ツール用品技術窓口
絞り込み条件
未確定:候補が32型番あります。
刃径(mm)
~mm- 1
- 1.5
- 2
- 2.5
- 3
- 3.5
- 4
- 4.5
- 5
- 5.5
- 6
- 6.5
- 7
- 7.5
- 8
- 8.5
- 9
- 9.5
- 10
食付長(mm)
~mm- 0.3
- 0.4
- 0.5
- 0.8
- 1
全長(mm)
~mm- 50
- 60
- 70
- 80
- 90
シャンク径・MT No
~mm- 1
- 1.5
- 2
- 2.5
- 3
- 3.5
- 4
- 4.5
- 5
- 5.5
- 6
- 7
- 8
- 9
- 10
刃径公差(mm)
刃数
~mm- 4
- 6
溝長(mm)
~mm- 12
- 16
- 18
- 20
- 27
- 30
- 35
- 40
CAD
- 2D
- 3D
出荷日
- すべて
- 当日出荷可能
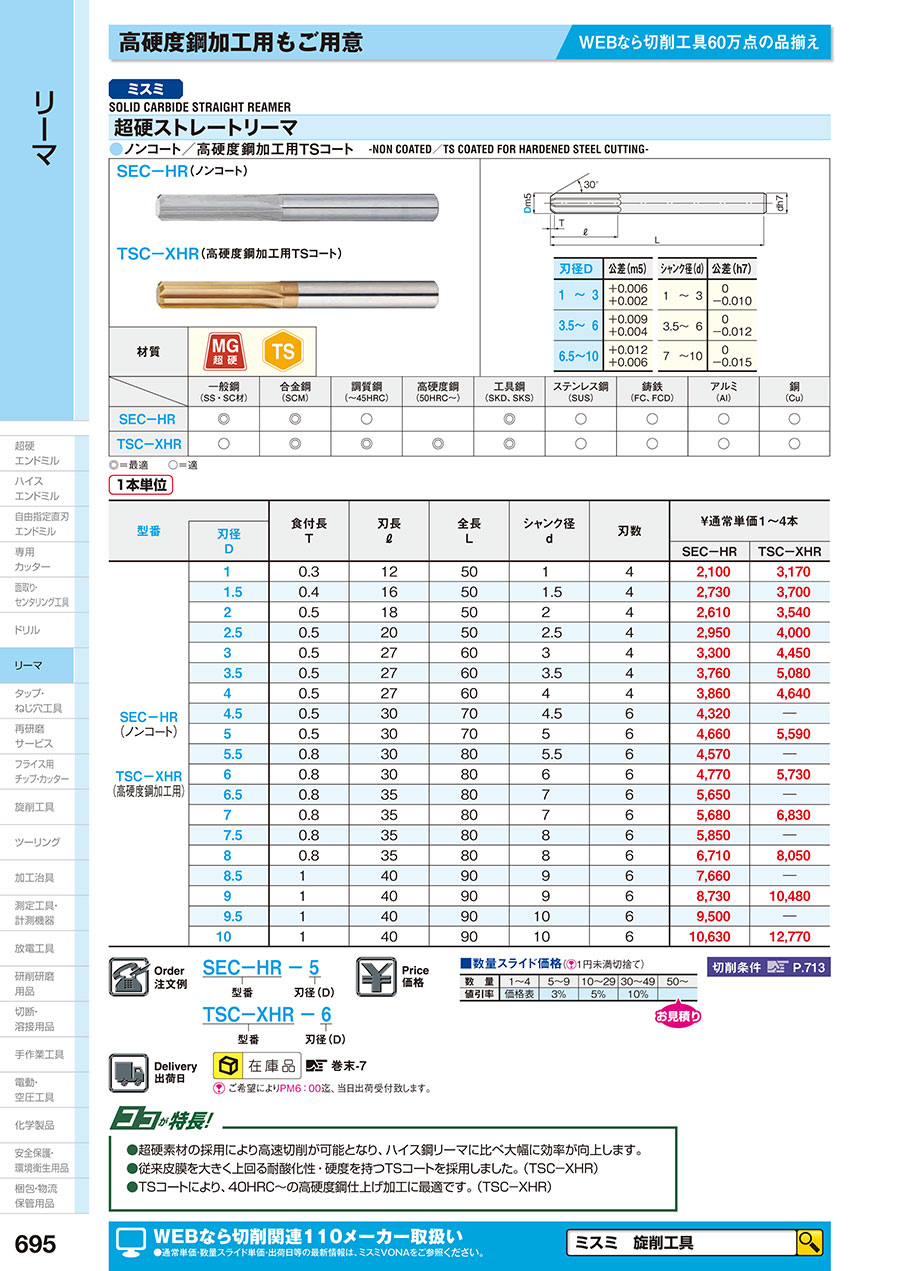
超硬ストレートリーマ ノンコート/高硬度鋼加工用TSコート





