ツール用品技術窓口
絞り込み条件
刃径(mm)
~mm- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9
- 10
- 11
- 12
- 13
刃数(枚)
~mm- 4
- 5
刃長(mm)
~mm- 0.4
- 0.8
- 1.3
- 1.6
- 2
- 2.5
- 3
- 3.5
- 4
- 5
- 6
コーナ・ボール半径(mm)
~mm- 0.2
- 0.5
- 0.75
- 1
- 1.2
- 1.5
- 2
- 3
首下長(mm)
~mm- 3
- 6
- 9
- 12
- 15
- 18
- 24
- 30
- 36
シャンク径(mm)
~mm- 6
- 8
- 10
- 12
全長(mm)
~mm- 50
- 60
- 70
- 80
- 90
- 100
- 110
ツールNo.
~mm- 8550028
- 8550029
- 8550030
- 8550031
- 8550032
- 8550033
- 8550034
- 8550035
- 8550036
- 8550037
- 8550038
- 8550039
- 8550040
タイプ
~mm出荷日
- すべて
- 1日以内
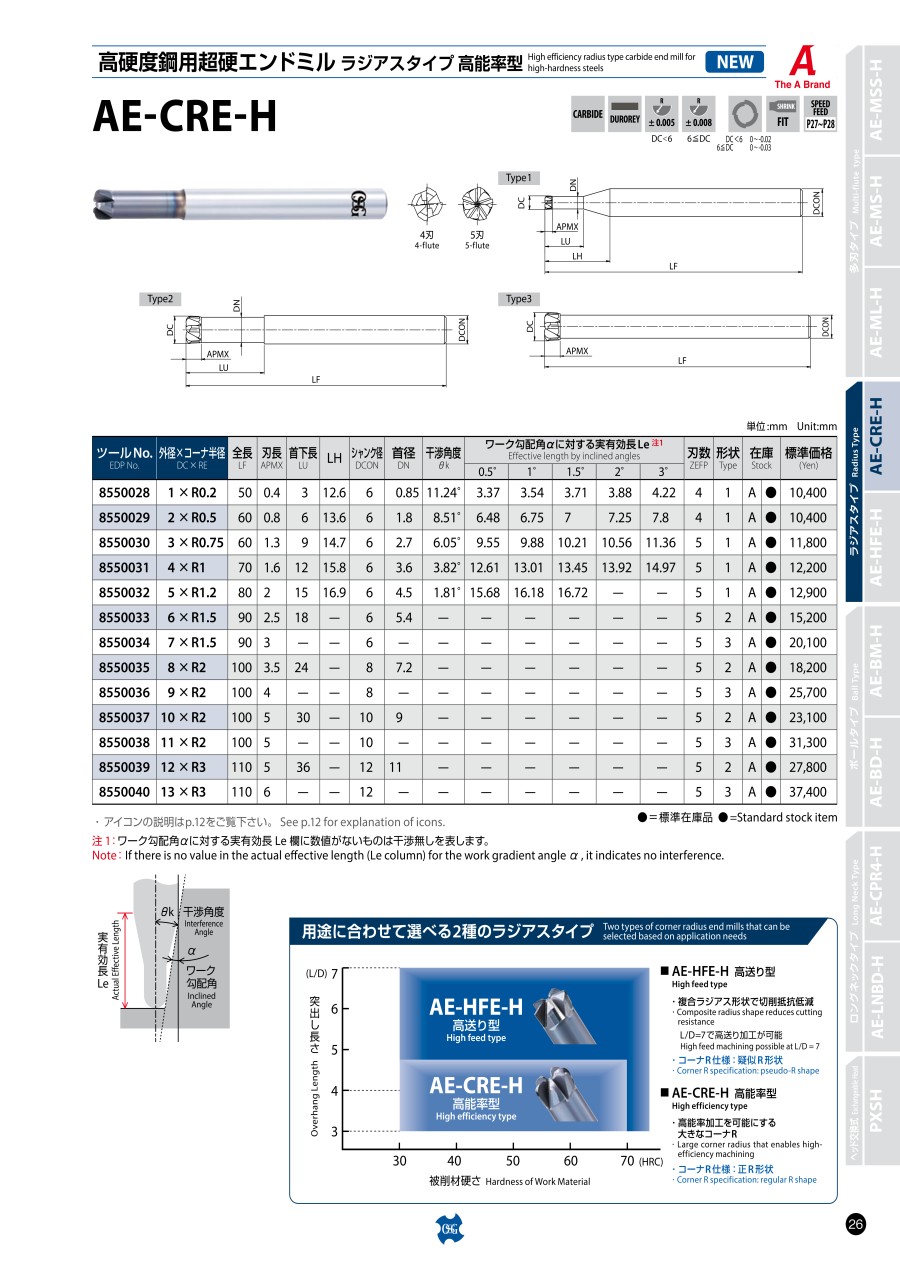
AE-CRE-H 高硬度鋼用超硬エンドミル ラジアスタイプ 高能率型

