ツール用品技術窓口
絞り込み条件
刃径(mm)
~mm- 4
- 5
- 6
- 8
- 10
- 12
刃長(mm)
~mm- 8
- 10
- 12
- 16
- 20
- 24
コーナ・ボール半径(mm)
~mm- 0.4
- 0.5
- 0.6
- 0.8
- 1
- 1.2
首下長(mm)
~mm- 12
- 15
- 18
- 24
- 30
- 36
シャンク径(mm)
~mm- 6
- 8
- 10
- 12
全長(mm)
~mm- 50
- 60
- 70
- 80
- 90
ツールNo.
~mm- 3188204
- 3188205
- 3188206
- 3188208
- 3188210
- 3188212
タイプ
~mm出荷日
- すべて
- 1日以内
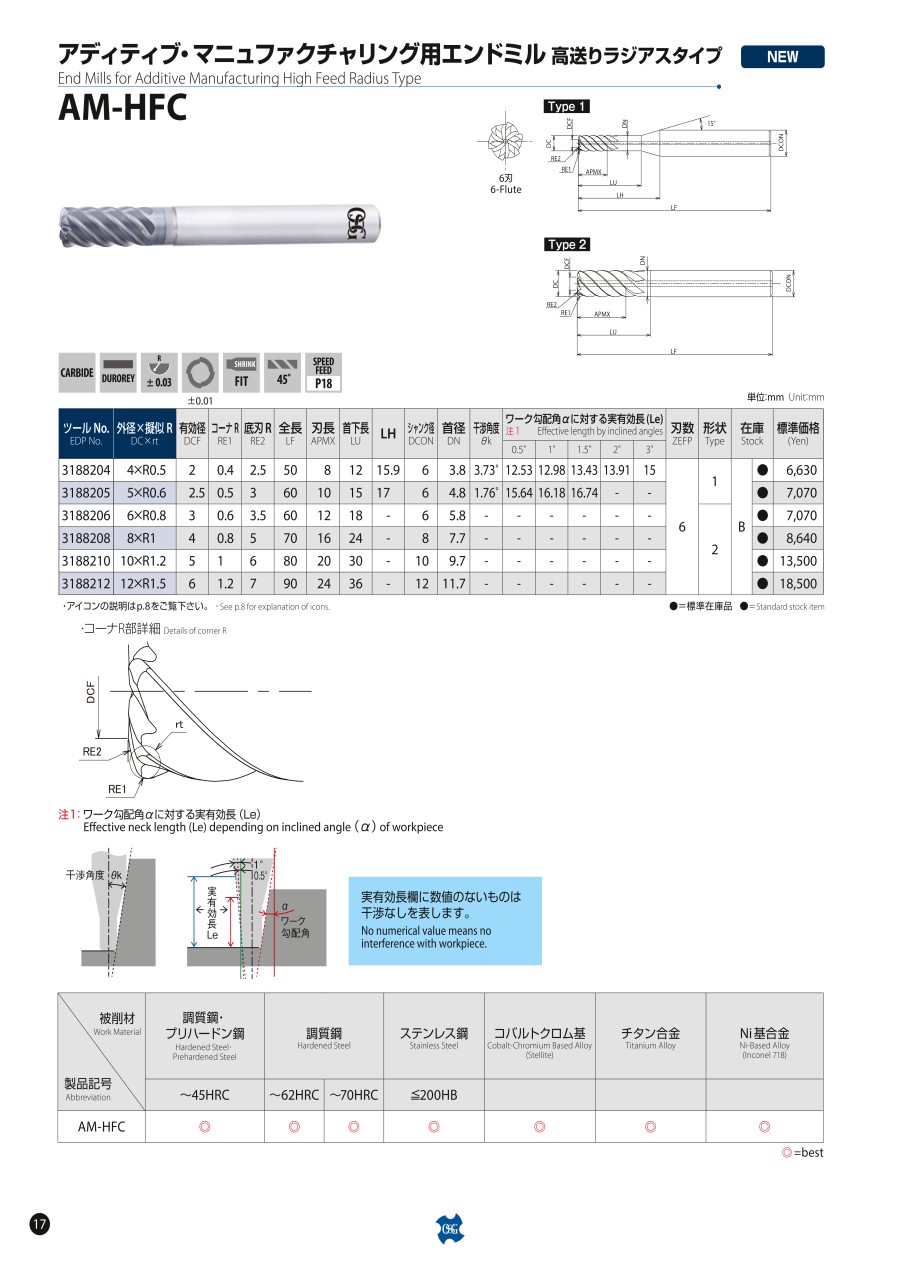
AM-HFC アディティブ・マニュファクチャリング用エンドミル 高送りラジアスタイプ

- 通常単価(税別)
- 5,469円~15,200円
- 税込単価
- 6,016円~16,720円
高硬度な金属積層部の高送り加工を実現。【特長】・平面部加工に最適化した複合ラジアス刃形・さらい刃仕様・...
