ツール用品技術窓口
絞り込み条件
刃径(mm)
~mm- 3
- 4
- 5
- 6
- 8
- 10
- 12
刃数(枚)
~mm- 4
- 6
刃長(mm)
~mm- 7.5
- 10
- 12.5
- 15
- 20
- 25
- 30
コーナ・ボール半径(mm)
~mm- 0.2
- 0.3
- 0.5
- 1
- 1.5
- 2
- 3
シャンク径(mm)
~mm- 6
- 8
- 10
- 12
全長(mm)
~mm- 60
- 70
- 80
- 90
ツールNo.
~mm- 8549842
- 8549845
- 8549852
- 8549855
- 8549856
- 8549862
- 8549865
- 8549866
- 8549873
- 8549875
- 8549876
- 8549883
- 8549885
- 8549886
- 8549887
- 8549888
- 8549893
- 8549895
- 8549896
- 8549897
- 8549898
- 8549899
- 8549903
- 8549905
- 8549906
- 8549907
- 8549908
- 8549909
タイプ
~mm出荷日
- すべて
- 1日以内
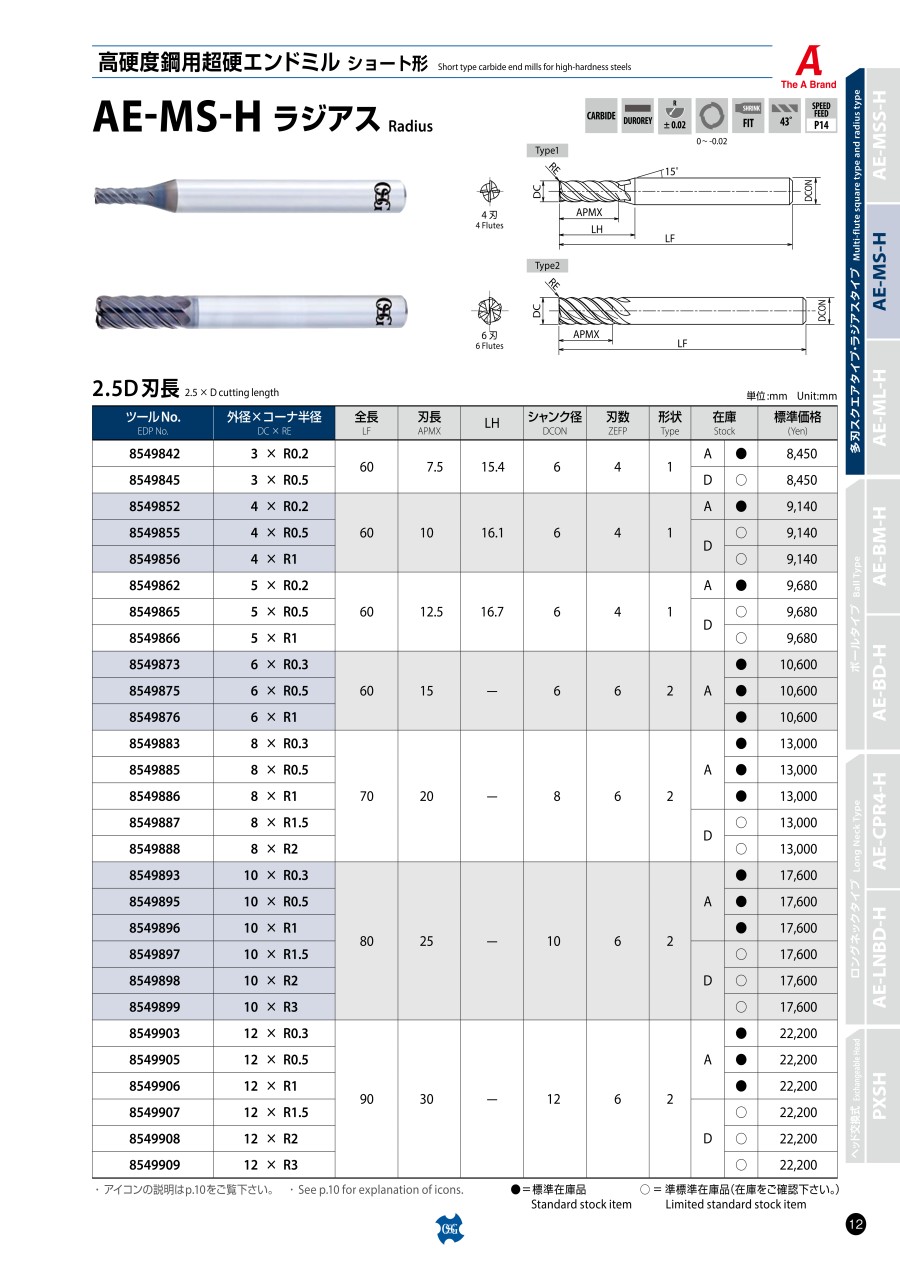
AE-MS-H 高硬度鋼用超硬エンドミル 多刃ラジアスタイプ ショート形(2.5D刃長)

