ツール用品技術窓口
この商品と似ている商品
-

ユニオンツール
UDCBH 2枚刃 UDCコート 超硬合金・硬脆材加工用ハイスピードボールエンドミル
-通常価格(税別):21765円~
通常出荷日:2日目 ~
-

ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長2.5Dタイプ
4.7通常価格(税別):560円~
通常出荷日:在庫品1日目
-

オーエスジー
AE-TL-N 非鉄用DLC超硬ピンカドエンドミルロング形
-通常価格(税別):2520円~
通常出荷日:在庫品1日目
-

ユニオンツール
UDCB UDCコート 2枚刃ボール
ユニオンツール
-通常価格(税別):17280円~
通常出荷日:1日目 ~
-

オーエスジー
Aタップシリーズ ポイントタップロングシャンク A-LT-POT
4.3通常価格(税別):3923円~
通常出荷日:在庫品1日目
-

大昭和精機
HSKシャンク ハイドロチャック 標準タイプ
大昭和精機
-通常価格(税別):42000円~
通常出荷日:5日目
-

大昭和精機
メガパーフェクトシール
大昭和精機
-通常価格(税別):8169円~
通常出荷日:在庫品1日目
-

日本金属電鋳
表面アラサ標準片
日本金属電鋳
3.9通常価格(税別):7474円~
通常出荷日:在庫品1日目
-

ミニター
フェルトバフ 軸径2.34mm【10個入り】
-通常価格(税別):4027円~
通常出荷日:1日目 ~
-

ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長3Dタイプ
4.6通常価格(税別):560円~
通常出荷日:在庫品1日目
絞り込み条件
刃径(mm)
~mm- 1
- 1.5
- 2
- 3
- 4
- 6
刃数(枚)
~mm- 6
- 10
刃長(mm)
~mm- 0.8
- 1.2
- 1.6
- 2.4
- 3.2
- 4.8
コーナ・ボール半径(mm)
~mm- 0.05
- 0.1
- 0.2
- 0.3
- 0.5
首下長(mm)
~mm- 2.5
- 3.5
- 5
- 7.5
- 10
- 15
シャンク径(mm)
~mm- 4
- 6
全長(mm)
~mm- 50
- 60
タイプ
~mm出荷日
- すべて
- 2日以内
- 3日以内
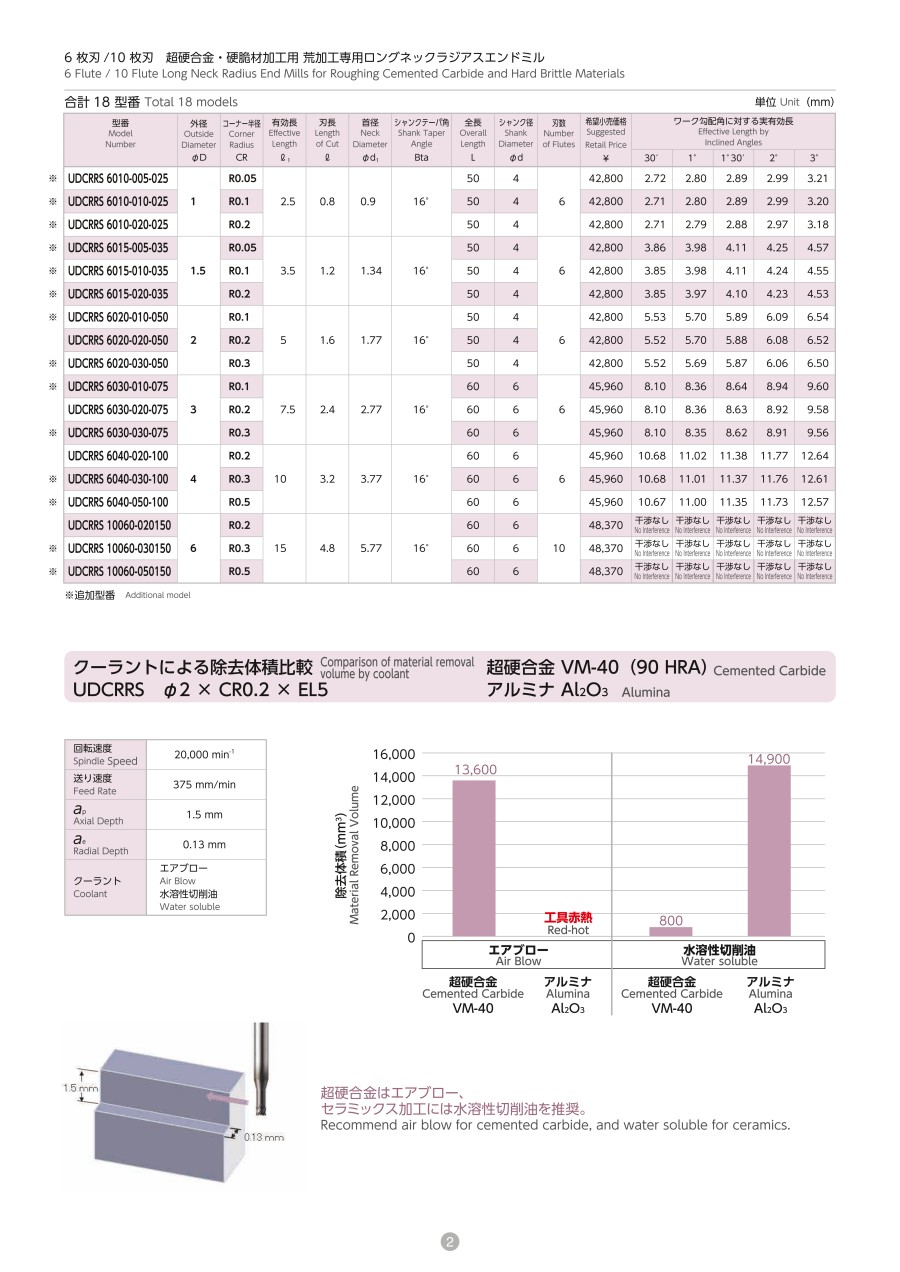
UDCRRS 6枚刃/10枚刃 超硬合金・硬脆材加工用 荒加工専用ロングネックラジアスエンドミル

