ツール用品技術窓口
絞り込み条件
大径(D)(mm)
~mm- 6
- 8
- 10
- 12
シャンクサイズ
~mm- 6
- 8
- 10
- 12
全長(mm)
~mm- 50
- 60
- 70
- 75
刃数
~mm- 5
- 6
刃長(ℓ)(mm)
~mm- 2
- 2.5
- 3.5
- 4.5
ツールNo.
~mm- 9200246
- 9200248
- 9200250
- 9200252
タイプ
~mm出荷日
- すべて
- 1日以内
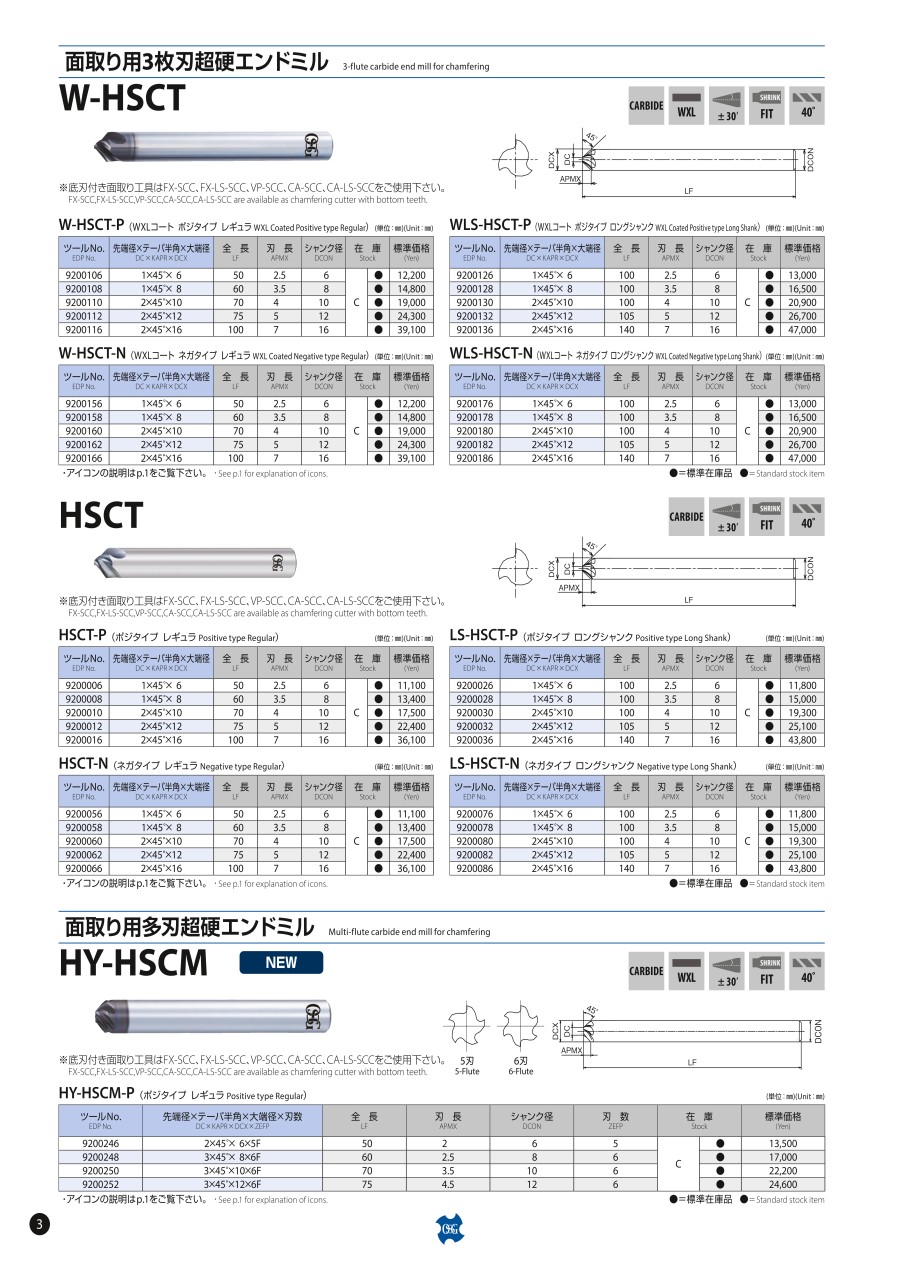
HY-HSCM 面取り用多刃超硬エンドミル