- 通常単価(税別)
- 6,962円~18,186円
- 税込単価
- 7,658円~20,005円
【特長】・高硬度鋼加工に最適化された超耐熱性・高じん性のDUROREYコーティング採用で長寿命化を実現...
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長

[1]不等分割刃がびびりを抑制
![高硬度鋼用超硬エンドミル多刃ラジアスタイプショート形 AE-MS-H [1]不等分割刃がびびりを抑制-1](http://content.misumi-ec.com/image/upload/t_msmwm_wyg/v1/p/jp/product/wysiwyg/223304069492/223304069492_015_20230801115904.jpg)
外径Φ6未満
![高硬度鋼用超硬エンドミル多刃ラジアスタイプショート形 AE-MS-H [1]不等分割刃がびびりを抑制-2](http://content.misumi-ec.com/image/upload/t_msmwm_wyg/v1/p/jp/product/wysiwyg/223304069492/223304069492_016_20230801115904.jpg)
外径Φ6以上
[2]最適化された刃先仕様により高硬度鋼を安定加工
| 使用工具 | AE-MS-H Φ4 4枚刃 |
|---|---|
| 被削材 | STAVAX(52HRC) |
| 加工方法 | 側面切削 |
| 切削速度 | 100m/min(7950min-1) |
| 送り速度 | 1250mm/min(0.039mm/t) |
| 切込深さ | ap=6mm ae=0.2mm |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ(BT40) |
![高硬度鋼用超硬エンドミル多刃ラジアスタイプショート形 AE-MS-H [2]最適化された刃先仕様により高硬度鋼を安定加工](http://content.misumi-ec.com/image/upload/t_msmwm_wyg/v1/p/jp/product/wysiwyg/223304069492/223304069492_017_20230801115904.jpg)
刃先の損傷状況
[3]DUROREYコーティング
- 高い耐熱性と耐摩耗性を有し、さらに優れたじん性により高硬度鋼加工に抜群の威力を発揮します
高硬度鋼加工に最適化された超耐熱性・高じん性のコーティング
被膜断面

超耐熱層
SiC含有の超耐熱材料と結晶微細化による表面平滑化、高硬度化、高じん性および耐凝着強化
超微細ナノ周期積層構造
ナノ周期積層と耐摩耗層の積層構造によって、結晶微細化と機械特性の改善
SiC含有の超耐熱層と超微細ナノ周期積層構造によって、高い耐熱性と耐摩耗性を有しつつ、優れたじん性を発揮します。
高硬度加工においてもチッピングを抑制し、工具の長寿命化を実現します。
| 被膜色 | 被膜構造 | 硬さ (GPa) | 酸化開始温度 (℃) | 耐熱性 | 付着力 | 面粗さ | 耐摩耗性 | 耐凝着性 | じん性 |
|---|---|---|---|---|---|---|---|---|---|
| 黒灰色 | 超微細ナノ周期積層 | 41 | 1300 | ☆ | ◎ | ○ | ☆ | ◎ | ◎ |
(標準)○→◎→☆(高評価)
DUROREYはオーエスジー株式会社の登録商標です。
性能・試験情報
最大切込み量22mmによる高硬度鋼(60HRC)の高能率荒加工
被削材:SKD11(60HRC)
使用機械:立形マシニングセンタ、主軸タイプ:HSK-A63、最高回転数:20000min-1、切削油剤:エアブロー、ホルダ:焼ばめホルダ

