ツール用品技術窓口
絞り込み条件
刃径(mm)
~mm- 1
- 1.5
- 2
- 2.5
- 16
- 20
- 25
刃長(mm)
~mm- 1.5
- 2.3
- 3
- 3.8
- 24
- 30
- 37.5
首下長(mm)
~mm- 3
- 4.5
- 6
- 7.5
- 48
- 60
- 75
シャンク径(mm)
~mm- 4
- 16
- 20
- 25
全長(mm)
~mm- 45
- 110
- 120
- 140
ツールNo.
~mm- 8557235
- 8557236
- 8557237
- 8557238
- 8557337
- 8557338
- 8557339
タイプ
~mm出荷日
- すべて
- 1日以内
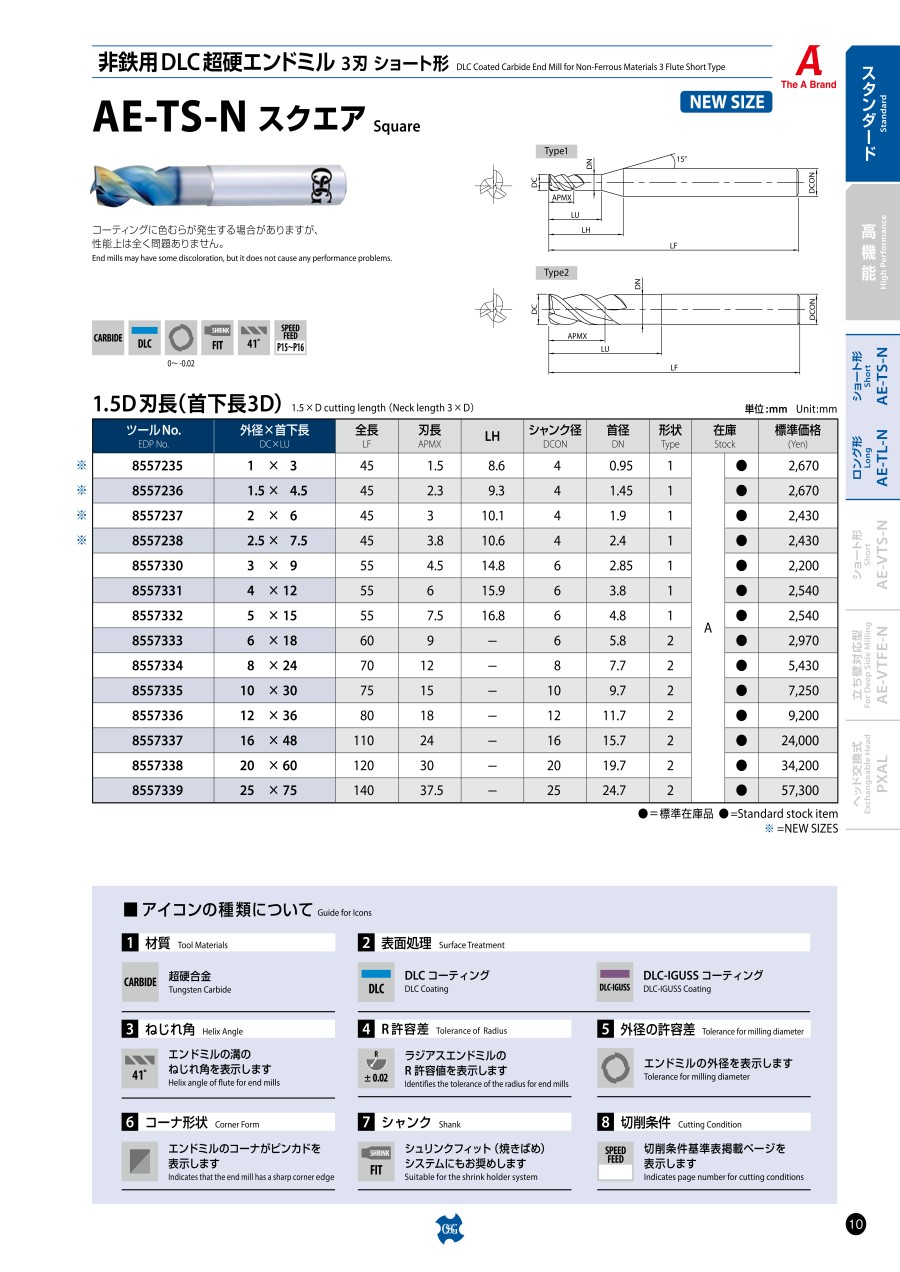
AE-TS-N 非鉄用DLC超硬スクエアエンドミルショート形

