ツール用品技術窓口
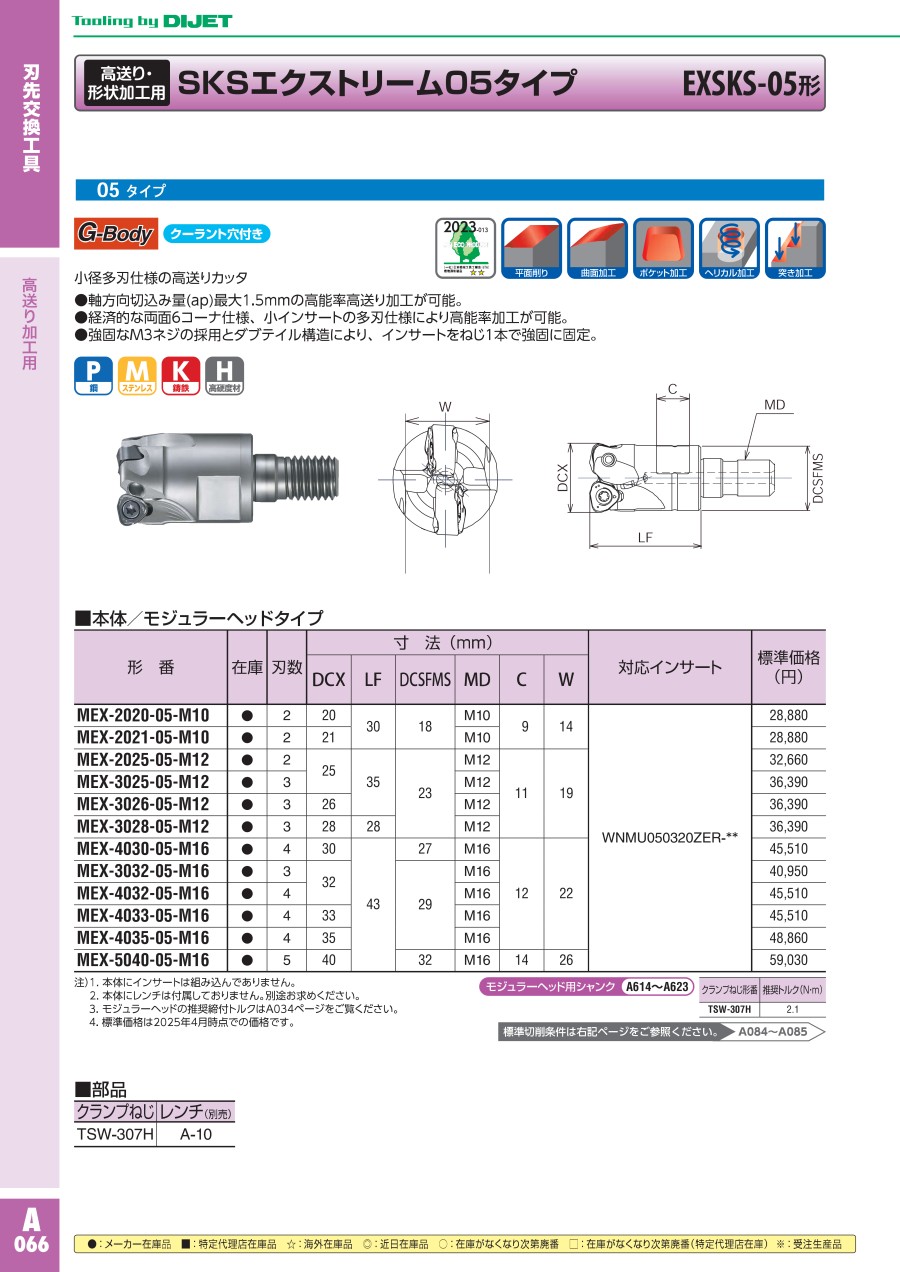
SKSエクストリーム05タイプ EXSKS-05形 モジュラーヘッド

