ツール用品技術窓口
この商品と似ている商品
-

オーエスジー
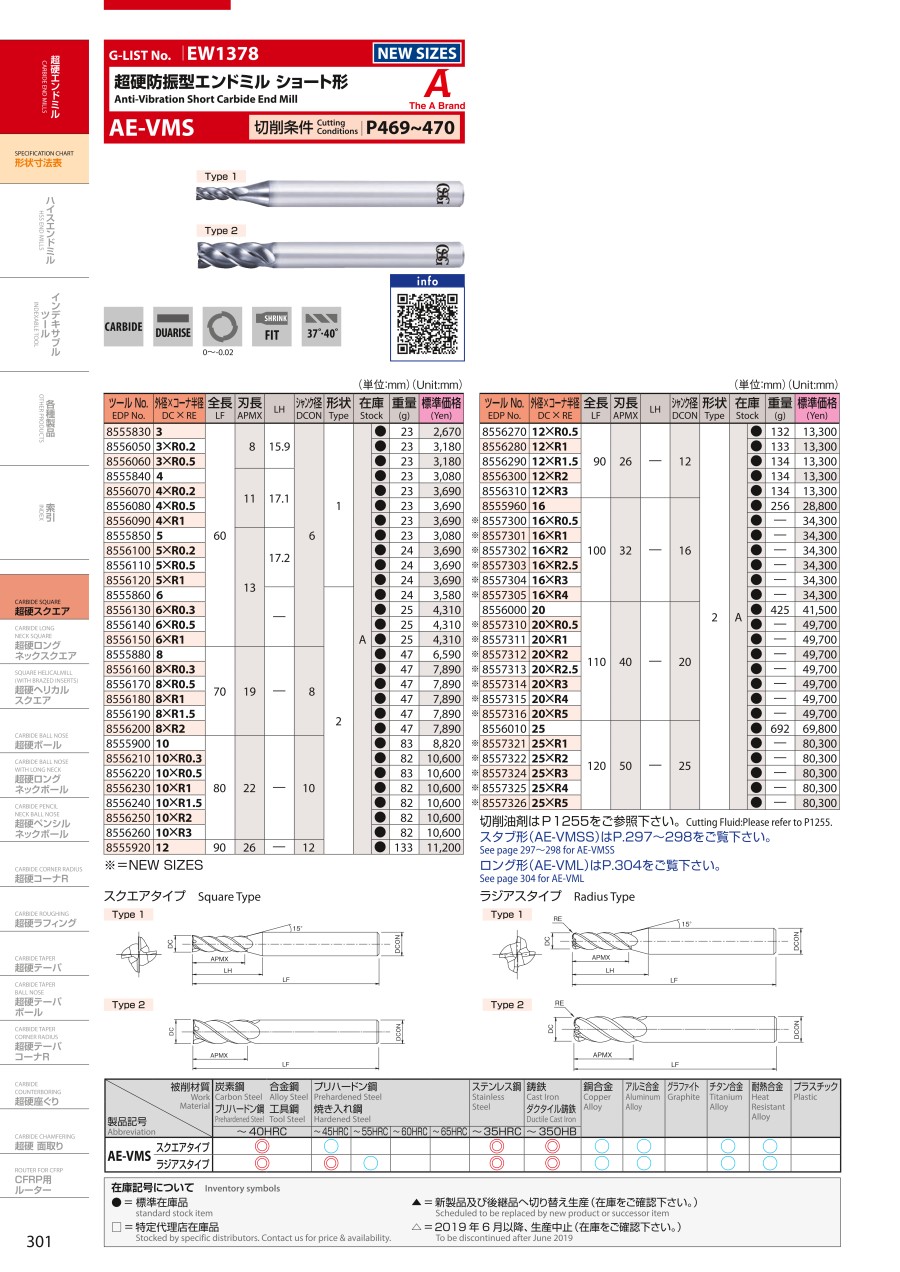
AE-VMS AE-VMシリーズ 超硬防振型エンドミル ショート形(ラジアスタイプ)
4.5通常価格(税別):3645円~
通常出荷日:在庫品1日目
-

オーエスジー
AE-VML AE-VMシリーズ 超硬防振型エンドミル ロング形(スクエアタイプ)
4.0通常価格(税別):4042円~
通常出荷日:在庫品1日目
-

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長3D(レギュラー)タイプ
4.6通常価格(税別):810円~
通常出荷日:在庫品1日目
-

オーエスジー
AE-VMSS AE-VMシリーズ 超硬防振型エンドミル スタブ形(スクエアタイプ)
4.3通常価格(税別):3210円~
通常出荷日:在庫品1日目
-

ミスミ
XALシリーズ超硬不等リード不等分割スクエアエンドミル 4枚刃/2Dタイプ
4.8通常価格(税別):960円~
通常出荷日:在庫品1日目
-

ミスミ
XALシリーズ超硬多機能スクエアエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.6通常価格(税別):1580円~
通常出荷日:在庫品1日目
-