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
(1)平面部加工に最適化した複合ラジアス刃形
・切込み量が不安定な形状に耐えうる強靭な切れ刃
_001.jpg)
(2)さらい刃仕様
・底刃のチッピングを抑制
・良好な加工面品位を実現
_001.jpg)
(3)オイルホール付き仕様
アディティブ・マニュファクチャリングによる造形面
_001.jpg)
- 突発的に切込み量が大きくなっても欠けにくい刃先仕様
- 加工時間の短縮
性能・試験情報
さらい刃が良好な加工面を実現
| 使用工具 | AM-HFC Φ4×R0.5 | 他社品A 6刃 | 他社品B 4刃 |
|---|---|---|---|
| 被削材 | SKD61 積層材(50HRC) | ||
| 切削方法 | 正面切削 | ||
| 切削速度 | 60m/min(4775min-1) | ||
| 送り速度 | 4300mm/min | ||
| 0.15mm/t | 0.225mm/t | ||
| 切込深さ | ap=0.16mm ae=2mm | ||
| 切削油剤 | エアブロー | ||
| 使用機械 | 立形マシニングセンタ(BT40) | ||
切削初期時点での底面粗さ
.jpg)
外形図
_001.jpg)
Type 1
_001.jpg)
Type 2
_001.jpg)
コーナR部詳細
使用方法・使用事例
使用事例
加工データ
■ 底刃・外周刃ともに欠けもなく安定加工
| 使用工具 | AM-HFC Φ10×R1.2 | |
|---|---|---|
| 被削材 | S600(SKH51相当)65HRC | |
| 切削方法 | 正面切削 | トロコイド加工 |
| 切削速度 | 100m/min(3200min-1) | |
| 送り速度 | 1536mm/min (0.08mm/t) | 900mm/min (0.046mm/t) |
| 切込深さ | ap=0.1mm ae=4mm | ap=5mm ae=0.2mm |
| 切削油剤 | エアブロー | |
| 使用機械 | 立形マシニングセンタ(BT40) | |
.jpg)
加工形状
正面切削3溝、トロコイド加工2溝加工後の損耗状態
| 底刃 | 外周刃 | ||
| AM-HFC | 他社品 | AM-HFC | 他社品 |
|---|---|---|---|
_001.jpg) | .jpg) | .jpg) | .jpg) |
・AM-HFCは底刃・外周刃ともに欠けもなく継続使用可能
AM-HFCで加工した底面の状況
| 正面切削 | トロコイド加工 |
|---|---|
.jpg) | .jpg) |
■インコネル718(積層材)での加工事例
協力:オークマ株式会社
| 使用工具 | AM-HFC Φ10×R1.2 |
|---|---|
| 被削材 | インコネル718(積層材) |
| 切削方法 | 正面切削 |
| 切削速度 | 50m/min(1592min-1) |
| 送り速度 | 478mm/min(0.05mm/t) |
| 切込深さ | ap=0.5mm ae=2mm |
| 切削油剤 | エアブロー |
| 使用機械 | 5軸加工機 |
.jpg)
オークマ株式会社製LASER EXにて造形・加工
インコネル718(積層材)に対して8ワーク(総切削量:188.8cm3以上)まで加工可能であった。
動画
推奨切削条件
推奨切削条件表
・ランピング加工時の最大傾斜角(E°)
| 外径×擬似 R DC×rt | ランピング角度 E° | ヘリカル穴あけ (mm) | ヘリカル角度 P° | |
|---|---|---|---|---|
| 最小径 | 最大径 | |||
| 4×R0.5 | 3° | 6 | 7 | 1.5° |
| 5×R0.6 | 7.5 | 9 | ||
| 6×R0.8 | 9 | 11 | ||
| 8×R1 | 12 | 15 | ||
| 10×R1.2 | 15 | 19 | ||
| 12×R1.5 | 18 | 23 | ||
.jpg)
・プログラム作成上の刃先形状定義
| 外径 DC | 擬似 R rt | 削り残し量 Z |
|---|---|---|
| 4 | R0.5 | 0.11 |
| 5 | R0.6 | 0.15 |
| 6 | R0.8 | 0.17 |
| 8 | R1 | 0.22 |
| 10 | R1.2 | 0.31 |
| 12 | R1.5 | 0.36 |
加工に際しては、それぞれ擬似Rのラジアスエンドミルとして加工プログラムを作成下さい。
.jpg)
工具突出し量による係数(%)
| 工具突出し量 | 切削速度 | 軸方向切り込み ap | 1 刃当たりの送り量 fz |
|---|---|---|---|
| L/D≦4 | 100% | 100% | 100% |
| 4<L/D≦5 | 90% | 75% | 80% |
| 5<L/D≦6 | 80% | 50% | 60% |
正面切削
| 被削材 | 調質鋼・プリハードン鋼 | 調質鋼 | ステンレス鋼 | |||||