- 通常単価(税別)
- 2,310円~12,770円
- 税込単価
- 2,541円~14,047円
通常出荷日:在庫品1日目当日出荷可能
【特長】・超硬材採用により高速切削が可能となり、ハイス鋼リーマに比べ大幅に効率が向上・TSコート品は、...
詳細を確認- 「CADデータ」、「CAM・工具管理ソフト用データ」のある商品を絞り込む場合は、絞り込み条件該当項目の希望データを選択してください。(一部データのご用意がない商品もございます。)
詳細は「切削工具データダウンロードサービス」ページからご確認ください。
未確定:候補が32型番あります。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品仕様
納期

仕様・概要

●超硬素材の採用により高速切削が可能となり、ハイス鋼リーマに比べ大幅に効率が向上します。
●従来皮膜を大きく上回る耐酸化性・硬度を持つTSコートを採用しました。(TSC−XHR)
●TSコートにより、40HRC〜の高硬度鋼仕上げ加工に最適です。(TSC−XHR)
推奨切削条件
型番 SEC-HR / TSC-XHR
| 被削材 | 軟鋼・炭素鋼 (SS・SC) | 合金工具鋼 (SKD、SUS、SCM) | 調質鋼(35~40HRC) (HPM、NAK) | 高硬度鋼 (40~60HRC) | アルミニウム合金 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 切削速度 | 10~18(m/min) | 8~15(m/min) | 5~15(m/min) | 5~10(m/min) | 15~25(m/min) | ||||||||||
| 刃径 D | 回転速度 (min-1) | 送り量 (mm/rev) | リーマ代 (mm) | 回転速度 (min-1) | 送り量 (mm/rev) | リーマ代 (mm) | 回転速度 (min-1) | 送り量 (mm/rev) | リーマ代 (mm) | 回転速度 (min-1) | 送り量 (mm/rev) | リーマ代 (mm) | 回転速度 (min-1) | 送り量 (mm/rev) | リーマ代 (mm) |
| 1 | 3,190~5,730 | 0.01~0.015 | 0.05~0.10 | 2,550~4,780 | 0.01~0.015 | 0.05~0.10 | 1,590~4,780 | 0.008~0.01 | 0.05~0.10 | 1,590~3,190 | 0.004~0.008 | 0.05~0.10 | 4,770~9,550 | 0.01~0.015 | 0.05~0.10 |
| 2 | 1,590~2,870 | 0.01~0.02 | 0.05~0.10 | 1,270~2,390 | 0.01~0.02 | 0.05~0.10 | 790~2,390 | 0.01~0.015 | 0.05~0.10 | 790~1,590 | 0.008~0.01 | 0.05~0.10 | 2,390~4,770 | 0.01~0.02 | 0.05~0.10 |
| 3 | 1,060~1,910 | 0.03~0.05 | 0.05~0.15 | 850~1,590 | 0.03~0.05 | 0.05~0.15 | 530~1,590 | 0.01~0.02 | 0.05~0.10 | 530~1,060 | 0.01~0.015 | 0.05~0.10 | 1,590~3,180 | 0.03~0.05 | 0.05~0.15 |
| 4 | 790~1,430 | 0.04~0.06 | 0.05~0.15 | 640~1,190 | 0.04~0.06 | 0.05~0.15 | 390~1,190 | 0.03~0.05 | 0.05~0.10 | 390~790 | 0.01~0.02 | 0.05~0.10 | 1,190~2,390 | 0.04~0.06 | 0.05~0.15 |
| 5 | 640~1,150 | 0.05~0.10 | 0.10~0.20 | 510~960 | 0.05~0.10 | 0.10~0.20 | 320~960 | 0.04~0.06 | 0.05~0.15 | 320~640 | 0.03~0.05 | 0.05~0.10 | 960~1,910 | 0.05~0.10 | 0.10~0.20 |
| 6 | 530~960 | 0.08~0.15 | 0.10~0.20 | 430~790 | 0.08~0.15 | 0.10~0.20 | 270~790 | 0.05~0.10 | 0.05~0.15 | 260~530 | 0.04~0.06 | 0.05~0.10 | 790~1,590 | 0.08~0.15 | 0.10~0.20 |
| 8 | 390~720 | 0.10~0.20 | 0.10~0.20 | 320~590 | 0.10~0.20 | 0.10~0.20 | 190~590 | 0.08~0.15 | 0.05~0.15 | 190~390 | 0.05~0.10 | 0.05~0.15 | 590~1,190 | 0.10~0.20 | 0.10~0.20 |
| 10 | 320~570 | 0.15~0.25 | 0.10~0.20 | 260~480 | 0.15~0.25 | 0.10~0.20 | 160~480 | 0.10~0.20 | 0.05~0.15 | 150~320 | 0.08~0.15 | 0.05~0.15 | 480~960 | 0.15~0.25 | 0.10~0.20 |
切削油を必ず使用してください。 特に深穴加工時は加工部分に連続的に十分に供給してください。
上記切削条件表は推奨値ですので、±30%の範囲で最適化してご使用ください。
機械、チャックは剛性のある精度の高いものをご使用ください。

