ツール用品技術窓口
この商品と似ている商品
-

三菱マテリアル
VFR2SB 高硬度鋼加工用 2枚刃インパクトミラクルレボリューションボールエンドミル(S)
-通常価格(税別):7380円~
通常出荷日:1日目 ~
-

ミスミ
MRCシリーズ超硬テーパエンドミル 4枚刃/レギュラータイプ
4.3通常価格(税別):4850円~
通常出荷日:在庫品1日目
-

ミスミ
TSCシリーズ超硬ボールエンドミル 4枚刃/レギュラ-
3.8通常価格(税別):2800円~
通常出荷日:在庫品1日目
-

ミスミ
TiAlNコート超硬NC用スポットドリル レギュラー/ロングシャンク
4.4通常価格(税別):2970円~
通常出荷日:在庫品1日目
-

ユニオンツール
HSB HMコート 1枚刃・2枚刃
ユニオンツール
-通常価格(税別):2014円~
通常出荷日:3日目
-

三菱マテリアル
MS2XLB 2枚刃エムスターロングネックボールエンドミル
三菱マテリアル
-通常価格(税別):4396円~
通常出荷日:在庫品1日目
-

MOLDINO(モルディノ・旧三菱日立ツール)
ATパワーヘリカルシリーズ ハイヘリカル HSN□□-AT
MOLDINO(モルディノ・旧三菱日立ツール)
-通常価格(税別):4558円~
通常出荷日:在庫品1日目
-