| 工程番号 | 加工部 | 加工方法 | 加工内容 | 使用工具 | 切削速度 (m/min) | 送り速度 (mm/min) | ap (mm) | ae (mm) |
|---|---|---|---|---|---|---|---|---|
| (1) | ポケット部 | ヘリカル加工 | 荒加工 | AE-MS-H Φ10 | 120 (3800min-1) | 1200 (0.05mm/t) | ヘリカル角度 1° | ヘリカル半径 R5 |
| 繰り広げ加工 | 120 (3800min-1) | 6000 (0.26mm/t) | 22 | 0.1 | ||||
| (2) | 全体 | 側面切削 高能率加工 | 荒加工 | AE-MS-H Φ10×R1 | 120 (3800min-1) | 6000 (0.26mm/t) | 22 | 0.1 |
| (3) | 全体 | 等高線加工 | 中仕上げ加工 | AE-BM-H R5 | 270 (8600min-1) | 3100 (0.09mm/t) | 0.5 | 0.5 |
| (4) | 隅R部 | 等高線加工 | 取り残し加工 | AE-BM-H R3 | 104 (5500min-1) | 1800 (0.08mm/t) | 0.5 | 0.5 |
| (5) | 形状部 | 等高線加工 | 仕上げ加工 | AE-BD-H R3×18 | 305 (16200min-1) | 970 (0.03mm/t) | 0.1 | 0.1 |
| (6) | 底面部 | 平面加工 | PL面仕上げ加工 | AE-MS-H Φ6×R0.5 | 104 (5500min-1) | 990 (0.03mm/t) | 0.04 | 0.25 |
高い工具性能が求められる熱間金型用鋼DH31-Sを高能率に加工
被削材:DH31-S(50HRC)
使用機械:立形マシニングセンタ、主軸タイプ:HSK-A63、最高回転数:20000min-1、切削油剤:エアブロー、ホルダ:焼ばめホルダ

| 工程番号 | 加工部 | 加工方法 | 加工内容 | 使用工具 | 切削速度 (m/min) | 送り速度 (mm/min) | ap (mm) | ae (mm) |
|---|---|---|---|---|---|---|---|---|
| (1) | 側面 | 側面切削 高能率加工 | 荒加工 | AE-ML-H Φ10×40 | 80 (2550min-1) | 1070 (0.07mm/t) | 40 | 0.5 |
| (2) | 上部平面 | 側面切削 高能率加工 | AE-MS-H Φ10×R1 | 120 (3800min-1) | 2750 (0.12mm/t) | 15 | 0.5 | |
| (3) | R部 | 等高線加工 | 中仕上げ加工 | 200 (6370min-1) | 1900 (0.05mm/t) | 0.1 | 0.1 | |
| (4) | 隅R部 | 倣い加工 | 取り残し加工 | AE-LNBD-H R1×10×6 | 50 (8000min-1) | 480 (0.03mm/t) | 0.1 | 0.1 |
| (5) | 底面・側面 | 平面加工・側面切削 | 仕上げ加工 | AE-ML-H Φ10×40 | 120 (3800min-1) | 1150 (0.05mm/t) | 0.2 | 1 |
| 40 | 0.1 | |||||||
| (6) | 上部平面 | 平面加工・側面切削 | AE-MS-H Φ10×R1 | 120 (3800min-1) | 1150 (0.05mm/t) | 0.2 | 1 | |
| 15 | 0.1 | |||||||
| (7) | R部 | 等高線加工 | R部仕上げ加工 | AE-LNBD-H R1×10×6 | 80 (12700min-1) | 760 (0.03mm/t) | 0.1 | 0.1 |
溝幅が狭いL/D=14の深掘り形状を高能率に加工
被削材:SKD61(50HRC)
使用機械:立形マシニングセンタ、主軸タイプ:HSK-A63、最高回転数:20000min-1、切削油剤:エアブロー、ホルダ:焼ばめホルダ