|---|---|---|---|---|---|---|---|---|
| ~45HRC | ~62HRC | ~70HRC | ≦200HB | |||||
| 切削速度 | 90~110m/min | 70~90m/min | 50~70m/min | 100~120m/min | ||||
| 外径×擬似R DC×rt | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) |
| 4×R0.5 | 7960 | 5730 | 6370 | 4590 | 4780 | 1720 | 8760 | 6310 |
| 5×R0.6 | 6370 | 5730 | 5100 | 4590 | 3820 | 1720 | 7010 | 6310 |
| 6×R0.8 | 5310 | 5730 | 4250 | 4590 | 3180 | 1720 | 5840 | 6310 |
| 8×R1 | 3980 | 5730 | 3180 | 4580 | 2390 | 1720 | 4380 | 6310 |
| 10×R1.2 | 3180 | 5720 | 2550 | 4590 | 1910 | 1720 | 3500 | 6300 |
| 12×R1.5 | 2650 | 5720 | 2120 | 4580 | 1590 | 1720 | 2920 | 6310 |
| 切込深さ | .jpg) | |||||||
※ピック量が0.5D以上の場合、加工面にカスプが発生することがあります。
| 被削材 | コバルトクロム基 | チタン合金 | Ni基合金 (Inconel718) | |||
|---|---|---|---|---|---|---|
| 切削速度 | 90~110m/min | 70~90m/min | 30~50m/min | |||
| 外径×擬似R DC×rt | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) |
| 4×R0.5 | 7960 | 5730 | 6370 | 4590 | 3180 | 760 |
| 5×R0.6 | 6370 | 5730 | 5100 | 4590 | 2550 | 770 |
| 6×R0.8 | 5310 | 5730 | 4250 | 4590 | 2120 | 760 |
| 8×R1 | 3980 | 5730 | 3180 | 4580 | 1590 | 760 |
| 10×R1.2 | 3180 | 5720 | 2550 | 4590 | 1270 | 760 |
| 12×R1.5 | 2650 | 5720 | 2120 | 4580 | 1060 | 760 |
| 切込深さ | _001.jpg) | |||||
※ピック量が0.5D以上の場合、加工面にカスプが発生することがあります。
側面切削
| 被削材 | 調質鋼・プリハードン鋼 | 調質鋼 | ステンレス鋼 | |||||
|---|---|---|---|---|---|---|---|---|
| ~45HRC | ~62HRC | ~70HRC | ≦200HB | |||||
| 切削速度 | 80~100m/min | 50~70m/min | 30~50m/min | 90~110m/min | ||||
| 外径×擬似R DC×rt | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) |
| 4×R0.5 | 7170 | 1200 | 4780 | 570 | 3180 | 230 | 7960 | 1340 |
| 5×R0.6 | 5730 | 1200 | 3820 | 570 | 2550 | 230 | 6370 | 1340 |
| 6×R0.8 | 4780 | 1200 | 3180 | 570 | 2120 | 230 | 5310 | 1340 |
| 8×R1 | 3580 | 1720 | 2390 | 800 | 1590 | 380 | 3980 | 1910 |
| 10×R1.2 | 2870 | 1720 | 1910 | 800 | 1270 | 380 | 3180 | 1910 |
| 12×R1.5 | 2390 | 1720 | 1590 | 800 | 1060 | 380 | 2650 | 1910 |
| 切込深さ | .jpg) | .jpg) | .jpg) | _001.jpg) | ||||
| 被削材 | コバルトクロム基 | チタン合金 | Ni基合金 (Inconel718) | |||
|---|---|---|---|---|---|---|
| 切削速度 | 80~100m/min | 50~70m/min | 20~40m/min | |||
| 外径×擬似R DC×rt | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) |
| 4×R0.5 | 7170 | 1200 | 4780 | 570 | 2390 | 230 |