- 通常単価(税別)
- 21,095円~23,840円
- 税込単価
- 23,205円~26,224円
【特長】・6枚刃、10枚刃および40°ねじれにより、切削負荷低減・軸方向の深切込みが可能に!
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- シャンクテーパ角は目安です。ワークとの干渉が心配な場合は必ず実測して確認してください。シャンク部とワークの接触にご注意ください。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
高能率
6枚刃、10枚刃 & 40°ねじれにより、切削負荷低減。
軸方向の深切込みが可能に!




外形図


シャンクテーパ角は目安です。
ワークとの干渉が心配な場合は必ず実測して確認してください。
シャンク部とワークの接触にご注意ください。
使用方法・事例
使用方法
UDCRRSの上手な使い方・・・高能率・長寿命加工のポイント
point1 円弧加工
外周刃の加工負荷を低減する為に、折り返し部が鋭角にならないように円弧加工を推奨。

point2 切りくずの排出

クーラントはエアブローを推奨。 可能な限り高圧で複数方向から供給することを推奨。
使用事例
超硬合金 パンチ型事例 VM-40(90HRA) UDCRRS φ4 × CR0.2 × EL10

| 回転速度 | 15,000 min-1 |
|---|---|
| 送り速度 | 375 mm/min |
| ap | 3 mm |
| ae | 0.25 mm |
| クーラント | エアブロー |
| 加工時間 | 93 min |
加工体積 15,953 mm3を93分、1本で加工可能!
工具損傷は小さく、継続使用可能!
推奨切削条件
推奨切削条件表
| 被削材 | 超硬合金(≧87HRA) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 型番 | 外径 (mm) | コーナ半径 (mm) | 有効長 (mm) | 底面加工 | 側面加工 | ||||||
| 回転速度 (min-1) | 送り速度 (mm/min) | ap (mm) | ae (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | ap (mm) | ae (mm) | ||||
| 6010-005-025 | 1 | R0.05 | 2.5 | 30,000 | 375 | 0.05 | 0.4 | 30,000 | 280 | 0.75 | 0.025 |
| 6010-010-025 | R0.1 | 375 | 0.05 | 0.4 | 280 | 0.75 | 0.025 | ||||
| 6010-020-025 | R0.2 | 375 | 0.05 | 0.4 | 280 | 0.75 | 0.025 | ||||
| 6015-005-035 | 1.5 | R0.05 | 3.5 | 23,400 | 375 | 0.05 | 0.6 | 23,400 | 330 | 1.125 | 0.05 |
| 6015-010-035 | R0.1 | 375 | 0.05 | 0.6 | 330 | 1.125 | 0.05 | ||||
| 6015-020-035 | R0.2 | 375 | 0.05 | 0.6 | 330 | 1.125 | 0.05 | ||||
| 6020-010-050 | 2 | R0.1 | 5 | 20,000 | 375 | 0.1 | 0.8 | 20,000 | 375 | 1.5 | 0.05 |
| 6020-020-050 | R0.2 | 375 | 0.1 | 0.8 | 375 | 1.5 | 0.13 | ||||
| 6020-030-050 | R0.3 | 375 | 0.1 | 0.8 | 375 | 1.5 | 0.13 | ||||
| 6030-010-075 | 3 | R0.1 | 7.5 | 17,500 | 375 | 0.1 | 1.2 | 17,500 | 375 | 2.2 | 0.19 |
| 6030-020-075 | R0.2 | 375 | 0.1 | 1.2 | 375 | 2.2 | 0.19 | ||||
| 6030-030-075 | R0.3 | 375 | 0.1 | 1.2 | 375 | 2.2 | 0.19 | ||||
| 6040-020-100 | 4 | R0.2 | 10 | 15,000 | 375 | 0.1 | 1.6 | 15,000 | 375 | 3 | 0.25 |
| 6040-030-100 | R0.3 | 375 | 0.12 | 1.6 | 375 | 3 | 0.25 | ||||
| 6040-050-100 | R0.5 | 375 | 0.2 | 1.6 | 375 | 3 | 0.25 | ||||