| 工程番号 | 加工部 | 加工方法 | 加工内容 | 使用工具 | 突出し長さ (mm) | 切削速度 (m/min) | 送り速度 (mm/min) | ap (mm) | pf (mm) |
|---|---|---|---|---|---|---|---|---|---|
| (1) | 全体 | 等高線加工 | 高能率荒取り | AE-MS-H Φ6×R0.3 | 30 | 90 (4780min-1) | 1720 (0.06mm/t) | 9 | 0.5 |
| (2) | 全体 | 等高線加工 | 荒取り | AE-MS-H Φ4×R1 | 20 | 90 (7170min-1) | 1150 (0.04mm/t) | 5 | 0.2 |
| (3) | 全体 | 等高線加工 | 高能率荒取り | PHX-LN-DFR Φ4×R1×20 | 25 | 75 (6000min-1) | 1250 (0.069mm/t) | 0.14 | 0.7 |
| (4) | 全体 | 等高線加工 | 高能率荒取り | AE-CPR4-H Φ2×R0.3×20 | 28 | 58 (9300min-1) | 1300 (0.035mm/t) | 0.05 | 0.36 |
| (5) | 上部R部 | 等高線加工 | 取り残し加工 | 38 (6000min-1) | 1300 (0.054mm/t) | 0.05 | 0.36 | ||
| (6) | 隅R部 | 等高線加工 | 取り残し加工 | 0.05 | 0.36 | ||||
| (7) | 形状部 | 等高線加工 | 仕上げ加工 | 0.012 | 0.36 | ||||
| (8) | 上部形状部 | 走査線加工 | 仕上げ加工 | AE-LNBD-H R1×22×4 | 30 | 68 (10800min-1) | 860 (0.04mm/t) | 0.03 | 0.1 |
| (9) | 底面部 | 平面加工 | 仕上げ加工 | AE-CPR4-H Φ2×R0.3×20 | 28 | 38 (6000min-1) | 1300 (0.054mm/t) | 0.012 | 0.1 |
長寿命 高硬度鋼加工において、安定した耐久性を実現

| 使用工具 | AE-MS-H Φ10 6枚刃 |
|---|---|
| 被削材 | SKD11(60HRC) |
| 加工方法 | 側面切削 |
| 切削速度 | 75m/min(2400min-1) |
| 送り速度 | 1000mm/min(0.069mm/t) |
| 切込深さ | ap=15mm ae=0.3mm |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ(BT40) |

95.2m 加工時点での外周刃の損傷状態
高速加工 高硬度鋼の高速加工において、優れた耐久性を発揮

| 使用工具 | AE-MS-H Φ4 4枚刃 |
|---|---|
| 被削材 | SKD11(60HRC) |
| 加工方法 | 側面切削 |
| 切削速度 | 125m/min(9950min-1) |
| 送り速度 | 1200mm/min(0.03mm/t) |
| 切込深さ | ap=4mm ae=0.08mm |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ(BT40) |

外周刃の損傷状態
安定加工 プリハードン鋼 STAVAX(52HRC)でも安定加工

| 使用工具 | AE-MS-H Φ4 4枚刃 |
|---|---|
| 被削材 | STAVAX(52HRC) |
| 加工方法 | 側面切削 |
| 切削速度 | 100m/min(7950min-1) |
| 送り速度 | 1250mm/min(0.039mm/t) |
| 切込深さ | ap=6mm ae=0.2mm |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ(BT40) |

外周刃の損傷状態
長寿命 プリハードン鋼 NAK80(40HRC)においても良好な切削性能を発揮

| 使用工具 | AE-MS-H Φ3 4枚刃 |
|---|---|
| 被削材 | NAK80(40HRC) |
| 加工方法 | 側面切削 |
| 切削速度 | 102m/min(10823min-1) |
| 送り速度 | 866mm/min(0.02mm/t) |
| 切込深さ | ap=4.5mm ae=0.2mm |
| 切削油剤 | エアブロー |
| 使用機械 | 横形マシニングセンタ(HSK63) |

