ツール用品技術窓口
この商品と似ている商品
-

オーエスジー
ディスクカッタ PFDC用インサート
オーエスジー
-通常価格(税別):131915円~
通常出荷日:1日目
-

オーエスジー
PFDC フェニックスシリーズ ディスクカッタ用インサート
-通常価格(税別):2049円~
通常出荷日:1日目
-

オーエスジー
フェニックスシリーズ4コーナ肩削りカッタ用チップ
オーエスジー
5.0通常価格(税別):1000円~
通常出荷日:1日目
-

日進工具
MSB230 無限コーティング 2枚刃ボールエンドミル
4.4通常価格(税別):2797円~
通常出荷日:在庫品1日目
-

日研工作所
ミーリングチャック BT40-C
日研工作所
-通常価格(税別):23852円~
通常出荷日:2日目 ~
-

マンヨーツール
FMA フェイスミルアーバ 正面フライスカッタ用
マンヨーツール
-通常価格(税別):18435円~
通常出荷日:5日目
-

三菱マテリアル
AXD4000形正面エンドミル
三菱マテリアル
-通常価格(税別):32850円~
通常出荷日:2日目
-

オーエスジー
F3042B SL F3000シリーズ ポジティブミル ネオ シェルタイプ
-通常価格(税別):64685円~
通常出荷日:1日目
-

オーエスジー
4刃 ショート形 MG-EMS
オーエスジー
3.0通常価格(税別):24642円~
通常出荷日:1日目
-

三菱マテリアル
T溝用 TSMP
三菱マテリアル
-通常価格(税別):26650円~
通常出荷日:2日目
絞り込み条件
外径Dc(φ)
~mm- 80
- 100
- 125
全長L/カッタ高さ(mm)
~mm- 40
- 45
刃数(枚)
~mm- 4
- 5
穴径(mm)
~mm- 22
- 25.4
ツ-ルNo.
~mm- 7835101
- 7835102
- 7835103
- 7835104
- 7835105
- 7835106
タイプ
~mm出荷日
- すべて
- 1日以内
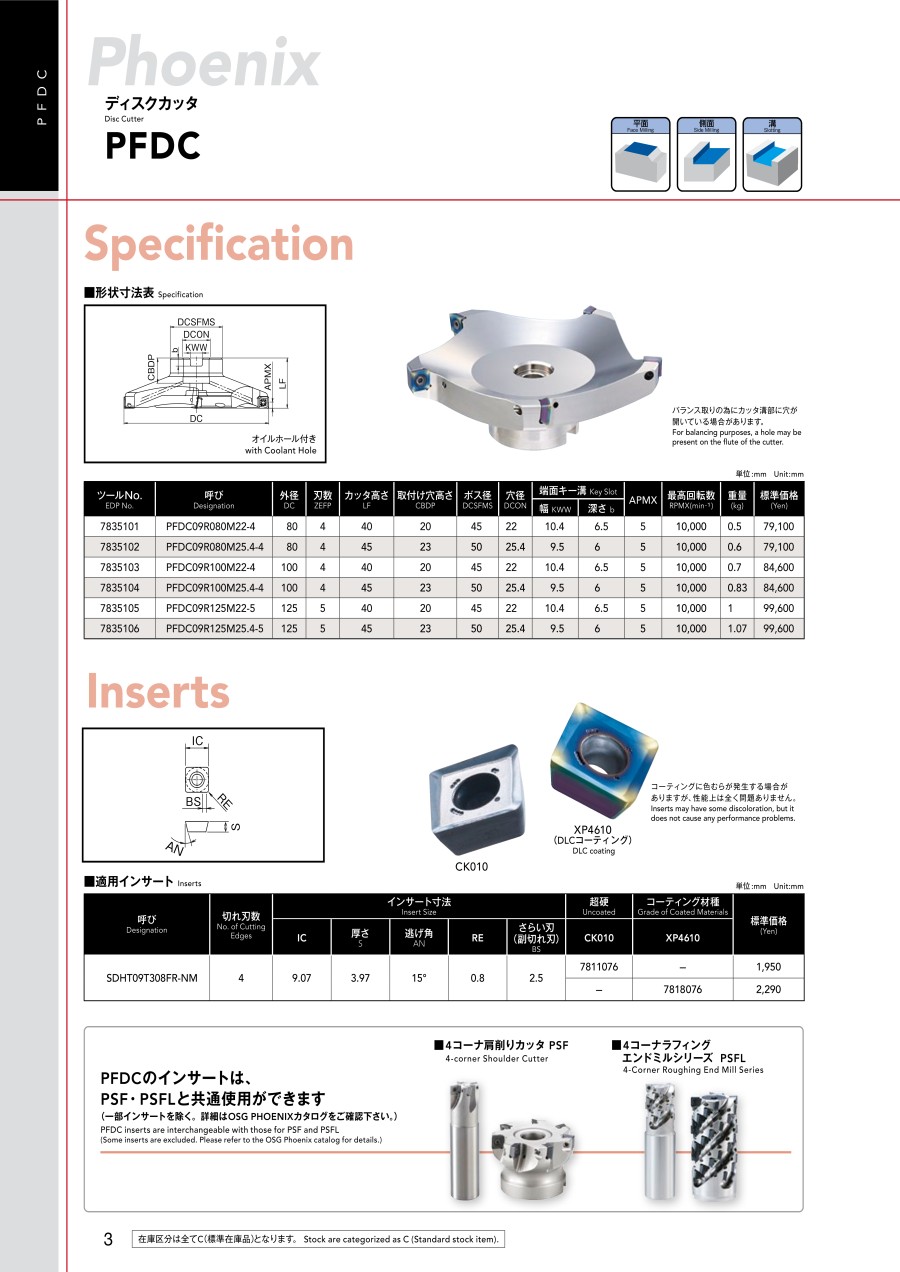
PFDC フェニックスシリーズ ディスクカッタ