- 通常単価(税別)
- 8,590円~30,944円
- 税込単価
- 9,449円~34,038円
【特長】・多刃仕様かつ不等分割刃で高能率・2段ギャッシュ形状・高能率な直彫り加工を可能にする刃先仕様
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
高硬度鋼用超硬エンドミル ラジアスタイプ 高能率型 AE-CRE-H


[1]多刃仕様かつ不等分割刃で高能率
- 多刃仕様で高能率加工を実現
- 不等分割刃がびびりを抑制し安定加工
![高硬度鋼用超硬エンドミル ラジアスタイプ 高能率型 [1]多刃仕様かつ不等分割刃で高能率-1](http://jp.misumi-ec.com/linked/vitem/fs/OSG1/223304192501/img/223304192501_oth_03.jpg)
α1≠α2
外径φ2以下
![高硬度鋼用超硬エンドミル ラジアスタイプ 高能率型 [1]多刃仕様かつ不等分割刃で高能率-2](http://jp.misumi-ec.com/linked/vitem/fs/OSG1/223304192501/img/223304192501_oth_04.jpg)
α1=α4≠α2≠α3=α5
外径φ3以上
[2]2段ギャッシュ形状
- 刃先強度と切りくず排出性を両立
![高硬度鋼用超硬エンドミル ラジアスタイプ 高能率型 [2]2段ギャッシュ形状](http://jp.misumi-ec.com/linked/vitem/fs/OSG1/223304192501/img/223304192501_oth_05.jpg)
[3]高能率な直彫り加工を可能にする刃先仕様
![高硬度鋼用超硬エンドミル ラジアスタイプ 高能率型 [3]高能率な直彫り加工を可能にする刃先仕様](http://jp.misumi-ec.com/linked/vitem/fs/OSG1/223304192501/img/223304192501_oth_06.jpg)
高硬度鋼の直彫り加工
| 使用工具 | AE-CRE-H φ10×R2 |
|---|---|
| 被削材 | SKH51(65HRC) |
| 加工方法 | 等高線加工 |
| 切削速度 | 80m/min(2,550min-1) |
| 送り速度 | 2,230mm/min(0.17mm/t) |
| 切込深さ | ap=0.1mm ae=3mm |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ(HSK-A63) |

※加工詳細はデジタルカタログp.8を参照ください。
環境配慮 再研磨による資源循環型の加工環境を実現
再研磨後の形状変化を最小限に抑えた刃先仕様

再研磨・再コーティング・超硬リサイクルにより資源循環型の加工環境を実現します。
性能・試験情報
安定加工 60HRCの高硬度鋼加工において、安定した摩耗推移
| 使用工具 | AE-CRE-H φ10× R2 | 従来品 4枚刃 | 他社品 4枚刃 |
|---|---|---|---|
| 被削材 | SKD11(60HRC) | ||
| 加工方法 | 正面切削 | ||
| 切削速度 | 100m/min(3,180min-1) | ||
| 送り速度 | 3,820mm/min (0.24mm/t) | 3,820mm/min (0.3mm/t) | |
| 切込深さ | ap=0.1mm ae=3mm | ||
| 突出し長さ | 30mm(L/D=3) | ||
| 切削油剤 | エアブロー | ||
| 使用機械 | 横形マシニングセンタ(HSK-A63) | ||

刃先の損傷状態

長寿命 ダイカスト金型用鋼においても優れた耐久性を発揮
| 使用工具 | AE-CRE-H φ6× R1.5 | 従来品 4枚刃 | 他社品 4枚刃 |
|---|---|---|---|
| 被削材 | DAC-MAGIC(45HRC) | ||
| 加工方法 | ポケット加工 | ||
| ポケット形状 | 85mm×20mm×深さ9mm | ||
| 切削速度 | 130m/min(6,900min-1) | ||
| 送り速度 | 1,700mm/min (0.049mm/t) | 1,700mm/min (0.062mm/t) | |
| 切込深さ | ap=0.18mm ae=2.4mm | ||
| 突出し長さ | 24mm(L/D=4) | ||
| 切削油剤 | エアブロー | ||
| 使用機械 | 立形マシニングセンタ(BT40) | ||

