 2枚刃/スタブ/ロングネックタイプ
4.5通常価格(税別):1,120円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):870円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):610円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ロングネックスクエアエンドミル 2枚刃/ロングネックタイプ
4.6通常価格(税別):1,060円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
MRCシリーズ超硬ロングネックボールエンドミル 調質鋼加工用/2枚刃/ロングネックタイプ
4.3通常価格(税別):1,290円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
XALシリーズ超硬ボールエンドミル 2枚刃/ショートタイプ
4.4通常価格(税別):1,030円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬多機能スクエアエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.6通常価格(税別):1,940円~
通常出荷日:当日出荷可能在庫品1日目~