| 10060-020150 | 6 | R0.2 | 15 | 10,000 | 375 | 0.2 | 1 | 10,000 | 375 | 4 | 0.3 |
| 10060-030150 | R0.3 | 460 | 0.2 | 1 | 375 | 4 | 0.3 | ||||
| 10060-050150 | R0.5 | 560 | 0.2 | 1 | 375 | 4 | 0.3 | ||||
| 被削材 | 超硬合金(<87HRA) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 型番 | 外径 (mm) | コーナ半径 (mm) | 有効長 (mm) | 底面加工 | 側面加工 | ||||||
| 回転速度 (min-1) | 送り速度 (mm/min) | ap (mm) | ae (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | ap (mm) | ae (mm) | ||||
| 6010-005-025 | 1 | R0.05 | 2.5 | 20,000 | 375 | 0.05 | 0.4 | 20,000 | 1,270 | 0.75 | 0.01 |
| 6010-010-025 | R0.1 | 375 | 0.05 | 0.4 | 1,270 | 0.75 | 0.01 | ||||
| 6010-020-025 | R0.2 | 375 | 0.05 | 0.4 | 1,270 | 0.75 | 0.01 | ||||
| 6015-005-035 | 1.5 | R0.05 | 3.5 | 13,400 | 375 | 0.05 | 0.6 | 13,400 | 1,355 | 1.125 | 0.02 |
| 6015-010-035 | R0.1 | 375 | 0.05 | 0.6 | 1,355 | 1.125 | 0.02 | ||||
| 6015-020-035 | R0.2 | 375 | 0.05 | 0.6 | 1,355 | 1.125 | 0.02 | ||||
| 6020-010-050 | 2 | R0.1 | 5 | 10,000 | 375 | 0.1 | 0.8 | 10,000 | 1,440 | 1.5 | 0.02 |
| 6020-020-050 | R0.2 | 375 | 0.1 | 0.8 | 1,440 | 1.5 | 0.02 | ||||
| 6020-030-050 | R0.3 | 375 | 0.1 | 0.8 | 1,440 | 1.5 | 0.02 | ||||
| 6030-010-075 | 3 | R0.1 | 7.5 | 6,700 | 375 | 0.1 | 1.2 | 6,700 | 1,610 | 2.2 | 0.02 |
| 6030-020-075 | R0.2 | 375 | 0.1 | 1.2 | 1,610 | 2.2 | 0.02 | ||||
| 6030-030-075 | R0.3 | 375 | 0.1 | 1.2 | 1,610 | 2.2 | 0.02 | ||||
| 6040-020-100 | 4 | R0.2 | 10 | 5,000 | 375 | 0.1 | 1.6 | 5,000 | 1,780 | 3 | 0.02 |
| 6040-030-100 | R0.3 | 375 | 0.12 | 1.6 | 1,780 | 3 | 0.02 | ||||
| 6040-050-100 | R0.5 | 375 | 0.2 | 1.6 | 1,780 | 3 | 0.02 | ||||
| 10060-020150 | 6 | R0.2 | 15 | 3,300 | 375 | 0.2 | 1 | 3,300 | 2,000 | 4 | 0.02 |
| 10060-030150 | R0.3 | 460 | 0.2 | 1 | 3,500 | 4 | 0.02 | ||||
| 10060-050150 | R0.5 | 560 | 0.2 | 1 | 5,000 | 4 | 0.02 | ||||
切削条件時の注意
注)UDCRRSは荒加工専用なので、仕上げ加工はその他UDC2枚刃で加工するようにしてください。
- この条件表の超硬合金については、VF-20、 VM-40、VC-70、VU-70(TAS 規格)を、硬脆材についてはアルミナをもとに作成しており、切削条件の目安を示すものです。
- 実際の加工では、超硬合金、硬脆材の材種、加工形状、機械剛性、主軸などの加工環境により、加工条件の最適化が必要となる場合があります。
備考:
- 切削抵抗が大きいため、剛性の低い機械での加工は推奨できません。
- 加工機は十分な暖機運転を行い、主軸の伸びが安定してから加工を開始してください。
- 工具の突き出し長は最低限としてください。