ミスミ
VACシリーズ超硬不等リードエンドミル ステンレス加工用/4枚刃/2Dタイプ
4.0通常価格(税別):1290円~
通常出荷日:在庫品1日目
-

オーエスジー
WXLコート2刃 2D刃長タイプ WXL-2D-DE
オーエスジー
4.2通常価格(税別):1980円~
通常出荷日:在庫品1日目
-

オーエスジー
WXLコート 4刃ショート WXL-EMS
オーエスジー
4.0通常価格(税別):2939円~
通常出荷日:在庫品1日目
-

オーエスジー
AE-MS-H 高硬度鋼用超硬エンドミル 多刃スクエアタイプ ショート形
-通常価格(税別):4422円~
通常出荷日:1日目
AE-VMS AE-VMシリーズ 超硬防振型エンドミル ショート形(スクエアタイプ)

- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
ポジすくい角
切削抵抗を低減
高剛制
加工精度の向上
新溝フォーム
良好な切りくず排出性
違いは溝加工でわかる:溝加工でバリが出にくいのは、安定加工の証です。
切りくず排出性が悪かったり切削抵抗が高いと不安定な加工となり、バリが発生しやすくなります。
AE-VMSは切込み深さが10mmの溝加工でもバリが小さく安定加工を実現します。

| 使用工具 | AE-VMS φ10 | 他社品 φ10 |
|---|---|---|
| 被削材 | SUS316 | |
| 切削速度 | 69m/min (2,200min-1) | |
| 送り速度 | 350mm/min(0.04mm/t) | |
| 切削油剤 | 水溶性切削油剤 | |
| 使用機械 | 立形マシニングセンタ(HSK63) | |
| 切りくず排出量 | 35cm3/min | 17.5cm3/min |
安定加工:低抵抗
・切れ味の良いポジ刃形により切削抵抗を低減します。
・工具剛性と切りくず排出性を両立した新溝フォームにより安定加工が可能となり、バリ発生を抑制します。
他社品に対して切削抵抗を約10%ダウン

高能率:びびり抑制
不等リード、不等分割の採用で安定、高能率加工を実現します。

加工面品位:DUARISE(デュアライズ)コーティング
複合多層構造がサーマルクラックを抑制します。


性能・試験情報
●発熱抑制
切削熱を抑制し、摩耗抑制に効果を発揮
| 使用工具 | AE-VMS φ6 |
|---|---|
| 被削材 | SCM440 |
| 切削方法 | 側面切削 |
| 切削速度 | 140m/min (7,500min-1) |
| 送り速度 | 1,800mm/min(0.06mm/t) |
| 切込深さ | ap=9mm ae=1.2mm |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ(BT40) |

11.2m加工時点での加工面粗さ

156.8m加工後の状態

●安定加工
溝切削でもチッピングせず正常な摩耗進行
| 使用工具 | AE-VMS φ10 |
|---|---|
| 被削材 | SUS304 |
| 切削方法 | 溝切削 |
| 切削速度 | 70m/min (2,250min-1) |
| 送り速度 | 475mm/min(0.053mm/t) |
| 切込深さ | ap=10mm |
| 切削油剤 | 水溶性切削油剤 |
| 使用機械 | 立形マシニングセンタ(BT40) |

外周刃の損傷状態

●安定加工
溝切削でも安定加工が可能
| 使用工具 | AE-VMS φ6×R1 |
|---|---|
| 被削材 | SUS304 |
| 切削方法 | 溝切削 |
| 切削速度 | 80m/min (4,200min-1) |
| 送り速度 | 830mm/min(0.049mm/t) |
| 切込深さ | ap=3mm |
| 切削油剤 | 水溶性切削油剤 |
| 使用機械 | 横形マシニングセンタ(HSK63) |

68.6m加工時点での損傷状態

●高能率
高能率溝切削でも安定した切りくず排出
| 使用工具 | AE-VMS φ10×R1 |
|---|---|
| 被削材 | SCM440 |
| 切削方法 | 溝切削 |
| 切削速度 | 90m/min (2,900min-1) |
| 送り速度 | 660mm/min(0.057mm/t) |
| 切込深さ | ap=10mm |
| 切削油剤 | なし |
| 使用機械 | 立形マシニングセンタ(HSK63) |

●長寿命
DUARISE(デュアライズ)コーティング採用で安定した摩耗推移
| 使用工具 | AE-VMS φ6×R1 |
|---|---|
| 被削材 | S50C |
| 切削方法 | 側面切削 |
| 切削速度 | 130m/min (6,900min-1) |
| 送り速度 | 1,970mm/min(0.071mm/t) |
| 切込深さ | ap=9mm ae=1.2mm |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ(BT40) |