加工形状

1 ポケット当たりの加工距離 : 30m
刃先の損傷状態

外形図
Type 1




※寸法についてはデジタルカタログを参照ください。
動画
製品特長紹介動画
推奨切削条件
推奨切削条件表
| 被削材 | 工具鋼・調質鋼 ・プリハードン鋼 SKD11・SKD61・NAK80 (~45HRC) | 調質鋼 | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ~55HRC | ~62HRC | ~66HRC | ~70HRC | |||||||||||||||||||
| 切削速度 (m/min) | 140~160 | 140~160 | 90~110 | 70~90 | 50~70 | |||||||||||||||||
| 外径×コーナ半径 DC×RE | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | ||||||||||||
| 1 × R0.2 | 48,000 | 7,250 | 48,000 | 6,800 | 32,000 | 2,900 | 25,500 | 1,650 | 19,500 | 950 | ||||||||||||
| 2 × R0.5 | 24,000 | 7,250 | 24,000 | 6,800 | 16,000 | 2,900 | 13,000 | 1,700 | 9,550 | 950 | ||||||||||||
| 3 × R0.75 | 16,000 | 8,600 | 16,000 | 8,050 | 10,700 | 3,450 | 8,450 | 1,950 | 6,350 | 1,100 | ||||||||||||
| 4 × R1 | 12,000 | 9,550 | 12,000 | 8,950 | 7,950 | 3,800 | 6,350 | 2,200 | 4,750 | 1,200 | ||||||||||||
| 5 × R1.2 | 9,550 | 9,500 | 9,550 | 8,950 | 6,350 | 3,800 | 5,050 | 2,200 | 3,800 | 1,200 | ||||||||||||
| 6 × R1.5 | 7,950 | 9,500 | 7,950 | 8,900 | 5,300 | 3,800 | 4,200 | 2,200 | 3,150 | 1,200 | ||||||||||||
| 7 × R1.5 | 6,800 | 8,550 | 6,800 | 8,000 | 4,500 | 3,400 | 3,600 | 1,950 | 2,700 | 1,100 | ||||||||||||
| 8 × R2 | 5,950 | 9,500 | 5,950 | 8,900 | 3,950 | 3,750 | 3,150 | 2,200 | 2,350 | 1,200 | ||||||||||||
| 9 × R2 | 5,300 | 8,550 | 5,300 | 8,000 | 3,500 | 3,400 | 2,800 | 1,950 | 2,100 | 1,100 | ||||||||||||
| 10 × R2 | 4,750 | 9,450 | 4,750 | 8,900 | 3,150 | 3,750 | 2,500 | 2,150 | 1,900 | 1,200 | ||||||||||||
| 11 × R2 | 4,300 | 8,500 | 4,300 | 7,950 | 2,850 | 3,350 | 2,300 | 1,950 | 1,700 | 1,100 | ||||||||||||
| 12 × R3 | 3,950 | 9,450 | 3,950 | 8,850 | 2,650 | 3,800 | 2,100 | 2,200 | 1,550 | 1,200 | ||||||||||||
| 13 × R3 | 3,650 | 8,500 | 3,650 | 8,000 | 2,400 | 3,350 | 1,950 | 1,950 | 1,450 | 1,100 | ||||||||||||
| 切込深さ |
|
|
| |||||||||||||||||||
突出し長さ変化による切削条件調整の目安
| 被削材 | 調質鋼(~45HRC) ・プリハードン鋼 SCM・SKD61・NAK80 | 調質鋼 | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ~55HRC | ~62HRC | ~66HRC | ~70HRC | ||||||||||||
| 突出し長さ L/D | 回転速度 (min-1) | 送り速度 (mm/min) | ap (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | ap (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | ap (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | ap (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | ap (mm) |
| L/D≦4 | 100% | 100% | 100% | 100% | 100% | ||||||||||
| 4<L/D<6 | 70% | 70% | 70% | 60% | 60% | ||||||||||
| L/D=6 | 50% | 50% | 50% | 40% | 40% | ||||||||||
ランピング加工時の最大傾斜角(E°)
| 外径×コーナ半径 DC×RE | ランピング角度 E° | ヘリカル穴あけ (mm) | ヘリカル角度 P° | |
|---|---|---|---|---|
| 最小径 D0 Min. | 最大径 D0 Max. | |||
| 1 × R0.2 | 3° | 1.25 | 1.75 | 1.5° |
| 2 × R0.5 | 2.5 | 3.5 | ||
| 3 × R0.75 | 4.5 | 5.5 | ||
| 4 × R1 | 6 | 7 | ||
| 5 × R1.2 | 7.5 | 9 | ||
| 6 × R1.5 | 9 | 11 | ||
| 7 × R1.5 | 10.5 | 13 | ||
| 8 × R2 | 12 | 15 | ||
| 9 × R2 | 13.5 | 17 | ||
| 10 × R2 | 15 | 19 | ||
| 11 × R2 | 16.5 | 21 | ||
| 12 × R3 | 18 | 23 | ||
| 13 × R3 | 19.5 | 25 | ||

