ツール用品技術窓口
AE-HFE-H 高硬度鋼用超硬エンドミル ラジアスタイプ 高送り型

- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
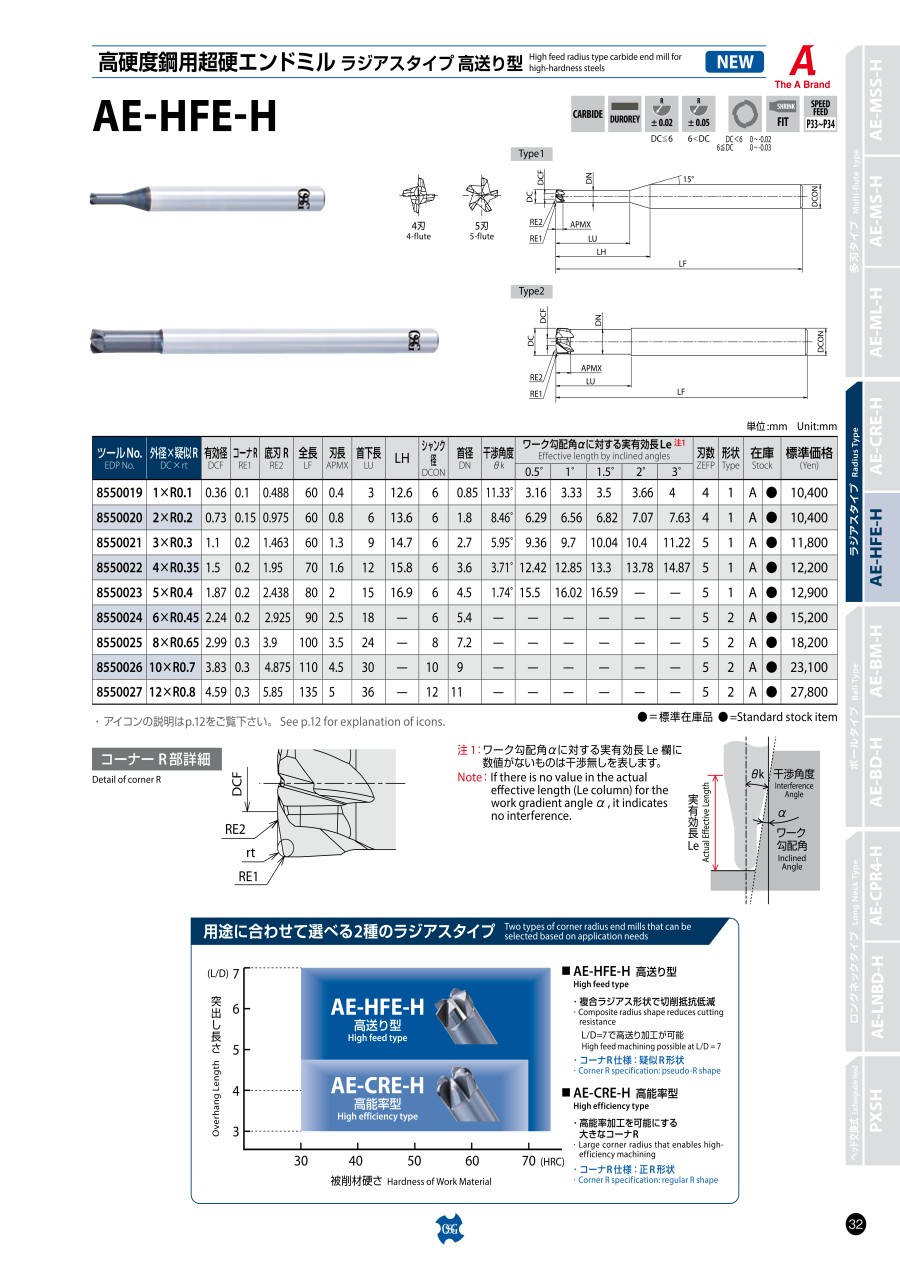
高硬度鋼用超硬エンドミル ラジアスタイプ 高送り型 AE-HFE-H


[1]高送りが可能な複合ラジアス形状
- 独自のラジアス形状で切削抵抗低減
L/D=7の突出し長さでも高送り加工が可能
![高硬度鋼用超硬エンドミル ラジアスタイプ 高送り型 [1]高送りが可能な複合ラジアス形状](http://jp.misumi-ec.com/linked/vitem/fs/OSG1/223304192477/img/223304192477_oth_03.jpg)
[2]2段ギャッシュ形状
- 刃先強度と切りくず排出性を両立
![高硬度鋼用超硬エンドミル ラジアスタイプ 高送り型 [2]2段ギャッシュ形状](http://jp.misumi-ec.com/linked/vitem/fs/OSG1/223304192477/img/223304192477_oth_04.jpg)
[3]不等分割刃がびびりを抑制
- 安定・高能率な加工を実現(デジタルカタログ P.23参照)
高能率 L/D=7の突出し長さで高速・高送り加工
- 独自のラジアス形状で切削抵抗低減
切込み角が小さくなるため送り方向の切削抵抗が低減され、工具の振動・たわみを抑制
切りくず厚さが薄くなることで、切削熱が切りくずに伝わりやすく工具刃先や被削材に熱が残りにくい