- コーティングがつきまわったシャンク部はチャッキングしないでください。刃先の振れが大きくなったり、工具が抜けなくなることがあります。
- 加工機上での刃先の振れを確認し、小さい振れで加工を実施してください。
- 回転速度を下げる場合は、送り速度も同じ比率で下げてください。
- 超硬合金加工においては、エアブローが最も工具寿命を延ばしますが、油性切削油やオイルミストも使用できます。
- 硬脆材加工においては、水溶性切削油を推奨します。
- 被削材によっては切りくずが重いことがありますので、エアブローやクーラントを加工点に確実に供給し、切りくずを除去してください。
- 加工状況によっては火花が出ることがありますので、発熱や発火にご注意ください。
- 切りくずや粉塵が人体に入らないように、保護めがねやマスクなどを必ず着用してください。
- 切りくずや粉塵が加工機の機構部品に入り込む可能性がありますので、別途対策を推奨致します。
- 加工モデル、加工機等の要因によって、指令した送り速度と実際の加工速度が大きく乖離する場合、工具寿命が短くなることがあります。
- 工具寿命付近においては工具損傷が急激に進行することがありますので、ご注意ください。
適用被削材
対応被削材表(☆◎○の順に推奨)
| 被削材 | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 炭素鋼 S45C S55C | 合金鋼 SK / SCM SUS | プリハードン鋼 NAK HPM | 焼入れ鋼 | 鋳鉄 | アルミ合金 | グラファイト | 銅 | 樹脂 | ガラス入り樹脂 | チタン合金 | 超耐熱合金 | 超硬合金 | 硬脆材 | ||
| ~55 HRC | ~60 HRC | ~70 HRC | |||||||||||||
| ○ | ☆ | ◎ ※ | |||||||||||||
※硬脆材:セラミックス(アルミナ、ジルコニアなど)、ガラスなど
注意・禁止事項
ユニマックス超硬エンドミル取扱上の注意
エンドミルをご使用いただく際には、切削条件の不適合、切りくずの巻き付きや堆積、工具の摩耗などにより発熱や発火、加工物の損傷など重大な事故を招くことがありますので、十分ご注意ください。超硬エンドミルは鋭利な刃物ですから、取扱に際しては十分ご注意ください。
- 切刃に直接触れると怪我をすることがありますので、ケースから抜き取る際は十分ご注意ください。
- エンドミルを落とした場合、飛散した刃先で怪我をすることがありますので、取扱にご注意ください。
- 工具への衝撃的負荷や工具損傷により切削抵抗が急増し、工具が飛散することがありますので、安全カバーや保護めがね等の保護具をご使用ください。
- 切削条件表は切削条件の目安を示すものです。実際の加工では被削材の材種、加工形状、機械剛性、主軸などの加工環境により、加工条件の最適化が必要となる場合があります。
- 振れの小さい剛性の高い機械をご使用ください。小径工具(φ1以下)においては振れ 管理値:5μm以下を推奨致します。
- 発火性の高い切削油の使用は避けてください。
ユニマックス超硬エンドミル再研磨時の注意
- 超硬合金の研磨塵が目に入らないよう必ず保護めがねを着用してください。研磨塵を吸い込まないよう必ずマスクをかけてください。
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
23,840円 ( 26,224円 ) | 2日目 |
23,840円 ( 26,224円 ) | 3日目 |
23,840円 ( 26,224円 ) | 3日目 |
21,095円 ( 23,205円 ) | 3日目 |
21,095円 ( 23,205円 ) | 3日目 |
21,095円 ( 23,205円 ) | 3日目 |
21,095円 ( 23,205円 ) | 3日目 |
21,095円 ( 23,205円 ) | 3日目 |
21,095円 ( 23,205円 ) | 3日目 |
21,095円 ( 23,205円 ) | 3日目 |
21,095円 ( 23,205円 ) | 2日目 |
21,095円 ( 23,205円 ) | 3日目 |
22,652円 ( 24,917円 ) | 3日目 |
22,652円 ( 24,917円 ) | 2日目 |
22,652円 ( 24,917円 ) | 3日目 |
22,652円 ( 24,917円 ) | 2日目 |
22,652円 ( 24,917円 ) | 3日目 |
22,652円 ( 24,917円 ) | 3日目 |
詳細情報
基本情報
【特長】
・6枚刃、10枚刃および40°ねじれにより、切削負荷低減
・軸方向の深切込みが可能に!
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- シャンクテーパ角は目安です。ワークとの干渉が心配な場合は必ず実測して確認してください。シャンク部とワークの接触にご注意ください。
商品担当おすすめ