- 通常単価(税別)
- 70,708円~89,165円
- 税込単価
- 77,779円~98,082円
【特長】・小型マシニングセンタに搭載可能な軽量大径ディスクカッタ・1パス加工でつなぎ目のない均一な加工...
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- カッタ本体には、チップは付属しておりません。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
小型マシニングセンタに搭載可能な軽量大径ディスクカッタ
■BT30でΦ125が使用可能
.jpg)
■1パス加工でつなぎ目のない均一な加工面
従来小型マシニングセンタでは困難であった切削幅の広い1パス加工を可能にします
.jpg)
■A5052の正面切削加工
| 使用工具 | PFDC09R125M22.5(Φ125×5刃) |
|---|---|
| 使用インサート(材種) | SDHT09T308FR-NM(CK010) |
| 被削材 | A5052 |
| 切削速度 | 1000m/min(2547min-1) |
| 送り速度 | 1273mm/min(0.1mm/t) |
| 切込深さ | ap=0.1mm ae=100mm |
| 切削油剤 | なし(エアブロー)※ |
| 使用機械 | 立形マシニングセンタ(BT30) |
※動画撮影の為、エアブローで加工
ワーク加工面
.jpg)
小型マシニングセンタ活用で省エネルギー
消費電力イメージ図
.jpg) (kWh)
(kWh)(kWh)
上記グラフは、オーエスジー社調べによるイメージです。
従来BT40番相当のマシニングセンタで加工していた工程をBT30番相当の小型マシニングセンタに置き換えることで、大きな消費電力削減に貢献します。
性能・試験情報
カッタパスのつなぎ目が無い半導体製造装置の部品加工
| 使用工具 | PFDC09R125M22.5 (Φ125×5刃) | 他社品(Φ50×5刃) |
|---|---|---|
| 使用インサート(材種) | SDHT09T308FR-NM(CK010) | 超硬DLCコーティングインサート |
| 被削材 | A5052 | |
| 切削速度 | 2000m/min(5000min-1) | 1300m/min(8000min-1) |
| 送り速度 | 2000mm/min(0.08mm/t) | 2000mm/min(0.05mm/t) |
| 切込深さ | ap=0.2mm ae=65mm | ap=0.2mm ae=32.5mm |
| パス回数 | 1パス | 2パス |
| 切削油剤 | 水溶性切削油剤 | |
| 使用機械 | 立形マシニングセンタ(BT30) | |
.jpg)
PFDCΦ125で加工することによって、1パス加工が可能になり能率が向上。カッタパスのつなぎ目もなくなった。
ADC12仕上げ加工加工面比較
| 使用工具 | PFDC09R125M22.5 (Φ125×5刃) | 他社品(Φ125×6刃) |
|---|---|---|
| 使用インサート(材種) | SDHT09T308FR-NM(CK010) | 超硬ノンコートインサート |
| 被削材 | ADC12 | |
| 切削速度 | 1500m/min(3820min-1) | |
| 送り速度 | 2292mm/min(0.12mm/t) | 2292mm/min(0.1mm/t) |
| 切込深さ | ap=0.1mm ae=90mm | |
| 切削油剤 | 水溶性切削油剤 | |
| 使用機械 | 立形マシニングセンタ(BT30) | |
.jpg)
従来品はVc1500m/minでびびり音が発生したが、PFDCは問題なく加工することができた。
【熱可塑性樹脂】MC901(ナイロン)の正面切削加工
| 使用工具 | PFDC09R125M22.5(Φ125×5刃) |
|---|---|
| 使用インサート(材種) | SDHT09T308FR-NM(XP4610) |
| 被削材 | MC901(ナイロン) |
| 切削速度 | 2750m/min(7000min-1) |
| 送り速度 | 3500mm/min(0.1mm/t) |
| 切込深さ | ap=0.2mm ae=100mm |
| 切削方向 | ダウンカット |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ(BT30) |
.jpg)
PFDC(XP4610)では、むしれや焼け等のない良好な加工面となった。
【熱可塑性樹脂】アクリル(キャスト板)の正面切削加工
| 使用工具 | PFDC09R125M22.5(Φ125×5刃) |
|---|---|
| 使用インサート(材種) | SDHT09T308FR-NM(XP4610) |
| 被削材 | アクリル(キャスト板) |
| 切削速度 | 2000m/min(5000min-1) |
| 送り速度 | 762mm/min(0.03mm/t) |
| 切込深さ | ap=0.2mm ae=100mm |
| 切削方向 | ダウンカット |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ(BT30) |
.jpg)
PFDC(XP4610)は透き通った良好な加工面が得られた。
【熱硬化性樹脂】紙ベークライトの正面切削加工
| 使用工具 | PFDC09R100M22-4(Φ100×4刃) |
|---|---|
| 使用インサート(材種) | SDHT09T308FR-NM(XP4610) |
| 被削材 | 紙ベークライト |
| 切削速度 | 2200m/min(7000min-1) |
| 送り速度 | 2800mm/min(0.1mm/t) |
| 切込深さ | ap=0.2mm ae=80mm |
| 切削方向 | ダウンカット |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ(BT30) |
.jpg)
ベークライトは層状に積み重なっている。PFDC(XP4610)は高速条件下でもコバ欠けがなく、安定した加工が可能であった。
外形図
.jpg)
動画
推奨切削条件
推奨切削条件表
| 被削材 | 成分 | 材質記号 | 切削速度Vc(m/min) | 一刃当たりの送り量fz(mm/t) | 切込深さap(mm) | |
|---|---|---|---|---|---|---|
| N | ||||||
| アルミニウム合金 | ~12%Si | A7075・A5052・A2017他 ADC12他 | 200~2500 | 0.15(0.05~0.25) | 3 | |
| 13%Si~ | AC9A・AC98他 | 100~300 | 0.15(0.05~0.25) | 3 | ||
| 熱可塑性樹脂(XP4610推奨) | - | MCナイロン・PVC・POM・PTFE(乾式) | 2700(1500~4000) | 0.1(0.05~0.15) | 2 | |
| - | PP・6ナイロン(乾式) | 3800(3500~4000) | 0.1(0.05~0.15) | 2 | ||
| - | アクリル・透明PVC(乾式) | 1700(1000~2500) | 0.03(0.02~0.05) | 2 | ||
| - | アクリル・透明PVC(湿式) | 2000(1000~3500) | 0.03(0.02~0.05) | 2 | ||
| 熱硬化性樹脂(XP4610推奨) | - | ベークライト(乾式) | 1600(600~2200) | 0.1(0.05~0.15) | 2 | |
切削条件時の注意
※上記数字は実切削速度における一般的な値を示したものです。加工環境に合わせて適宜調整してください。
※最高回転数10000(min-1)を超えない範囲でご使用ください。
型番リスト
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
70,708円 ( 77,779円 ) | 1日目 |
70,708円 ( 77,779円 ) | 1日目 |
75,593円 ( 83,152円 ) | 1日目 |
75,593円 ( 83,152円 ) | 1日目 |
89,165円 ( 98,082円 ) | 1日目 |
89,165円 ( 98,082円 ) | 1日目 |
詳細情報
基本情報
【特長】
・小型マシニングセンタに搭載可能な軽量大径ディスクカッタ
・1パス加工でつなぎ目のない均一な加工面
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- カッタ本体には、チップは付属しておりません。
この商品を見た人は、こんな商品も見ています