- 通常単価(税別)
- 24,342円~49,756円
- 税込単価
- 26,776円~54,732円
【特長】・小径多刃で高送り加工が可能・ステンレス鋼の高送り加工においても摩耗量が少なく長寿命を実現!
詳細を確認- 商品画像は形状や色味を含め、実際の商品とは異なる場合がございます。
- カッタ本体には、チップは付属しておりません。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
両面インサートで極限高送り加工を
(Features 1)

(Features 2)
インサート拘束面はダブテイル構造を採用。
インサートをねじ1本で強固に固定でき、切削抵抗によるインサート動きを抑制、安定した長寿命を実現。

性能・試験情報
工具寿命

- 工具径 : φ25 (MEX-3025-05-M12)
- インサート材種 : JC8118
WNMU050320ZER - 切削条件 :
Vc=120m/min
fz=1.5mm/t
ap=0.8mm
ae=14mm - DOWN CUT、エアブロー
- 1枚刃にて加工
ステンレス鋼の高送リ
加工においても
摩耗量が少なく
長寿命を実現!
切屑処理性能

外形図
クーラント穴付き

寸法についてはデジタルカタログを参照ください。
推奨切削条件
推奨切削条件表
| 被削材 | インサート 材種 | 工具径(mm) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 20/21 | 25/26/28 | ||||||||||
| 刃数 2N | 刃数 3N | ||||||||||
| ℓ (mm) | ap (mm) | ae (mm) | n (min-1) | Vf (mm/min) | ℓ (mm) | ap (mm) | ae (mm) | n (min-1) | Vf (mm/min) | ||
| 炭素鋼 (S50C, S55C) 硬さ250HB以下 | JC8050 (JC8118) | ~60 | 0.8 | ~9 | 3,180 | 7,630 | ~75 | 0.8 | ~14 | 2,550 | 9,180 |
| 100 | 0.7 | ~9 | 3,180 | 7,000 | 125 | 0.7 | ~14 | 2,550 | 8,420 | ||
| 140 | 0.5 | ~9 | 2,860 | 5,720 | 175 | 0.5 | ~14 | 2,290 | 6,870 | ||
| 工具鋼 (SKD61, SKD11) 硬さ255HB以下 | JC8050 (JC8118) | ~60 | 0.8 | ~9 | 2,860 | 6,860 | ~75 | 0.8 | ~14 | 2,290 | 8,240 |
| 100 | 0.7 | ~9 | 2,860 | 6,290 | 125 | 0.7 | ~14 | 2,290 | 7,560 | ||
| 140 | 0.5 | ~9 | 2,550 | 5,100 | 175 | 0.5 | ~14 | 2,040 | 6,120 | ||
| プリハードン鋼 (HPM7, PX5, P20) 硬さ30~36HRC | JC8118 (JC8118) | ~60 | 0.8 | ~9 | 2,860 | 6,860 | ~75 | 0.8 | ~14 | 2,290 | 8,240 |
| 100 | 0.7 | ~9 | 2,860 | 6,290 | 125 | 0.7 | ~14 | 2,290 | 7,560 | ||
| 140 | 0.5 | ~9 | 2,550 | 5,100 | 175 | 0.5 | ~14 | 2,040 | 6,120 | ||
| プリハードン鋼 (NAK80, HPM1, P21) 硬さ38~43HRC | JC8118 (JC8118) | ~60 | 0.6 | ~9 | 2,070 | 4,140 | ~75 | 0.6 | ~14 | 1,660 | 4,980 |
| 100 | 0.6 | ~9 | 2,070 | 3,310 | 125 | 0.6 | ~14 | 1,660 | 3,980 | ||
| 140 | 0.5 | ~9 | 1,750 | 2,800 | 175 | 0.5 | ~14 | 1,400 | 3,360 | ||
| 焼入れ鋼 (SKD61, DAC, DHA) 硬さ42~52HRC | JC8118 | ~60 | 0.6 | ~9 | 1,590 | 2,540 | ~75 | 0.6 | ~14 | 1,270 | 3,050 |
| 100 | 0.6 | ~9 | 1,590 | 2,540 | 125 | 0.6 | ~14 | 1,270 | 3,050 | ||