タンガロイ
直角肩加工用カッタ TungForece-Recシリーズ HPAV06-M形
-通常価格(税別):20590円~
通常出荷日:1日目
-

レノックス
ダイマスター2【5個入り】
レノックス
-通常価格(税別):12421円~
通常出荷日:3日目 ~
-

ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長3Dタイプ
4.6通常価格(税別):560円~
通常出荷日:在庫品1日目
絞り込み条件
刃径(mm)
~mm- 1
- 2
- 3
- 4
- 5
- 6
- 8
- 10
- 12
刃長(mm)
~mm- 2.5
- 6
- 8
- 12
- 14
- 18
- 22
コーナ・ボール半径(mm)
~mm- 0.5
- 1
- 1.5
- 2
- 2.5
- 3
- 4
- 5
- 6
シャンク径(mm)
~mm- 6
- 8
- 10
- 12
全長(mm)
~mm- 50
- 60
- 70
- 80
- 90
- 100
- 110
タイプ
~mm出荷日
- すべて
- 4日以内
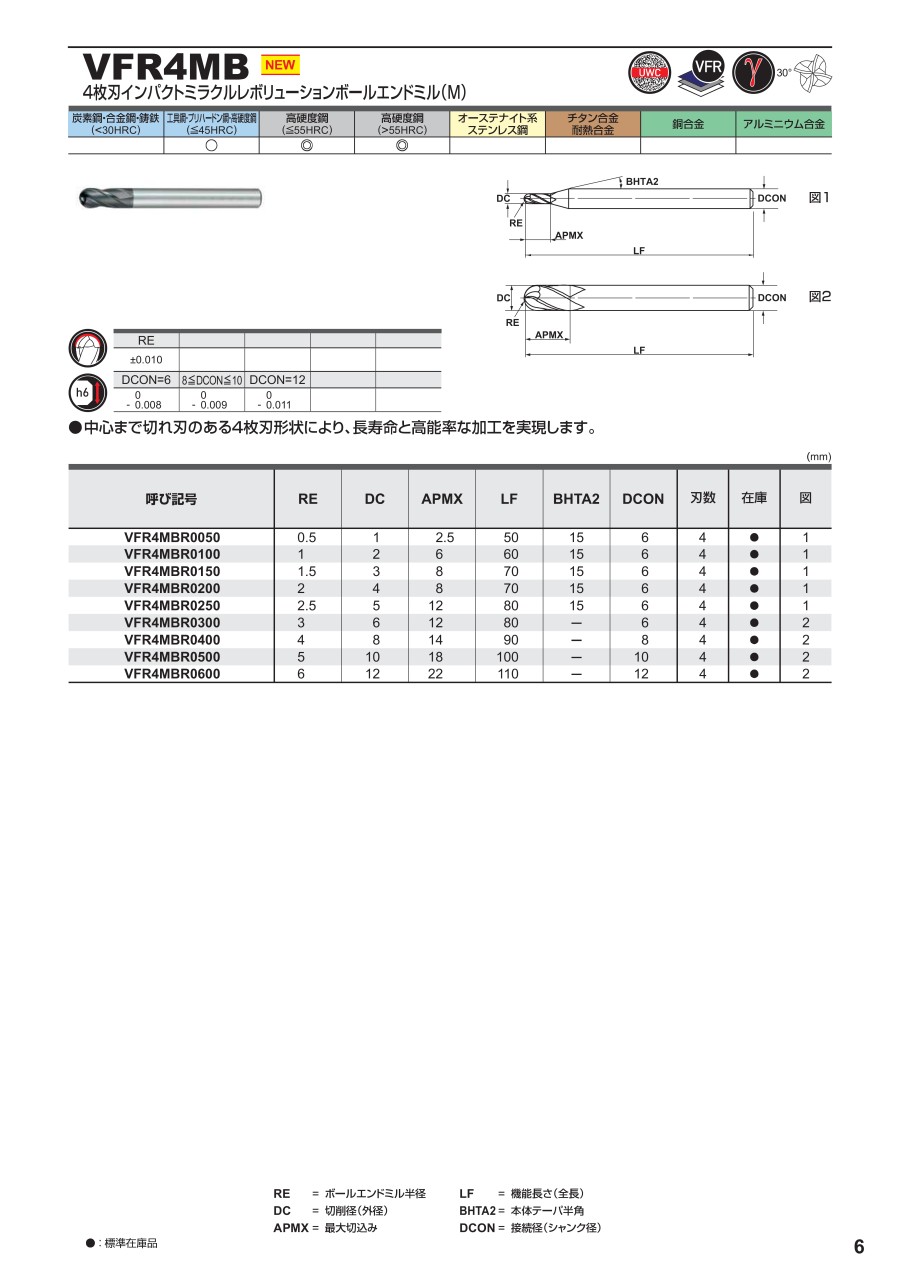
VFR4MB 4枚刃インパクトミラクルレボリューションボールエンドミル(M)

- 通常単価(税別)
- 7,870円~29,435円
- 税込単価
- 8,657円~32,379円
仕上げ加工での送り速度を上げ、高能率加工を実現する。【特長】・傾斜変動に強い、フル4枚刃仕様
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
インパクトミラクルレボリューションコーティング
耐酸化性と潤滑性に優れる新開発の(Al、Cr、Si)N 系コーティングと耐摩耗性と高密着性で実績の高い(Al、Ti、Si)N コーティングの組み合わせで、高硬度鋼加工で優れた耐摩耗性を発揮する新コーティングです。

工具径により色見が異なりますが、性能を発揮できるための調整によるものです。
被削材硬度による使い分け

4枚刃ボールエンドミル(M)
VFR4MB
仕上げ加工での送り速度を上げ、高能率加工を実現する
仕上げ面をそのままに時間短縮が見込めます。

2枚刃と4枚刃の使い分け
切込み量の大きい荒加工には、チップポケットの大きい2枚刃が優位です。
切込み量が小さい仕上げ加工には、高送りの設定が可能な4枚刃が高能率加工と摩耗の抑制となります。
被削材の硬度が高い場合、切込み量を小さくすることを推奨しますので、4枚刃での加工が優位です。