切削条件時の注意
加工時に発生する火花や破損による発熱で引火・火災の危険性があります。
防火対策を必ず行って下さい。
高速高精度のマシニングセンタを利用した場合の基準条件表です。
1. 機械、ホルダは剛性のある精度の高いものをご使用下さい。
2. 上表はコーナ部円弧補間の動きを前提とした条件表です。コーナ部円弧補間のない加工(直角曲がりなど)では、上表の回転速度50~70%、切込深さ50~80%として下さい。
3. エアブローまたはMQL(オイルミストクーラント)でご使用下さい。
4. 加工形状、切込深さ、機械剛性、ワーク保持等の使用状況により、回転速度、送り速度、切込深さを調整下さい。
5. 上表は、等高線加工、工具の突出し量が4D(外径×4倍以下)の場合の目安です。
突出し量が大きな場合は、びびりが発生しやすくなりますので係数を参考に、回転速度、送り速度、切込深さを調整下さい。切削速度を下げて、aeを調整して使用することも
可能です。
ランピング加工時の最大傾斜角(E°)
- ランピング加工、ヘリカル穴あけ時は突出し長さ変化による切削条件調整後、送り速度を50%以下として下さい。
選定サポート情報
ラインナップのご紹介
用途に合わせて選べる2種のラジアスタイプ

- 複合ラジアス形状で切削抵抗低減
L/D=7で高送り加工が可能 - コーナR仕様:疑似R 形状
■ AE-CRE-H 高能率型
- 高能率加工を可能にする大きなコーナR
- コーナR仕様:正R 形状
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
8,590円 ( 9,449円 ) | 1日目 |
8,590円 ( 9,449円 ) | 1日目 |
9,663円 ( 10,629円 ) | 1日目 |
10,056円 ( 11,062円 ) | 1日目 |
10,572円 ( 11,629円 ) | 1日目 |
12,487円 ( 13,736円 ) | 1日目 |
16,421円 ( 18,063円 ) | 1日目 |
15,064円 ( 16,570円 ) | 1日目 |
21,173円 ( 23,290円 ) | 1日目 |
19,001円 ( 20,901円 ) | 1日目 |
25,786円 ( 28,365円 ) | 1日目 |
22,936円 ( 25,230円 ) | 1日目 |
30,944円 ( 34,038円 ) | 1日目 |
詳細情報
基本情報
【特長】
・多刃仕様かつ不等分割刃で高能率
・2段ギャッシュ形状
・高能率な直彫り加工を可能にする刃先仕様
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
この商品を見た人は、こんな商品も見ています















最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ラジアスエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬ラジアスエンドミル 2枚刃/ショートタイプ
4.3通常価格(税別):1,830円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/ショートタイプ
4.3通常価格(税別):2,120円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/レギュラータイプ
4.4通常価格(税別):2,990円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.5通常価格(税別):2,150円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 3枚刃/45゜ネジレ/レギュラータイプ
4通常価格(税別):2,990円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
VACシリーズ超硬不等リードラジアスエンドミル 4枚刃/レギュラータイプ
4.4通常価格(税別):2,730円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ラジアスエンドミル 4枚刃/45°ネジレ/ショートタイプ
4.6通常価格(税別):3,700円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ラジアスエンドミル 高送り高剛性/4枚刃/側面刃無しタイプ
4.3通常価格(税別):3,900円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
XALシリーズ超硬ラジアスエンドミル 2枚刃/レギュラータイプ
4.2通常価格(税別):2,810円~
通常出荷日:当日出荷可能在庫品1日目~