複合ラジアス形状

従来ラジアス形状
切削抵抗低減により安定加工が可能
| 使用工具 | AE-HFE-H φ6× R0.45 | 従来ラジアス形状 φ6× R1.5 |
|---|---|---|
| 被削材 | STAVAX(53HRC) | |
| 加工方法 | 正面切削 | |
| 切削速度 | 75m/min(3,980min-1) | |
| 送り速度 | 3,580mm/min(0.18mm/t) | |
| 切込深さ | ap=0.12mm ae=2.4mm | |
| 突出し長さ | 42mm(L/D=7) | |
| 切削油剤 | エアブロー | |
| 使用機械 | 立形マシニングセンタ(HSK63) | |

AE-HFE-H

従来ラジアス形状
環境配慮 再研磨による資源循環型の加工環境を実現
再研磨後の形状変化を最小限に抑えた刃先仕様

再研磨・再コーティング・超硬リサイクルにより資源循環型の加工環境を実現します。
性能・試験情報
安定加工 STAVAX(53HRC)において、安定加工を実現
| 使用工具 | AE-HFE-H φ10× R0.7 | 他社品 6枚刃 |
|---|---|---|
| 被削材 | STAVAX(53HRC) | |
| 加工方法 | ポケット加工 | |
| ポケット形状 | 172mm×31mm×深さ10mm | |
| 切削速度 | 100m/min(3,180min-1) | |
| 送り速度 | 3,180mm/min (0.2mm/t) | 3,180mm/min (0.17mm/t) |
| 切込深さ | ap=0.2mm ae=4mm | |
| 突出し長さ | 50mm(L/D=5) | |
| 切削油剤 | エアブロー | |
| 使用機械 | 横形マシニングセンタ(HSK-A63) | |

1 ポケット当たりの加工距離 : 28.25m

※ポケット加工数:0.1ポケット相当
長寿命 SKD61(50HRC)のL/D=7の高送り加工で優れた耐久性を発揮
| 使用工具 | AE-HFE-H φ10×R0.7 | 従来品 4枚刃 |
|---|---|---|
| 被削材 | SKD61(50HRC) | |
| 加工方法 | ポケット加工 | |
| ポケット形状 | 171mm×31mm×深さ13.5mm | |
| 切削速度 | 75m/min(2,390min-1) | |
| 送り速度 | 3,590mm/min (0.3mm/t) | 3,590mm/min (0.38mm/t) |
| 切込深さ | ap=0.2mm ae=4mm | |
| 突出し長さ | 70mm(L/D=7) | |
| 切削油剤 | エアブロー | |
| 使用機械 | 横形マシニングセンタ(HSK-A63) | |