型番リスト
表示件数
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
2,310円 ( 2,541円 ) | 在庫品1日目当日出荷可能 |
3,000円 ( 3,300円 ) | 在庫品1日目当日出荷可能 |
2,870円 ( 3,157円 ) | 在庫品1日目当日出荷可能 |
3,250円 ( 3,575円 ) | 在庫品1日目当日出荷可能 |
3,300円 ( 3,630円 ) | 在庫品1日目当日出荷可能 |
3,760円 ( 4,136円 ) | 在庫品1日目当日出荷可能 |
3,860円 ( 4,246円 ) | 在庫品1日目当日出荷可能 |
4,320円 ( 4,752円 ) | 在庫品1日目当日出荷可能 |
4,660円 ( 5,126円 ) | 在庫品1日目当日出荷可能 |
4,570円 ( 5,027円 ) | 在庫品1日目当日出荷可能 |
4,770円 ( 5,247円 ) | 在庫品1日目当日出荷可能 |
5,650円 ( 6,215円 ) | 在庫品1日目当日出荷可能 |
5,680円 ( 6,248円 ) | 在庫品1日目当日出荷可能 |
5,850円 ( 6,435円 ) | 在庫品1日目当日出荷可能 |
6,710円 ( 7,381円 ) | 在庫品1日目当日出荷可能 |
7,660円 ( 8,426円 ) | 在庫品1日目当日出荷可能 |
8,730円 ( 9,603円 ) | 在庫品1日目当日出荷可能 |
9,500円 ( 10,450円 ) | 在庫品1日目当日出荷可能 |
10,630円 ( 11,693円 ) | 在庫品1日目当日出荷可能 |
3,490円 ( 3,839円 ) | 在庫品1日目当日出荷可能 |
4,070円 ( 4,477円 ) | 在庫品1日目当日出荷可能 |
3,890円 ( 4,279円 ) | 在庫品1日目当日出荷可能 |
4,400円 ( 4,840円 ) | 在庫品1日目当日出荷可能 |
4,450円 ( 4,895円 ) | 在庫品1日目当日出荷可能 |
5,080円 ( 5,588円 ) | 在庫品1日目当日出荷可能 |
4,640円 ( 5,104円 ) | 在庫品1日目当日出荷可能 |
5,590円 ( 6,149円 ) | 在庫品1日目当日出荷可能 |
5,730円 ( 6,303円 ) | 在庫品1日目当日出荷可能 |
6,830円 ( 7,513円 ) | 在庫品1日目当日出荷可能 |
8,050円 ( 8,855円 ) | 在庫品1日目当日出荷可能 |
10,480円 ( 11,528円 ) | 在庫品1日目当日出荷可能 |
12,770円 ( 14,047円 ) | 在庫品1日目当日出荷可能 |
詳細情報
基本情報
【特長】
・超硬材採用により高速切削が可能となり、ハイス鋼リーマに比べ大幅に効率が向上
・TSコート品は、40HRC~の高硬度鋼仕上げ加工に最適(TSC-XHR)
ご注意
- 「CADデータ」、「CAM・工具管理ソフト用データ」のある商品を絞り込む場合は、絞り込み条件該当項目の希望データを選択してください。(一部データのご用意がない商品もございます。)
詳細は「切削工具データダウンロードサービス」ページからご確認ください。