| 140 | 0.5 | ~9 | 1,430 | 1,720 | 175 | 0.5 | ~14 | 1,150 | 2,070 | ||
| ねずみ鋳鉄 (FC250) 硬さ160~260HB | JC8118 (JC8050) | ~60 | 1 | ~9 | 3,180 | 8,900 | ~75 | 1 | ~14 | 2,550 | 10,710 |
| 100 | 0.8 | ~9 | 3,180 | 7,630 | 125 | 0.8 | ~14 | 2,550 | 9,180 | ||
| 140 | 0.6 | ~9 | 2,860 | 5,720 | 175 | 0.6 | ~14 | 2,290 | 6,870 | ||
| ダクタイル鋳鉄 (FCD700) 硬さ170~300HB | JC8118 (JC8050) | ~60 | 1 | ~9 | 2,860 | 6,860 | ~75 | 1 | ~14 | 2,290 | 8,240 |
| 100 | 0.8 | ~9 | 2,860 | 6,290 | 125 | 0.8 | ~14 | 2,290 | 7,560 | ||
| 140 | 0.6 | ~9 | 2,550 | 5,100 | 175 | 0.6 | ~14 | 2,040 | 6,120 | ||
| オーステナイト系ステンレス鋼 (SUS304, 316, 317) 17Cr系 | JC8050 | ~60 | 0.6 | ~9 | 2,390 | 4,780 | ~75 | 0.6 | ~14 | 1,910 | 5,730 |
| 100 | 0.5 | ~9 | 2,390 | 4,300 | 125 | 0.5 | ~14 | 1,910 | 5,160 | ||
| 140 | 0.5 | ~9 | 2,070 | 3,310 | 175 | 0.5 | ~14 | 1,660 | 3,980 | ||
| マルテンサイト系ステンレス鋼 (SUS403, 420J2, 430) 13Cr系 | JC8118 (JC8050) | ~60 | 0.8 | ~9 | 2,710 | 6,500 | ~75 | 0.8 | ~14 | 2,160 | 7,780 |
| 100 | 0.7 | ~9 | 2,710 | 6,500 | 125 | 0.7 | ~14 | 2,160 | 7,780 | ||
| 140 | 0.5 | ~9 | 2,390 | 4,780 | 175 | 0.5 | ~14 | 1,910 | 5,730 | ||
| 被削材 | インサート 材種 | 工具径(mm) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 30/32/33/35 | 40 | ||||||||||
| 刃数 4N | 刃数 5N | ||||||||||
| ℓ (mm) | ap (mm) | ae (mm) | n (min-1) | Vf (mm/min) | ℓ (mm) | ap (mm) | ae (mm) | n (min-1) | Vf (mm/min) | ||
| 炭素鋼 (S50C, S55C) 硬さ250HB以下 | JC8050 (JC8118) | ~90 | 0.8 | ~20 | 1,990 | 9,550 | ~120 | 0.8 | ~28 | 1,430 | 8,580 |
| 150 | 0.7 | ~20 | 1,990 | 8,760 | 200 | 0.7 | ~28 | 1,430 | 7,870 | ||
| 210 | 0.5 | ~20 | 1,790 | 7,160 | 280 | 0.5 | ~28 | 1,270 | 6,350 | ||
| 工具鋼 (SKD61, SKD11) 硬さ255HB以下 | JC8050 (JC8118) | ~90 | 0.8 | ~20 | 1,790 | 8,590 | ~120 | 0.8 | ~28 | 1,270 | 7,620 |
| 150 | 0.7 | ~20 | 1,790 | 7,880 | 200 | 0.7 | ~28 | 1,270 | 6,990 | ||
| 210 | 0.5 | ~20 | 1,590 | 6,360 | 280 | 0.5 | ~28 | 1,110 | 5,550 | ||
| プリハードン鋼 (HPM7, PX5, P20) 硬さ30~36HRC | JC8118 (JC8118) | ~90 | 0.8 | ~20 | 1,790 | 8,590 | ~120 | 0.8 | ~28 | 1,270 | 7,620 |