最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

カッター・刃先交換式エンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

MOLDINO(モルディノ・旧三菱日立ツール)
Max1 刃先交換式エンドミルMX形
4通常価格(税別):10,345円~
通常出荷日:当日出荷可能在庫品1日目~

タンガロイ
TACエンドミル壁面高精度タイプ EPE6000
0通常価格(税別):38,330円~
通常出荷日:1日目
三菱マテリアル
多機能用 AQX
0通常価格(税別):16,250円~
通常出荷日:1日目~
富士元工業
シュリリン
0通常価格(税別):18,506円~
通常出荷日:4日目
住友電工ハードメタル
アルミニウム合金用高能率カッタ SRF型
0通常価格(税別):46,824円~
通常出荷日:1日目~
京セラ
ミーリング用ホルダ 極小径
0通常価格(税別):14,910円~
通常出荷日:2日目~
タンガロイ
小径直角肩加工用カッタ HPAV-06-S
0通常価格(税別):21,100円~
通常出荷日:1日目
三菱マテリアル
ARP 難削材加工用ラジアスカッタ シャンクタイプ
0通常価格(税別):38,740円~
通常出荷日:4日目
住友電工ハードメタル
SEC-ウェーブミル WEZ 11000E型
0通常価格(税別):14,450円~
通常出荷日:1日目~