196m加工時点での損傷状態

製品特長紹介動画
外形図

推奨切削条件
推奨切削条件表
- 本切削条件はメーカー推奨条件をもとに被削材別(一般鋼、合金鋼、調質鋼、高硬度鋼、ステンレス鋼、アルミ、鋳鉄等)に回転数、送り速度、切込み量を記載したものです。
- 加工環境(工作機械、ツーリング等)によっても最適加工条件は変化しますので、加工状況(加工面、ビビり等)を確認して補正しながらご使用ください。
スクエアタイプ 溝切削

スクエアタイプ 側面切削

ラジアスタイプ 溝切削

ラジアスタイプ 側面切削

突出し長さ変化による切削条件調整の目安(DC≧φ6)

切削条件時の注意
1.上表は、突出し長さが工具径の3倍の場合の目安です。
2.機械、ホルダは剛性のある精度の高いものをご使用下さい。
3.回転速度は基準切削速度の中央値より算出したものです。ワーク保持力、機械剛性等、使用状況により回転速度、送り速度を調整下さい。
4.切削油剤は被削材に適したもので、発煙性の少ないものをご使用下さい。
5.乾式の場合には、切りくず詰まりが無いようエアブローにて切りくずを除去下さい。
6.ステンレス鋼の加工には、水溶性切削油剤の使用を推奨します。
7.加工精度を要求される場合は、回転速度、送り速度、切込み量を抑えて使用下さい。
8.突出し長さが長くなる場合は、回転速度、送り速度を「突出し量変化による切削条件調整の目安」を参考に調整下さい。
適用被削材
| - | 一般 構造用鋼 炭素鋼 | 合金鋼 合金 工具鋼 | プリハードン鋼 焼入れ鋼 | ステンレス 鋼 | 鋳鉄 | 銅合金 | アルミ 合金 | チタン 合金 | 耐熱 合金 | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| - | - | ~40 HRC | ~45 HRC | ~55 HRC | ≦ 200 HB | ~350 HB | - | - | - | - | ||
| AE-VMS | スクエアタイプ | ◎ | ◎ | ◎ | ○ | - | ◎ | ◎ | ○ | ○ | ○ | ○ |
| ラジアスタイプ | ◎ | ◎ | ◎ | ◎ | ○ | ◎ | ◎ | ○ | ○ | ○ | ○ | |
型番リスト
通常単価(税別)
(税込単価) | 通常出荷日 |
おすすめの代替相当品
|
|---|
3,300円 ( 3,630円 ) | 在庫品1日目当日出荷可能 |
|
3,570円 ( 3,927円 ) | 在庫品1日目当日出荷可能 |
|
3,570円 ( 3,927円 ) | 在庫品1日目当日出荷可能 |
|
3,875円 ( 4,263円 ) | 在庫品1日目当日出荷可能 |
|
6,431円 ( 7,074円 ) | 在庫品1日目当日出荷可能 |
|
8,065円 ( 8,872円 ) | 在庫品1日目当日出荷可能 |
|
9,033円 ( 9,936円 ) | 在庫品1日目当日出荷可能 |
|
23,162円 ( 25,478円 ) | 1日目 |
|
33,442円 ( 36,786円 ) | 1日目 |
|
55,168円 ( 60,685円 ) | 1日目 |
詳細情報
基本情報
【特長】
・DUARISEコーティングにより潤滑性、耐摩耗性、高温耐酸化性に優れ、複合多層構造がサーマルクラックを抑制します
・また、コーティング表面の平滑化処理により加工面精度が向上します
・切れ味の良いポジ刃形により切削抵抗を低減します
・また、工具剛性と切屑排出性を両立させた新溝フォームにより安定加工が可能となりバリ発生を抑制します
・不等リード、不等分割の採用で安定、高能率加工を実現します
ご注意
- CADデータ、CAM・工具管理ソフト用データダウンロードをご利用の際、データのご用意がない商品が一部ございます。その際は絞り込み条件の「CADデータ」項目(2D/3D)または「CAM・工具管理ソフト用データ」で対象を選択後、ダウンロードボタンをご利用ください。詳細はこちらをご確認下さい。
商品担当おすすめ



この商品を見た人は、こんな商品も見ています













最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬スクエアエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長3D(レギュラー)タイプ
4.6通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):720円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):480円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長3Dタイプ
4.6通常価格(税別):560円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2.5Dタイプ
4.6通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬不等リード不等分割スクエアエンドミル 4枚刃/3Dタイプ
4.6通常価格(税別):1,350円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長4D(ロング)タイプ
4.6通常価格(税別):1,320円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長4D(ロング)タイプ
4.6通常価格(税別):940円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬多機能スクエアエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.6通常価格(税別):1,580円~
通常出荷日:当日出荷可能在庫品1日目~