性能・試験情報
[切削性能]
ASP23(62HRC)仕上げ面比較
4枚刃は高能率加工に優位ですが、同じ送り速度の場合には、仕上げ面が向上します。
VFR4MB

2枚刃従来品



<切削条件>
被削材:ASP23(62HRC)
使用工具:VFR4MBR0400 DC=8mm
回転速度:n=12000min-1
送り速度:f=3600mm/min
切込み量:ap=0.2mm、ae=0.8mm
突出し長さ:20mm
加工形態:エアブロー、ダウンカット
HAP72(69HRC)耐摩耗性比較
インパクトミラクルレボリューションエンドミルは高硬度な被削材の加工も優れた耐摩耗性を発揮します。

切削長さ20m加工後撮影

VFR4MB

従来品A

従来品B
<切削条件>
被削材:HAP72(69HRC)
使用工具:VFR4MBR0100 DC=2mm
回転速度:n=16000min-1
送り速度:f=1200mm/min
切込み量:ap=0.06mm、ae=0.2mm
突出し長さ:17mm
加工形態:エアブロー、ダウンカット
使用機械:立形MC
外形図

図1

図2
| 呼び記号 | RE | DC | APMX | LF | BHTA2 | DCON | 刃数 | 図 |
|---|---|---|---|---|---|---|---|---|
| VFR4MBR0050 | 0.5 | 1 | 2.5 | 50 | 15 | 6 | 4 | 1 |
| VFR4MBR0100 | 1 | 2 | 6 | 60 | 15 | 6 | 4 | 1 |
| VFR4MBR0150 | 1.5 | 3 | 8 | 70 | 15 | 6 | 4 | 1 |
| VFR4MBR0200 | 2 | 4 | 8 | 70 | 15 | 6 | 4 | 1 |
| VFR4MBR0250 | 2.5 | 5 | 12 | 80 | 15 | 6 | 4 | 1 |
| VFR4MBR0300 | 3 | 6 | 12 | 80 | - | 6 | 4 | 2 |
| VFR4MBR0400 | 4 | 8 | 14 | 90 | - | 8 | 4 | 2 |
| VFR4MBR0500 | 5 | 10 | 18 | 100 | - | 10 | 4 | 2 |
| VFR4MBR0600 | 6 | 12 | 22 | 110 | - | 12 | 4 | 2 |
使用方法・使用事例
使用事例
加工事例
4枚刃ボールエンドミル(M)
VFR4MB
プレス金型部品(60HRC)高能率&高精度仕上げ加工
| お客様課題 |
(1)曲線形状の被削材にラジアスエンドミルが使用できず加工能率に問題がある。 (2)4枚刃を使用したことはあるが、先端部使用時の切りくず排出性が悪く、加工面のむしれが発生した。現在は2枚刃を使用。 (3)2枚刃では先端部の摩耗が大きく、切削長さの長い加工では加工面、加工精度が維持できず、工具交換が必要になる。 |

<切削条件>
被削材:SKD11相当(60HRC)
回転速度:n=6000min-1
送り速度:f=2800mm/min
切込み量:ap=0.02mm、ae=表面粗さ6.3z設定
加工形態:エアブロー
使用機械:立形MC(BBT50)
加工時間:120min
加工時間120min加工後撮影