この商品を見た人は、こんな商品も見ています












最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ロングネックラジアスエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬ロングネックラジアスエンドミル 2枚刃/ロングネックタイプ
4.6通常価格(税別):2,340円~
通常出荷日:当日出荷可能在庫品1日目

ミスミ
TSCシリーズ超硬ロングネックラジアスエンドミル 2枚刃ロングネックタイプ
4.3通常価格(税別):2,470円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ロングネックラジアスエンドミル 2枚刃/ロングネックタイプ
4.4通常価格(税別):2,720円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TSCシリーズ超硬ロングネックラジアスエンドミル 4枚刃/ロングネックタイプ
4.1通常価格(税別):3,320円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
VACシリーズ超硬不等リードロングネックラジアスエンドミル 4枚刃/ロングネックタイプ
4.1通常価格(税別):3,010円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
XALシリーズ超硬ロングネックラジアスエンドミル 4枚刃/ロングネックタイプ
4.5通常価格(税別):2,840円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
VACシリーズ超硬ロングネックラジアスエンドミル 2枚刃/ロングネックタイプ
4通常価格(税別):2,350円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
MRCシリーズ超硬ロングネックラジアスエンドミル 4枚刃/ロングネックタイプ
3.7通常価格(税別):3,490円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
XCPシリーズ超硬ロングネックラジアスエンドミル 調質鋼・高硬度鋼用/4刃/ロングネック(深掘り用)
4.5通常価格(税別):3,480円~
通常出荷日:当日出荷可能在庫品1日目