1 ポケット当たりの加工距離 : 38.17m

外形図
Type 1

Type2


コーナーR 部詳細

※寸法についてはデジタルカタログを参照ください。
動画
製品特長紹介動画
推奨切削条件
推奨切削条件表
正面切削
加工に際しては、それぞれ擬似Rのラジアスエンドミルとして加工プログラムを作成下さい。
L/D≦4
| 被削材 | 工具鋼・調質鋼 ・プリハードン鋼 SKD11・SKD61・NAK80 (~45HRC) | 調質鋼 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ~55HRC | ~62HRC | ~66HRC | ~70HRC | |||||||||||
| 切削速度 (m/min) | 120~140 | 100~120 | 80~100 | 70~90 | 60~80 | |||||||||
| 外径×疑似R DC×rt | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | ||||
| 1 × R0.1 | 41,000 | 7,400 | 35,000 | 5,300 | 28,500 | 3,200 | 25,000 | 1,650 | 22,000 | 1,250 | ||||
| 2 × R0.2 | 20,500 | 7,400 | 17,500 | 5,300 | 14,000 | 3,150 | 12,500 | 1,650 | 11,000 | 1,250 | ||||
| 3 × R0.3 | 13,500 | 9,100 | 11,500 | 6,550 | 9,550 | 4,050 | 8,450 | 2,100 | 7,400 | 1,550 | ||||
| 4 × R0.35 | 10,000 | 9,450 | 8,750 | 6,950 | 7,150 | 4,250 | 6,350 | 2,200 | 5,550 | 1,650 | ||||
| 5 × R0.4 | 8,250 | 9,750 | 7,000 | 6,950 | 5,700 | 4,250 | 5,050 | 2,200 | 4,450 | 1,650 | ||||
| 6 × R0.45 | 6,900 | 9,800 | 5,800 | 6,950 | 4,750 | 4,250 | 4,200 | 2,200 | 3,700 | 1,650 | ||||
| 8 × R0.65 | 5,150 | 9,750 | 4,350 | 6,950 | 3,550 | 4,250 | 3,150 | 2,200 | 2,750 | 1,600 | ||||
| 10 × R0.7 | 4,100 | 9,700 | 3,500 | 6,950 | 2,850 | 4,250 | 2,500 | 2,150 | 2,200 | 1,600 | ||||
| 12 × R0.8 | 3,450 | 9,800 | 2,900 | 6,950 | 2,350 | 4,200 | 2,100 | 2,200 | 1,850 | 1,650 | ||||
| 切込深さ | 
| |||||||||||||
4<L/D≦6
| 被削材 | 工具鋼・調質鋼 ・プリハードン鋼 SKD11・SKD61・NAK80 (~45HRC) | 調質鋼 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ~55HRC | ~62HRC | ~66HRC | ~70HRC | |||||||||||
| 切削速度 (m/min) | 110~130 | 90~110 | 70~90 | 60~80 | 40~60 | |||||||||
| 外径×疑似R DC×rt | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | ||||
| 1 × R0.1 | 38,000 | 5,750 | 31,500 | 3,550 | 25,000 | 2,800 | 22,000 | 1,450 | 15,500 | 850 | ||||
| 2 × R0.2 | 19,000 | 5,750 | 15,500 | 3,500 | 12,500 | 2,800 | 11,000 | 1,450 | 7,950 | 900 | ||||
| 3 × R0.3 | 12,500 | 7,100 | 10,500 | 4,450 | 8,450 | 3,600 | 7,400 | 1,800 | 5,300 | 1,100 | ||||
| 4 × R0.35 | 9,550 | 7,600 | 7,950 | 4,750 | 6,350 | 3,800 | 5,550 | 1,900 | 3,950 | 1,150 | ||||
| 5 × R0.4 | 7,600 | 7,550 | 6,350 | 4,750 | 5,050 | 3,750 | 4,450 | 1,900 | 3,150 | 1,150 | ||||
| 6 × R0.45 | 6,350 | 7,600 | 5,300 | 4,750 | 4,200 | 3,750 | 3,700 | 1,900 | 2,650 | 1,150 | ||||
| 8 × R0.65 | 4,750 | 7,550 | 3,950 | 4,700 | 3,150 | 3,750 | 2,750 | 1,900 | 1,950 | 1,150 | ||||
| 10 × R0.7 | 3,800 | 7,550 | 3,150 | 4,700 | 2,500 | 3,700 | 2,200 | 1,900 | 1,550 | 1,150 | ||||
| 12 × R0.8 | 3,150 | 7,550 | 2,650 | 4,750 | 2,100 | 3,750 | 1,850 | 1,900 | 1,300 | 1,150 | ||||
| 切込深さ | 
| |||||||||||||
6<L/D≦7
| 被削材 | 工具鋼・調質鋼 ・プリハードン鋼 SKD11・SKD61・NAK80 (~45HRC) | 調質鋼 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ~55HRC | ~62HRC | ~66HRC | ~70HRC | |||||||||||
| 切削速度 (m/min) | 90~110 | 65~85 | 50~70 | 45~65 | 30~50 | |||||||||
| 外径×疑似R DC×rt | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | ||||
| 1 × R0.1 | 31,500 | 4,150 | 23,500 | 2,650 | 19,000 | 1,400 | 17,500 | 950 | 12,500 | 550 | ||||
| 2 × R0.2 | 15,500 | 4,100 | 11,500 | 2,600 | 9,550 | 1,450 | 8,750 | 950 | 6,000 | 550 | ||||
| 3 × R0.3 | 10,500 | 5,200 | 7,950 | 3,350 | 6,350 | 1,800 | 5,800 | 1,200 | 4,200 | 700 | ||||
| 4 × R0.35 | 7,950 | 5,550 | 5,950 | 3,550 | 4,750 | 1,850 | 4,350 | 1,300 | 3,150 | 750 | ||||
| 5 × R0.4 | 6,350 | 5,550 | 4,750 | 3,550 | 3,800 | 1,850 | 3,500 | 1,300 | 2,500 | 750 | ||||
| 6 × R0.45 | 5,300 | 5,550 | 3,950 | 3,550 | 3,150 | 1,850 | 2,900 | 1,300 | 2,100 | 750 | ||||
| 8 × R0.65 | 3,950 | 5,500 | 2,950 | 3,500 | 2,350 | 1,850 | 2,150 | 1,250 | 1,550 | 750 | ||||
| 10 × R0.7 | 3,150 | 5,500 | 2,350 | 3,500 | 1,900 | 1,850 | 1,750 | 1,300 | 1,250 | 750 | ||||
| 12 × R0.8 | 2,650 | 5,550 | 1,950 | 3,500 | 1,550 | 1,850 | 1,450 | 1,300 | 1,050 | 750 | ||||
| 切込深さ | 
| |||||||||||||
ランピング加工時の最大傾斜角(E°)
| 外径×疑似R DC× rt | ランピング角度 E° | ヘリカル穴あけ (mm) | ヘリカル角度 P° | |
|---|---|---|---|---|
| 最小径 D0 Min. | 最大径 D0 Max. | |||
| 1 × R0.1 | 3° | 1.25 | 1.75 | 1.5° |
| 2 × R0.2 | 2.5 | 3.5 | ||
| 3 × R0.3 | 4.5 | 5.5 | ||
| 4 × R0.35 | 6 | 7 | ||
| 5 × R0.4 | 7.5 | 9 | ||
| 6 × R0.45 | 9 | 11 | ||
| 8 × R0.65 | 12 | 15 | ||
| 10 × R0.7 | 15 | 19 | ||
| 12 × R0.8 | 18 | 23 | ||
- ランピング加工、ヘリカル穴あけ時は送り速度を50%以下として下さい。