VFR4MB 底刃の状態
VB摩耗:17μm
お客様評価コメント
・プレス金型部品の緩斜面(曲線)の加工では、工具先端部を酷使するも、VFR4MBに摩耗はほとんどなく、面粗さにも変化がなかった。
・2時間以上の加工の場合、2枚刃では工具の交換が必要だったが、VFR4MBでは1本での加工が可能となり、コストの低減を実現し課題解決ができた。また、送り速度も1.5倍にすることができ、加工時間も短縮できている。
推奨切削条件
推奨切削条件表
| 被削材 | 高硬度鋼(45-55HRC) | 高硬度鋼(55-65HRC) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ボール半径 RE | α≦15° | α>15° | 切込み量 ap | 切込み量 ae | α≦15° | α>15° | 切込み量 ap | 切込み量 ae | |||||
| 回転速度(min-1) | 送り速度(mm/min) | 回転速度(min-1) | 送り速度(mm/min) | 回転速度(min-1) | 送り速度(mm/min) | 回転速度(min-1) | 送り速度(mm/min) | ||||||
| 0.5 | 40000 | 8000 | 40000 | 3800 | 0.06 | 0.10 | 40000 | 5600 | 40000 | 3100 | 0.05 | 0.10 | |
| 1.0 | 40000 | 9600 | 40000 | 5600 | 0.11 | 0.20 | 40000 | 8000 | 28000 | 3100 | 0.10 | 0.20 | |
| 1.5 | 40000 | 12000 | 32000 | 5600 | 0.13 | 0.30 | 32000 | 7700 | 19000 | 2900 | 0.12 | 0.30 | |
| 2.0 | 32000 | 11000 | 24000 | 4700 | 0.15 | 0.40 | 24000 | 6200 | 14000 | 2500 | 0.13 | 0.40 | |
| 2.5 | 25000 | 9000 | 19000 | 3800 | 0.20 | 0.50 | 19000 | 5300 | 12000 | 2200 | 0.15 | 0.50 | |
| 3.0 | 21000 | 8400 | 15000 | 3400 | 0.25 | 0.60 | 16000 | 4800 | 9600 | 2000 | 0.20 | 0.60 | |
| 4.0 | 16000 | 6400 | 12000 | 2600 | 0.30 | 0.80 | 12000 | 3600 | 7200 | 1600 | 0.20 | 0.80 | |
| 5.0 | 13000 | 5200 | 9600 | 2200 | 0.50 | 1.00 | 10000 | 3200 | 5800 | 1300 | 0.20 | 1.00 | |
| 6.0 | 9000 | 3600 | 7200 | 1700 | 0.50 | 1.20 | 7000 | 2200 | 4300 | 940 | 0.30 | 1.20 | |
| 切込み量基準 |  | ||||||||||||
| 被削材 | 高硬度鋼(65-70HRC) | ||||||
|---|---|---|---|---|---|---|---|
| ボール半径 RE | α≦15° | α>15° | 切込み量 ap | 切込み量 ae | |||
| 回転速度(min-1) | 送り速度(mm/min) | 回転速度(min-1) | 送り速度(mm/min) | ||||
| 0.5 | 40000 | 4700 | 32000 | 1700 | 0.03 | 0.10 | |
| 1.0 | 24000 | 5000 | 16000 | 1200 | 0.06 | 0.20 | |
| 1.5 | 16000 | 4200 | 11000 | 1100 | 0.07 | 0.30 | |
| 2.0 | 12000 | 3100 | 8000 | 1000 | 0.08 | 0.40 | |
| 2.5 | 9600 | 2700 | 6000 | 780 | 0.08 | 0.50 | |
| 3.0 | 8000 | 2300 | 5000 | 780 | 0.09 | 0.60 | |
| 4.0 | 6000 | 1900 | 4000 | 620 | 0.09 | 0.80 | |
| 5.0 | 4800 | 1500 | 3000 | 550 | 0.10 | 1.00 | |
| 6.0 | 3600 | 1100 | 2200 | 400 | 0.10 | 1.20 | |
| 切込み量基準 | | ||||||
切削条件時の注意
注1)切込み量が小さい場合、回転速度と送り速度を上げることができます。また、加工精度を重視される場合は、送り速度を下げてご使用ください。
注2)機械や被削材の剛性がない場合、びびり振動・異常音が発生する場合は、上表の回転速度、送り速度、切込み量を調整してください。
注3)αとは、加工面の傾斜角です。