- 通常単価(税別)
- 10,114円~18,331円
- 税込単価
- 11,125円~20,164円
【特長】・多刃仕様による高送り・高能率加工・切れ味と仕上げ面を高次元で両立・返り・バリが激減
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長

外形図

HY-HSCM-P(ポジタイプ レギュラ)の規格表
単位:mm
| 型番 | ツールNo. | 先端径 DC | 大端径 DCX | 全長 LF | 刃長 APMX | シャンク径 DCON | 刃数 |
|---|---|---|---|---|---|---|---|
| HY-HSCM-P-2X45X6X5F | 9200246 | 2 | 6 | 50 | 2 | 6 | 5 |
| HY-HSCM-P-3X45X8X6F | 9200248 | 3 | 8 | 60 | 2.5 | 8 | 6 |
| HY-HSCM-P-3X45X10X6F | 9200250 | 3 | 10 | 70 | 3.5 | 10 | 6 |
| HY-HSCM-P-3X45X12X6F | 9200252 | 3 | 12 | 75 | 4.5 | 12 | 6 |
推奨切削条件
推奨切削条件表
■ 面取り用多刃超硬エンドミル HY-HSCM
| 被削材 | 一般構造用鋼・炭素鋼・鋳鉄 SS400、S50C、FC250 (~750N/mm2) | 合金鋼・工具鋼 SCM、SKT、SKS、SKD (~30HRC) | 調質鋼・プリハードン鋼(快削) SKT、SKD、NAK55、HPM1 (30~38HRC) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 切削速度 | 100~150m/min | 60~110m/min | 35~65m/min | ||||||
| 大端径 (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | 刃当り送り (mm/t) | 回転速度 (min-1) | 送り速度 (mm/min) | 刃当り送り (mm/t) | 回転速度 (min-1) | 送り速度 (mm/min) | 刃当り送り (mm/t) |
| 6 | 6630 | 1160 | 0.035 | 4500 | 450 | 0.02 | 2650 | 265 | 0.02 |
| 8 | 5000 | 1200 | 0.04 | 3380 | 510 | 0.025 | 2000 | 300 | 0.025 |
| 10 | 4000 | 1200 | 0.05 | 2700 | 485 | 0.03 | 1600 | 290 | 0.03 |
| 12 | 3315 | 1200 | 0.06 | 2250 | 470 | 0.035 | 1330 | 280 | 0.035 |
| 切込深さ |  |  | |||||||
| 被削材 | アルミニウム合金 AC4D | ステンレス鋼 SUS304 | 耐熱合金 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 切削速度 | 200~350m/min | 50~100m/min | 25~50m/min | ||||||
| 大端径 (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | 刃当り送り (mm/t) | 回転速度 (min-1) | 送り速度 (mm/min) | 刃当り送り (mm/t) | 回転速度 (min-1) | 送り速度 (mm/min) | 刃当り送り (mm/t) |
| 6 | 14600 | 2920 | 0.04 | 4000 | 700 | 0.035 | 2000 | 200 | 0.02 |
| 8 | 10950 | 2950 | 0.045 | 3000 | 720 | 0.04 | 1500 | 225 | 0.025 |
| 10 | 8750 | 2880 | 0.055 | 2400 | 720 | 0.05 | 1200 | 215 | 0.03 |
| 12 | 7300 | 2850 | 0.065 | 2000 | 720 | 0.06 | 1000 | 210 | 0.035 |
| 切込深さ |  |  | |||||||
切削条件時の注意
1.機械、ホルダは剛性のある精度の高いものをご使用下さい。
2.加工物の形状や保持方法の状況によって切削条件を調整して下さい。
3.上記の推奨切削条件表は、水溶性切削油剤を使用する場合のものです。
4.不水溶性切削油剤を使用する場合は、切削速度を20%下げて下さい。
5.びびりや振動を生ずる場合は切込み回数を数回に分けて下さい。
適用被削材
被削材対応表
| 製品記号被削材質 | 炭素鋼 | 合金鋼 | プリハードン鋼 | ステンレス鋼 | 鋳鉄 | アルミ合金 | チタン合金 | 耐熱合金 |
|---|---|---|---|---|---|---|---|---|
| プリハードン鋼 | 工具鋼 | 焼き入れ鋼 | ダクタイル鋳鉄 | |||||
| ~40HRC | ~45HRC | ~35HRC | ~350HB | |||||
| W-HSCT-P ・WLS-HSCT-P | ○ | ◎ | ◎ | ◎ | ◎ | |||
| W-HSCT-N ・WLS-HSCT-N | ◎ | ○ | ○ | ○ | ○ | ○ | ○ | |
| HSCT-P ・LS-HSCT-P | ○ | ◎ | ◎ | ◎ | ◎ | |||
| HSCT-N ・LS-HSCT-N | ◎ | ○ | ○ | ○ | ○ | ○ | ||
| HY-HSCM-P | ○ | ◎ | ◎ | ◎ | ◎ | |||
| HY-QCC | ◎ | ○ | ○ | ○ | ○ | ○ | ○ | |
| HY-BCC | ◎ | ○ | ○ | ○ | ○ | ○ | ○ | |
◎=Best ○=Good
選定サポート情報
ラインナップのご紹介
■ ハイプロ面取り工具シリーズ選定表
| 穴面取り | 隅面取り | 裏面取り | ||||||
|---|---|---|---|---|---|---|---|---|
 |  |  |  |  | ||||
| 面取り用超硬エンドミル | 3枚刃 | WXL コート | W-HSCT-P WLS-HSCT-P ポジタイプ | ○ | ◎ | ◎ | - | - |
| W-HSCT-N WLS-HSCT-N ネガタイプ | ||||||||
| ノンコート | HSCT-P LS-HSCT-P ポジタイプ | ○ | ○ | ○ | - | - | ||
| HSCT-N LS-HSCT-N ネガタイプ | ||||||||
| 多刃 | WXL コート | HY-HSCM-P ポジタイプ | - | ◎ | ◎ | - | - | |
| 面取り用超硬 Qボールエンドミル | WXL コート | HY-QCC | ○ | ◎ | ○ | ◎ | ○ | |
| 裏面取り用超硬エンドミル | WXL コート | HY-BCC | - | - | - | ◎ | ◎ | |
| コーティング 3枚刃カウンターシンク | FX コート | FX-MG-CS | ◎ | - | - | - | - | |
| V コート | V-UCS | |||||||
◎=Best ○=Good
型番リスト
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
10,114円 ( 11,125円 ) | 1日目 |
12,549円 ( 13,804円 ) | 1日目 |
16,486円 ( 18,135円 ) | 1日目 |
18,331円 ( 20,164円 ) | 1日目 |
詳細情報
基本情報
【特長】
・多刃仕様による高送り・高能率加工
・切れ味と仕上げ面を高次元で両立
・返り・バリが激減
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
商品担当おすすめ