| 外径 DC | 疑似R rt | 取り残し量 Z |
|---|---|---|
| 1 | R0.1 | 0.04 |
| 2 | R0.2 | 0.073 |
| 3 | R0.3 | 0.11 |
| 4 | R0.35 | 0.143 |
| 5 | R0.4 | 0.185 |
| 6 | R0.45 | 0.227 |
| 8 | R0.65 | 0.294 |
| 10 | R0.7 | 0.351 |
| 12 | R0.8 | 0.428 |
| 外径 DC | ap Max |
|---|---|
| 1 | 0.04 |
| 2 | 0.08 |
| 3 | 0.12 |
| 4 | 0.16 |
| 5 | 0.2 |
| 6 | 0.24 |
| 8 | 0.32 |
| 10 | 0.4 |
| 12 | 0.48 |

切削条件時の注意
加工時に発生する火花や破損による発熱で引火・火災の危険性があります。
防火対策を必ず行って下さい。
高速高精度のマシニングセンタを利用した場合の基準条件表です。
1. 機械、ホルダは剛性のある精度の高いものをご使用下さい。
2. 上表の値はあくまでも目安です。実際の加工における切削条件は上表を参考に状況に応じて設定下さい。
3. 切込み深さapが上表を超えて使用する際は、最大切込み深さap Maxを超えないように設定して下さい。切削条件は状況に応じて調整下さい。
4. 突出し長さが長くなる場合は、びびりが発生しやすくなりますので、回転速度、送り速度、 切込み深さを調整下さい。
5. エアブローまたはMQL(オイルミストクーラント)でご使用下さい。
6. 加工形状、切込深さ、機械剛性、ワーク保持等の使用状況により、回転速度、送り速度、切込み深さを調整下さい。
7. ピック量が有効径(DCF)以上の場合、加工面にカスプが発生することがあります。
選定サポート情報
用途に合わせて選べる2種のラジアスタイプ

- 複合ラジアス形状で切削抵抗低減
L/D=7で高送り加工が可能 - コーナR仕様:疑似R 形状
■ AE-CRE-H 高能率型
- 高能率加工を可能にする大きなコーナR
- コーナR仕様:正R 形状
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
8,590円 ( 9,449円 ) | 1日目 |
8,590円 ( 9,449円 ) | 1日目 |
9,663円 ( 10,629円 ) | 1日目 |
10,056円 ( 11,062円 ) | 1日目 |
10,572円 ( 11,629円 ) | 1日目 |
12,487円 ( 13,736円 ) | 1日目 |
15,064円 ( 16,570円 ) | 1日目 |
19,001円 ( 20,901円 ) | 1日目 |
22,936円 ( 25,230円 ) | 1日目 |
この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ラジアスエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬ラジアスエンドミル 2枚刃/ショートタイプ
4.3通常価格(税別):1,830円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.5通常価格(税別):2,150円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/ショートタイプ
4.3通常価格(税別):2,120円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/レギュラータイプ
4.4通常価格(税別):2,990円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 3枚刃/45゜ネジレ/レギュラータイプ
4通常価格(税別):2,990円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ラジアスエンドミル 2枚刃/ショートタイプ
3.9通常価格(税別):2,310円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬不等リードラジアスエンドミル 4枚刃/ショートタイプ
4.3通常価格(税別):3,230円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
VACシリーズ超硬不等リードラジアスエンドミル 4枚刃/レギュラータイプ
4.4通常価格(税別):2,730円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/ショートタイプ
3.8通常価格(税別):3,360円~
通常出荷日:当日出荷可能在庫品1日目~