適用被削材
| 炭素鋼・合金鋼・鋳鉄(<30HRC) | 工具鋼・プリハードン鋼・高硬度鋼(≦45HRC) | 高硬度鋼(≦55HRC) | 高硬度鋼(>55HRC) | オーステナイト系ステンレス鋼 | チタン合金・耐熱合金 | 銅合金 | アルミニウム合金 |
|---|---|---|---|---|---|---|---|
| ○ | ◎ | ◎ |
選定サポート情報
ラインナップのご紹介
シリーズ一覧表
(mm)
| 刃数 | 型番 | 特長 | エンドミル外観 | ボール半径コーナR RE | 切削径(外径)DC | 刃長APMX | サイズ | 被削材 | 掲載ページ | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P | H | ||||||||||||
| 最小 | 最大 | 最小 | 最大 | 最大DC刃長 | 工具鋼≦45HRC | 高硬度鋼≦55HRC | 高硬度鋼>55HRC | ||||||
| ボール | |||||||||||||
| 2 | VFR2SSB | ボール刃の切れ刃強度を向上 ショートシャンクタイプ |  | 0.5 | 6.0 | 1.0 | 12.0 | 12 | 12 | ○ | ◎ | ◎ | メーカーカタログのP.8 |
| 2 | VFR2SB | ボール刃の切れ刃強度を向上 |  | 0.1 | 10.0 | 0.2 | 20.0 | 38 | 36 | ○ | ◎ | ◎ | メーカーカタログのP.9 |
| 2 | VFR2SBF | 鏡面加工用 |  | 0.5 | 3.0 | 1.0 | 6.0 | 12 | 8 | ○ | ◎ | ◎ | メーカーカタログのP.11 |
| 2 | VFR2XLB | ロングネックタイプ 立壁高精度加工用 |  | 0.1 | 3.0 | 0.2 | 6.0 | 6 | 74 | ○ | ◎ | ◎ | メーカーカタログのP.13 |
| 4 | VFR4MB | 高精度高能率仕上げ加工用 フル4枚刃形状 |  | 0.5 | 6.0 | 1.0 | 12.0 | 22 | 9 | ○ | ◎ | ◎ | メーカーカタログのP.6 |
| ラジアス | |||||||||||||
| 4 | VFRPSRB | 完全シームレス DC≧1.5 高精度加工用 1.5≦DC≦5 |  | 0.05 | 3.0 | 0.5 | 12.0 | 18 | 97 | ○ | ◎ | ◎ | メーカーカタログのP.17 |
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
7,870円 ( 8,657円 ) | 4日目 |
8,307円 ( 9,138円 ) | 4日目 |
8,889円 ( 9,778円 ) | 4日目 |
9,253円 ( 10,178円 ) | 4日目 |
10,055円 ( 11,061円 ) | 4日目 |
13,698円 ( 15,068円 ) | 4日目 |
18,725円 ( 20,598円 ) | 4日目 |
24,189円 ( 26,608円 ) | 4日目 |
29,435円 ( 32,379円 ) | 4日目 |
詳細情報
基本情報
仕上げ加工での送り速度を上げ、高能率加工を実現する。
【特長】
・傾斜変動に強い、フル4枚刃仕様
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
商品担当おすすめ


MOLDINO(モルディノ・旧三菱日立ツール)
エポックハイハードボール TH3


この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ボールエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬ボールエンドミル 2枚刃/ショートタイプ
4.4通常価格(税別):940円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬ボールエンドミル 2枚刃/レギュラータイプ
4.3通常価格(税別):1,020円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ボールエンドミル 調質鋼加工用/2枚刃/レギュラータイプ
4.5通常価格(税別):1,210円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ボールエンドミル 調質鋼加工用/2枚刃/ショートタイプ
4.3通常価格(税別):1,210円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ボールエンドミル 2枚刃/ショートタイプ
4.3通常価格(税別):1,270円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
AXTシリーズ超硬ボールエンドミル 調質鋼・高硬度鋼用 2枚刃/レギュラータイプ
0通常価格(税別):1,240円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TSCシリーズ超硬ボールエンドミル 2枚刃/レギュラータイプ
4.1通常価格(税別):1,270円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XCPシリーズ超硬ボールエンドミル 調質鋼・高硬度鋼加工用・2枚刃/ショートタイプ
3.9通常価格(税別):1,780円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XCPシリーズ超硬ボールエンドミル(焼ばめホルダ用)高硬度鋼加工用/2枚刃/スタブタイプ
5通常価格(税別):1,590円~
通常出荷日:当日出荷可能在庫品1日目