オーエスジー
HY-BCC 裏面取り用超硬エンドミル

三菱マテリアル
MP3C 3枚刃エムエスプラス面取りカッタ


この商品を見た人は、こんな商品も見ています















最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

面取り、V溝カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬面取り用エンドミル 2枚刃
4.4通常価格(税別):4,110円~
通常出荷日:当日出荷可能在庫品1日目

ミスミ
TSコート超硬面取り用エンドミル 2枚刃/ショートタイプ
4.2通常価格(税別):4,890円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TiNコートハイス鋼カウンタシンク/3枚刃/90°
4.6通常価格(税別):2,260円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
XALシリーズ超硬面取り用エンドミル 2枚刃/ショートタイプ
4.5通常価格(税別):4,400円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TiNコートハイス鋼カウンタシンク 穴付/90°
4.3通常価格(税別):1,430円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TSコート超硬面取り用エンドミル 2枚刃
3.7通常価格(税別):5,140円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
XCPシリーズ超硬面取り加工用エンドミル 高硬度鋼加工用/6枚刃/ショートタイプ
4.2通常価格(税別):5,400円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
ステンレス加工用TSコート超硬面取り用エンドミル 2枚刃/側面刃無しタイプ
4.5通常価格(税別):6,430円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
アルミ加工用超硬面取り用エンドミル 2枚刃
4.5通常価格(税別):5,210円~
通常出荷日:当日出荷可能在庫品1日目