| 150 | 0.7 | ~20 | 1,790 | 7,880 | 200 | 0.7 | ~28 | 1,270 | 6,990 | ||
| 210 | 0.5 | ~20 | 1,590 | 6,360 | 280 | 0.5 | ~28 | 1,110 | 5,550 | ||
| プリハードン鋼 (NAK80, HPM1, P21) 硬さ38~43HRC | JC8118 (JC8118) | ~90 | 0.6 | ~20 | 1,290 | 5,160 | ~120 | 0.6 | ~28 | 880 | 4,400 |
| 150 | 0.6 | ~20 | 1,290 | 4,130 | 200 | 0.6 | ~28 | 880 | 3,520 | ||
| 210 | 0.5 | ~20 | 1,090 | 3,490 | 280 | 0.5 | ~28 | 720 | 2,880 | ||
| 焼入れ鋼 (SKD61, DAC, DHA) 硬さ42~52HRC | JC8118 | ~90 | 0.6 | ~20 | 990 | 3,170 | ~120 | 0.6 | ~28 | 720 | 2,880 |
| 150 | 0.6 | ~20 | 990 | 3,170 | 200 | 0.6 | ~28 | 720 | 2,880 | ||
| 210 | 0.5 | ~20 | 900 | 2,160 | 280 | 0.5 | ~28 | 560 | 1,680 | ||
| ねずみ鋳鉄 (FC250) 硬さ160~260HB | JC8118 (JC8050) | ~90 | 1 | ~20 | 1,990 | 11,140 | ~120 | 1 | ~28 | 1,430 | 10,010 |
| 150 | 0.8 | ~20 | 1,990 | 9,550 | 200 | 0.8 | ~28 | 1,430 | 8,580 | ||
| 210 | 0.6 | ~20 | 1,790 | 7,160 | 280 | 0.6 | ~28 | 1,270 | 6,350 | ||
| ダクタイル鋳鉄 (FCD700) 硬さ170~300HB | JC8118 (JC8050) | ~90 | 1 | ~20 | 1,790 | 8,590 | ~120 | 1 | ~28 | 1,270 | 7,620 |
| 150 | 0.8 | ~20 | 1,790 | 7,880 | 200 | 0.8 | ~28 | 1,270 | 6,990 | ||
| 210 | 0.6 | ~20 | 1,590 | 6,360 | 280 | 0.6 | ~28 | 1,110 | 5,550 | ||
| オーステナイト系ステンレス鋼 (SUS304, 316, 317) 17Cr系 | JC8050 | ~90 | 0.6 | ~20 | 1,490 | 5,960 | ~120 | 0.6 | ~28 | 1,030 | 5,150 |
| 150 | 0.5 | ~20 | 1,490 | 5,360 | 200 | 0.5 | ~28 | 1,030 | 4,640 | ||
| 210 | 0.5 | ~20 | 1,290 | 4,130 | 280 | 0.5 | ~28 | 880 | 3,520 | ||
| マルテンサイト系ステンレス鋼 (SUS403, 420J2, 430) 13Cr系 | JC8118 (JC8050) | ~90 | 0.8 | ~20 | 1,690 | 8,110 | ~120 | 0.8 | ~28 | 1,190 | 7,140 |
| 150 | 0.7 | ~20 | 1,690 | 8,110 | 200 | 0.7 | ~28 | 1,190 | 7,140 | ||
| 210 | 0.5 | ~20 | 1,490 | 5,960 | 280 | 0.5 | ~28 | 1,030 | 5,150 | ||
ℓ : 突出し長さ ap : 軸方向の切込み深さ ae : 半径方向の切込み深さ n : 工具回転速度 Vf : 送り速度
切削条件時の注意
使用上の注意事項
*1.上記の切削条件は、機械剛性およびワーク剛性に応じて調整ください。
*2.びびりが発生した場合は、切込み深さを上記数値よりも浅くしてください。あるいは回転速度を下げて使用ください。
ただし、1刃当りの送り量は変えないでください。
*3.機械動力不足の場合は、まず切込み深さを浅くしてください。次にnおよびVfを下げて使用ください。
*4.エアーブローにより切りくず除去処理を行ってください。特に、立形MCでのキャビティ加工では切りくず処理に注意ください。
適用被削材
インサート材種適用領域