- 通常単価(税別)
- 2,790円~42,813円
- 税込単価
- 3,069円~47,094円
・DLC-SUPER HARDコーティング採用で耐溶着性や潤滑性が求められるアルミ合金などの非鉄金属に...
詳細を確認- 画像は商品シリーズの代表イメージ画像です。型番により商品仕様・外観が異なる場合がございます。詳細はカタログをご参照下さい。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
非鉄用DLC 超硬エンドミル AE-TS-N・AE-TL-N
非鉄加工に適した標準仕様

加工面品位 DLC-SUPER HARDコーティング
コーティング表面の平滑さにより、耐溶着性や潤滑性が求められるアルミニウム合金などの非鉄金属に抜群の威力を発揮します。また良好な切れ味を実現しバリを抑制することで優れた加工面品位を実現します。
新溝フォーム 剛性と切りくず排出性を両立
心厚を大きくすることで剛性を高め、びびりを抑制します。
また、良好な切りくず排出性を実現する溝フォームを採用し、剛性と切りくず排出性を両立します。


矢印:切りくず排出イメージ
環境配慮 DLCコーティング採用で長寿命 詳細はデジタルカタログP.46参照
工具の長寿命化は廃棄物の削減につながり省資源化に貢献します。
さらに再研磨・再コーティング、超硬リサイクルにより資源循環型の加工環境を実現します。
DLCコーティング採用で高い耐溶着性を発揮し、長寿命化を実現します。
| 使用工具 | AE-TS-N φ10×30 | 他社ノンコート品 φ10 3刃 |
|---|---|---|
| 被削材 | A7075 | |
| 加工方法 | 溝切削 | |
| 切削速度 | 300m/min (9,550min-1) | |
| 送り速度 | 1,430mm/min(0.05mm/t) | |
| 切込深さ | ap =10mm | |
| 切削油剤 | エアブロー※ | |
| 使用機械 | 立形マシニングセンタ(BT40) | |

※ DLCコーティングの効果確認のためエアブローで試験を行っています。
性能・試験情報
高精度 良好な加工面品位
DLCコーティングと非鉄加工に適した刃先仕様による効果
良好な加工面品位を実現します。
| 使用工具 | AE-TS-N スクエア φ20 | 従来品 |
|---|---|---|
| 被削材 | A7075 | |
| 加工方法 | 側面ステップ切削 | |
| 切削速度 | 300m/min (4,750min-1) | |
| 送り速度 | 700mm/min(0.05mm/t)※ | |
| 切込深さ | ap =20mm×2回 ae =6mm | |
| 切削油剤 | 水溶性切削油剤 | |
| 使用機械 | 横形マシニングセンタ(BT50) | |

※切削試験のため送り速度を下げて加工しています。
良好な加工面


切削初期時点の側面粗さ

ラジアスタイプの効果
ラジアスタイプは底面の加工面品位向上に効果的です。
| 使用工具 | AE-TS-N ラジアス φ6×18×R0.5 | AE-TS-N スクエア φ6×18 |
|---|---|---|
| 被削材 | A7075 | |
| 加工方法 | 溝切削 | |
| 切削速度 | Vc=350m/min(18,568min-1) | |
| 送り速度 | Vf=2,785mm/min(0.05mm/t) | |
| 切込深さ | ap = 6mm(1D) | |
| 切削油剤 | 水溶性切削油剤 | |
| 使用機械 | 立形マシニングセンタ(BT40) | |
切削初期時点の底面粗さ

外形図
Type1

Type2

動画
製品特長紹介動画
推奨切削条件
推奨切削条件表
AE-TS-N 切削条件基準表 スクエア/ピンカド/ラジアスタイプ共通
溝切削

側面切削

突込み切削

突出し長さ変化による切削条件調整の目安(DC=φ6、φ8)