外周刃の損傷状態
外形図
.jpg)
Type1
.jpg)
Type2
動画
推奨切削条件
推奨切削条件表
側面切削
| 被削材 | 調質鋼(~45HRC)・プリハードン鋼 SCM・SKD61・NAK80 | 調質鋼 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ~55HRC | ~62HRC | ~66HRC | ~70HRC | |||||||
| 切削速度 (m/min) | 110~130 | 80~100 | 60~80 | 50~70 | 40~60 | |||||
| 外径 (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) |
| 1 | 38220 | 1530 | 28660 | 1150 | 22290 | 620 | 19110 | 460 | 15920 | 330 |
| 1.5 | 25480 | 1530 | 19110 | 1150 | 14860 | 620 | 12740 | 460 | 10620 | 330 |
| 2 | 19110 | 1530 | 14330 | 1150 | 11150 | 620 | 9550 | 460 | 7960 | 330 |
| 2.5 | 15290 | 1530 | 11460 | 1150 | 8920 | 620 | 7640 | 460 | 6370 | 330 |
| 3 | 12740 | 1530 | 9550 | 1150 | 7430 | 620 | 6370 | 460 | 5310 | 340 |
| 4 | 9550 | 1530 | 7170 | 1150 | 5570 | 620 | 4780 | 460 | 3980 | 340 |
| 5 | 7640 | 1530 | 5730 | 1150 | 4460 | 620 | 3820 | 460 | 3180 | 360 |
| 6 | 6370 | 2290 | 4780 | 1720 | 3720 | 940 | 3180 | 690 | 2650 | 510 |
| 8 | 4780 | 2290 | 3580 | 1720 | 2790 | 940 | 2390 | 690 | 1990 | 510 |
| 10 | 3820 | 2290 | 2870 | 1720 | 2230 | 940 | 1910 | 690 | 1590 | 510 |
| 12 | 3180 | 2290 | 2390 | 1720 | 1860 | 950 | 1590 | 690 | 1330 | 510 |
| 16 | 2390 | 2290 | 1790 | 1720 | 1390 | 930 | 1190 | 690 | 1000 | 500 |
| 20 | 1910 | 2290 | 1430 | 1720 | 1110 | 930 | 960 | 690 | 800 | 500 |
| 切込深さ | _001.jpg) | .jpg) ae Max=1mm | .jpg) ae Max=1mm | _001.jpg) ae Max=0.5mm | .jpg) ae Max=0.5mm | |||||
高速側面切削
| 被削材 | 調質鋼(~45HRC)・プリハードン鋼 SCM・SKD61・NAK80 | 調質鋼 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ~55HRC | ~62HRC | ~66HRC | ~70HRC | |||||||
| 切削速度 (m/min) | 290~310 | 240~260 | 150~170 | 130~150 | 90~110 | |||||
| 外径 (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) |
| 1 | 50000 | 2000 | 50000 | 2000 | 50000 | 1600 | 44590 | 1250 | 31850 | 700 |
| 1.5 | 50000 | 3000 | 50000 | 3000 | 33970 | 1630 | 29720 | 1250 | 21230 | 760 |
| 2 | 47770 | 3820 | 39810 | 3180 | 25480 | 1630 | 22290 | 1250 | 15920 | 800 |
| 2.5 | 38220 | 3820 | 31850 | 3190 | 20380 | 1630 | 17830 | 1250 | 12740 | 800 |
| 3 | 31850 | 3820 | 26540 | 3180 | 16990 | 1630 | 14860 | 1250 | 10620 | 810 |
| 4 | 23890 | 3820 | 19900 | 3180 | 12740 | 1630 | 11150 | 1250 | 7960 | 810 |
| 5 | 19110 | 3820 | 15920 | 3180 | 10190 | 1630 | 8920 | 1250 | 6370 | 810 |
| 6 | 15920 | 5730 | 13270 | 4780 | 8490 | 2450 | 7430 | 1870 | 5310 | 1210 |
| 8 | 11940 | 5730 | 9950 | 4780 | 6370 | 2450 | 5570 | 1870 | 3980 | 1210 |
| 10 | 9550 | 5730 | 7960 | 4780 | 5100 | 2450 | 4460 | 1870 | 3180 | 1210 |
| 12 | 7960 | 5730 | 6630 | 4770 | 4250 | 2450 | 3720 | 1900 | 2650 | 1210 |