カタログ
商品担当おすすめ



超硬ストレートリーマ ノンコート/高硬度鋼加工用TSコートのレビュー
金型加工用
4
4.02022/05/06
安価な超硬リーマのこちらに決めました。加工穴数はそれほど多くないため、耐久性より価格優先です。仕上がりは問題ありませんで...もっと読む
0人が参考にしています。
製品加工に使用しています
4
4.02021/11/25
顧客から加工を依頼された製品加工に使用しています。今回加工依頼されたサイズの物を持っていなかったので、ミスミから購入しま...もっと読む
0人が参考にしています。
穴加工
5
5.02020/10/26
特に問題なく使用できています。
納期が確定するので注文しやすいです。
0人が参考にしています。
H7の穴加工に
4
4.02019/11/08
安価ですが普通に寸法でました。高額の物を1本交換する間に2本交換した方が、摩耗や欠損の面でも好都合だと思います。
0人が参考にしています。
金型加工用
5
5.02018/09/20
今まで使っていた物が破損してしまった為、購入しました。
安いからどうかと思いましたが、値段以上の働きをしてくれました。
0人が参考にしています。
よくあるご質問(FAQ)
QSKS3 焼入れで55HRCに使用するリーマを探している。TSC-XHR10はHRC50~となっているが、使用出来るか?
A
55HRC程度まで対応可能です。
Q硬度HRC55の焼入れ後のSK材にφ6+0.03,-0 の公差の穴を開けるに本リーマは使用可能でしょうか。
A
本リーマの刃径φ6の公差が、+0.009,+0.004となっていますので、穴径は問題ありません。また、適応被削材についても、本リーマはHRC50以上に対応した物ですので、加工も問題ないです。
QS50Cに下穴を明けた後、リーマ加工をしたいのだが、焼入れ後と焼入れ前の、どのタイミングで下穴の穴明けとリーマ加工をした方がよいか?以前、SK材に、同様の加工をした際に、焼き入れ前に下穴を開け、その後、焼き入れ後にリーマ加工をしたら、穴が曲がってしまった(焼入れ後に、下穴の位置がズレてしまったため、そのズレを補正しないままリーマを入れたため、位置がズレた)。尚、焼入れ後の硬度はHRC50~55くらい。
A
穴位置の精度を考えた場合、下穴の穴明け、リーマ加工、いずれも、焼入れ後が良いと思います。硬度も最大でHRC55であれば、本リーマであれば、加工は可能です。
この商品を見た人は、こんな商品も見ています






よく一緒に購入される商品









最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます
ストレートリーマ・ハンドリーマカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
ハイス鋼ハンドリーマ 右刃ストレート刃 0.01mm単位指定タイプ
4.4通常価格(税別):2,160円~
通常出荷日:当日出荷可能在庫品1日目~

栄工舎
ハンドリーマ(ハイス) HR
4.6通常価格(税別):3,131円~
通常出荷日:当日出荷可能在庫品1日目~
エフ・ピー・ツール
超硬リーマ Gシリーズ CG
4.5通常価格(税別):2,780円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
超硬底刃付ストレートリーマ 2枚刃/4枚刃/レギュラータイプ
4.3通常出荷日:3日目~
ミスミ
超硬底刃付ストレートリーマ
4.5通常価格(税別):4,150円~
通常出荷日:当日出荷可能在庫品1日目
栄工舎
ソリッドリーマ CSR
4.4通常価格(税別):3,496円~
通常出荷日:当日出荷可能在庫品1日目~
第一ツール
ハンドリーマ HR
5通常価格(税別):3,592円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
超硬ストレートリーマ ノンコート/高硬度鋼加工用TSコート
4.5通常価格(税別):2,310円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
ハイス鋼マシンリーマ ストレート刃 右刃ストレート刃 0.01mm単位指定タイプ
4.1通常価格(税別):6,130円~
通常出荷日:3日目