AE-TL-N 切削条件基準表 3D刃長 スクエア/ピンカドタイプ共通
溝切削

側面切削

突込み切削

5D刃長
側面切削

切削条件時の注意
AE-TS-N 切削条件基準表 スクエア/ピンカド/ラジアスタイプ共通
1. 機械、ホルダは剛性のある精度の高いものをご使用下さい。
2. この切削条件表は、水溶性切削油剤を使用する場合のものです。
3. 切込深さ、機械剛性等使用状況により、回転速度、送り速度を調整下さい。
4. 加工精度を要求される場合は、回転速度、送り速度、切込み量を抑えて使用下さい。
5. 突出し長さが長くなる場合は、回転速度、送り速度を「突出し長さ変化による切削条件調整の目安」を参考に調整下さい
(突出し長さ変化による切削条件調整の目安(DC=φ6、φ8)表参照)。
6. 切りくずが絡む場合は、回転速度、送り速度を下げてご使用下さい。
7. マグネシウム合金切削において、切削油剤を使用する場合は切削油剤メーカの推奨するものを必ずご使用下さい。
また、切りくずの処理・管理にご注意下さい。発火の恐れがあります。
AE-TL-N 切削条件基準表 3D刃長 スクエア/ピンカドタイプ共通
1. 機械、ホルダは剛性のある精度の高いものをご使用下さい。
2. この切削条件表は、水溶性切削油剤を使用する場合のものです。
3. 切込深さ、機械剛性等使用状況により、回転速度、送り速度を調整下さい。
4. 加工精度を要求される場合は、回転速度、送り速度、切込み量を抑えて使用下さい。
5. マグネシウム合金切削において、切削油剤を使用する場合は切削油剤メーカの推奨するものを必ずご使用下さい。
また、切りくずの処理・管理にご注意下さい。発火の恐れがあります。
5D刃長
1. 機械、ホルダは剛性のある精度の高いものをご使用下さい。
2. この切削条件表は、水溶性切削油剤を使用する場合のものです。
3. 切込深さ、機械剛性等使用状況により、回転速度、送り速度を調整下さい。
4. 加工精度を要求される場合は、回転速度、送り速度、切込み量を抑えて使用下さい。
5. マグネシウム合金切削において、切削油剤を使用する場合は切削油剤メーカの推奨するものを必ずご使用下さい。
また、切りくずの処理・管理にご注意下さい。発火の恐れがあります。
選定サポート情報
加工形態

立ち壁加工に対応する非鉄用DLCエンドミル

- 刃長1.5D
- 3Dまで対応
- 刃長3D・5D
- 最大5Dまで対応
- 刃長1D
- 最大7Dまで対応
- 刃太タイプ・ロングシャンク形状
- 最大8Dまで対応

※AE-VTFE-Nの外径φ22はL/D=7以下でご使用下さい。
型番リスト
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
3,040円 ( 3,344円 ) | 1日目 |
3,040円 ( 3,344円 ) | 1日目 |
2,790円 ( 3,069円 ) | 1日目 |
2,790円 ( 3,069円 ) | 1日目 |
17,840円 ( 19,624円 ) | 1日目 |
25,467円 ( 28,014円 ) | 1日目 |
42,813円 ( 47,094円 ) | 1日目 |
詳細情報
基本情報
・DLC-SUPER HARDコーティング採用で耐溶着性や潤滑性が求められるアルミ合金などの非鉄金属に抜群の威力を発揮します。
・標準仕様の3枚刃ショート形エンドミルです。
ご注意
- 画像は商品シリーズの代表イメージ画像です。型番により商品仕様・外観が異なる場合がございます。詳細はカタログをご参照下さい。
商品担当おすすめ



この商品を見た人は、こんな商品も見ています















最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬スクエアエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長3D(レギュラー)タイプ
4.6通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):720円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):480円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長3Dタイプ
4.6通常価格(税別):560円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2.5Dタイプ
4.6通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬不等リード不等分割スクエアエンドミル 4枚刃/3Dタイプ
4.6通常価格(税別):1,350円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長4D(ロング)タイプ
4.6通常価格(税別):1,320円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬多機能スクエアエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.6通常価格(税別):1,580円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長4D(ロング)タイプ
4.6通常価格(税別):940円~
通常出荷日:当日出荷可能在庫品1日目~