インサートは耐欠損性や耐熱衝撃性に優れた<JC7560>、プリハードン鋼や50HRC以下の高硬度材・鋳鉄加工において長寿命を実現する
<JC8118>および、耐欠損性に優れた母材と耐摩耗性の高い被膜を組み合わせた汎用性の高い材種<JC8050>をラインナップ。
選定サポート情報
選定サポート情報
インサート比較
EXSKS-05タイプ

WNMU050320ZER-PM

JC8118
| P/G コーナ R | 削り残し量 | 食い込み量 |
|---|---|---|
| R2 | 0.59 | 0 |
| R2.5 | 0.5 | 0 |
| R3 | 0.41 | 0,13 |
EXSKS-07タイプ

WNMU070620ZER-PM

JC8118
| P/G コーナ R | 削り残し量 | 食い込み量 |
|---|---|---|
| R3 | 0.80 | 0 |
| R3.5 | 0.73 | 0.06 |
| R4 | 0.66 | 0.21 |
EXSKS-09タイプ

WNMU090720ZER-PM

JC8118
JC7560
MaxAp=3mm
WNMU090828ZER-PL

JC8118
直線及びRの複合切れ刃形状で隅部加工時の切削抵抗の変動を軽減し、安定加工の実現と長寿命化を実現します。
| P/G コーナ R | 削り残し量 | 食い込み量 |
|---|---|---|
| R3 | 1.41 | 0 |
| R3.5 | 1.3 | 0 |
| R4 | 1.19 | 0.025 |
ラインナップのご紹介

φ20~63
小径多刃で
高送り加工が可能

シャンクタイプ

モジュラーヘッドタイプ

φ32~100
切れ味と強度を両立。
バランスのとれた
高送り加工が可能。

シャンクタイプ

モジュラーヘッドタイプ

φ50~160
大径サイズをラインナップ。
分厚い高剛性インサートで
高切込み高送り加工が可能。
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
24,342円 ( 26,776円 ) | 1日目 |
24,342円 ( 26,776円 ) | 2日目 |
27,528円 ( 30,281円 ) | 1日目 |
30,672円 ( 33,739円 ) | 1日目 |
30,672円 ( 33,739円 ) | 2日目 |
30,672円 ( 33,739円 ) | 3日目 |
34,516円 ( 37,968円 ) | 1日目 |
38,359円 ( 42,195円 ) | 3日目 |
38,359円 ( 42,195円 ) | 1日目 |
38,359円 ( 42,195円 ) | 2日目 |
41,182円 ( 45,300円 ) | 1日目 |
49,756円 ( 54,732円 ) | 2日目 |
詳細情報
基本情報
【特長】
・小径多刃で高送り加工が可能
・ステンレス鋼の高送り加工においても摩耗量が少なく長寿命を実現!
ご注意
- 商品画像は形状や色味を含め、実際の商品とは異なる場合がございます。
- カッタ本体には、チップは付属しておりません。
この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

カッター・刃先交換式エンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

住友電工ハードメタル
SEC-ウェーブミル WEX2000E/EL型
5通常価格(税別):14,450円~
通常出荷日:1日目~

MOLDINO(モルディノ・旧三菱日立ツール)
アルファボールエンドミルBCF形
0通常価格(税別):29,722円~
通常出荷日:2日目
大昭和精機
フルカットミルFCM型ストレートシャンク型
4.7通常価格(税別):11,925円~
通常出荷日:3日目~
三菱マテリアル
多機能用 BRP
4通常価格(税別):18,023円~
通常出荷日:2日目
MOLDINO(モルディノ・旧三菱日立ツール)
Max1 刃先交換式エンドミルMX形
4通常価格(税別):10,345円~
通常出荷日:2日目
三菱マテリアル
多機能用 AQX
0通常価格(税別):16,250円~
通常出荷日:2日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファエンドミルじゅうおうAJU形
0通常価格(税別):18,668円~
通常出荷日:2日目
MOLDINO(モルディノ・旧三菱日立ツール)
アルファ快削じゅうおうAHJ形
0通常価格(税別):20,011円~
通常出荷日:2日目
オーエスジー
PSE SS フェニックスシリーズ 肩削りカッタストレートシャンクタイプ
0通常価格(税別):21,851円~
通常出荷日:1日目