| 5×R0.6 | 5730 | 1200 | 3820 | 570 | 1910 | 230 |
| 6×R0.8 | 4780 | 1200 | 3180 | 570 | 1590 | 230 |
| 8×R1 | 3580 | 1720 | 2390 | 800 | 1190 | 230 |
| 10×R1.2 | 2870 | 1720 | 1910 | 800 | 960 | 230 |
| 12×R1.5 | 2390 | 1720 | 1590 | 800 | 800 | 230 |
| 切込深さ | _002.jpg) | _001.jpg) | ||||
1.本工具はアディティブ・マニュファクチャリング(金属積層)、金型肉盛り部表層の荒取り加工に使用することを推奨します。
2.機械、ホルダは剛性のある精度の高いものをご使用下さい。
3.上表の値はあくまでも目安です。実際の加工における切削条件は上表を参考に状況に応じて設定下さい。
4.推奨条件よりも切込み量を大きくとる場合は、送り速度を抑えてご使用下さい。
5.上表は、工具の突出し量が4D以下の場合の目安です。突出し量が大きな場合は、びびりが発生しやすくなりますので係数を参考に、回転速度、送り速度、切込み深さを調整下さい。
6.切削油剤は被削材に適したもので、発煙性の少ないものをご使用下さい。
7.乾式の場合には、切りくず詰まりが無いようエアブローにて切りくずを除去下さい。
8.ステンレス鋼、コバルトクロム合金、チタン合金、Ni基合金の加工には、水溶性切削油剤の使用を推奨します。
9.工具の振れ精度を最小限に抑えてご使用下さい。
10.コーナ部等切削負荷が変動する場合は、回転速度を抑えてご使用下さい。
適用被削材
| 製品記号被削材 | 調質鋼・プリハードン鋼 | 調質鋼 | ステンレス鋼 | コバルトクロム基 | チタン合金 | Ni基合金 (Inconel718) | |
|---|---|---|---|---|---|---|---|
| ~45HRC | ~62HRC | ~70HRC | ≦200HB | ||||
| AM-HFC | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ |
◎=best
型番リスト
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
5,469円 ( 6,016円 ) | 1日目 |
5,848円 ( 6,433円 ) | 1日目 |
5,848円 ( 6,433円 ) | 1日目 |
7,139円 ( 7,853円 ) | 1日目 |
11,087円 ( 12,196円 ) | 1日目 |
15,200円 ( 16,720円 ) | 1日目 |
詳細情報
基本情報
高硬度な金属積層部の高送り加工を実現。
【特長】
・平面部加工に最適化した複合ラジアス刃形
・さらい刃仕様
・オイルホール付き仕様
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
この商品を見た人は、こんな商品も見ています













最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ラジアスエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/ショートタイプ
4.3通常価格(税別):2,120円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬ラジアスエンドミル 2枚刃/ショートタイプ
4.3通常価格(税別):1,830円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/レギュラータイプ
4.4通常価格(税別):2,990円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.5通常価格(税別):2,150円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ラジアスエンドミル 4枚刃/45°ネジレ/ショートタイプ
4.6通常価格(税別):3,700円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 3枚刃/45゜ネジレ/レギュラータイプ
4通常価格(税別):2,990円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬不等リードラジアスエンドミル 4枚刃/ショートタイプ
4.3通常価格(税別):3,230円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ラジアスエンドミル 2枚刃/ショートタイプ
3.9通常価格(税別):2,310円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
VACシリーズ超硬不等リードラジアスエンドミル 4枚刃/レギュラータイプ
4.4通常価格(税別):2,730円~
通常出荷日:当日出荷可能在庫品1日目~