| 16 | 5970 | 5730 | 4980 | 4780 | 3180 | 2450 | 2790 | 1870 | 1990 | 1190 |
| 20 | 4780 | 5730 | 3980 | 4780 | 2550 | 2450 | 2230 | 1870 | 1590 | 1190 |
| 切込深さ | | .jpg) ae Max=0.5mm | .jpg) ae Max=0.5mm | .jpg) ae Max=0.2mm | .jpg) ae Max=0.2mm | |||||
切削条件時の注意
側面切削
1.機械、ホルダは剛性のある精度の高いものをご使用下さい。
2.びびりが発生する時は、回転速度、送り速度を同じ割合で下げてご使用下さい。
3.切削油剤は被削材に応じてエアブローまたは発煙性の少ない切削油剤をご使用下さい。
高速側面切削
加工時に発生する火花や破損による発熱で引火・火災の危険性があります。
防火対策を必ず行って下さい。
高速高精度のマシニングセンタを利用した場合の基準条件表です。
1.摩耗が進行すると火花が発生しますので、発火性のある切削油剤は絶対に使用しないで下さい。
2.切削油剤は被削材に応じてエアブローまたは発煙性の少ない切削油剤をご使用下さい。
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
7,497円 ( 8,247円 ) | 1日目 |
6,962円 ( 7,658円 ) | 1日目 |
8,126円 ( 8,939円 ) | 1日目 |
7,546円 ( 8,301円 ) | 1日目 |
7,546円 ( 8,301円 ) | 1日目 |
8,607円 ( 9,468円 ) | 1日目 |
7,993円 ( 8,792円 ) | 1日目 |
7,993円 ( 8,792円 ) | 1日目 |
8,762円 ( 9,638円 ) | 1日目 |
8,762円 ( 9,638円 ) | 1日目 |
8,762円 ( 9,638円 ) | 1日目 |
9,696円 ( 10,666円 ) | 1日目 |
9,696円 ( 10,666円 ) | 1日目 |
9,696円 ( 10,666円 ) | 1日目 |
10,695円 ( 11,765円 ) | 1日目 |
10,695円 ( 11,765円 ) | 1日目 |
13,041円 ( 14,345円 ) | 1日目 |
13,041円 ( 14,345円 ) | 1日目 |
13,041円 ( 14,345円 ) | 1日目 |
14,386円 ( 15,825円 ) | 1日目 |
14,386円 ( 15,825円 ) | 1日目 |
14,386円 ( 15,825円 ) | 1日目 |
16,487円 ( 18,136円 ) | 1日目 |
16,487円 ( 18,136円 ) | 1日目 |
16,487円 ( 18,136円 ) | 1日目 |
18,186円 ( 20,005円 ) | 1日目 |
18,186円 ( 20,005円 ) | 1日目 |
18,186円 ( 20,005円 ) | 1日目 |
詳細情報
基本情報
【特長】
・高硬度鋼加工に最適化された超耐熱性・高じん性のDUROREYコーティング採用で長寿命化を実現します
・不等分割刃がびびりを抑制し高硬度鋼の高速加工・優れた耐久性を実現します
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
商品担当おすすめ


MOLDINO(モルディノ・旧三菱日立ツール)
高能率側面切削用エンドミル ER5HS-PN 首下3.5DCタイプ




この商品を見た人は、こんな商品も見ています















最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ラジアスエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬ラジアスエンドミル 2枚刃/ショートタイプ
4.3通常価格(税別):1,830円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/レギュラータイプ
4.4通常価格(税別):2,990円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.5通常価格(税別):2,150円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 4枚刃/ショートタイプ
4.3通常価格(税別):2,120円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラジアスエンドミル 3枚刃/45゜ネジレ/レギュラータイプ
4通常価格(税別):2,990円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ラジアスエンドミル 4枚刃/45°ネジレ/ショートタイプ
4.6通常価格(税別):3,700円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬不等リードラジアスエンドミル 4枚刃/ショートタイプ
4.3通常価格(税別):3,230円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ラジアスエンドミル 4枚刃/45゜ネジレ/ショートタイプ
3.8通常価格(税別):3,360円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ラジアスエンドミル 2枚刃/ショートタイプ
3.9通常価格(税別):2,310円~
通常出荷日:当日出荷可能在庫品1日目~