ツール用品技術窓口
この商品と似ている商品
-

三菱マテリアル
カッタ用インサート SNMU-M
三菱マテリアル
-通常価格(税別):1714円~
通常出荷日:4日目
-

住友電工ハードメタル
SEC-ウェーブミルWGX型用 WGXM-R(S)
住友電工ハードメタル
-通常価格(税別):36927円~
通常出荷日:1日目 ~
-

不二越
ストレートシャンクロングドリル LSD
4.6通常価格(税別):1090円~
通常出荷日:在庫品1日目
-

三菱マテリアル
SD ストレートドリル
三菱マテリアル
4.5通常価格(税別):426円~
通常出荷日:1日目 ~
-

不二越
ストレートシャンクドリル SD
不二越
4.4通常価格(税別):363円~
通常出荷日:在庫品1日目
-

ミスミ
TiAlNコート超硬フラットドリル
4.0通常価格(税別):2640円~
通常出荷日:在庫品1日目
-

ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長3Dタイプ
4.6通常価格(税別):560円~
通常出荷日:在庫品1日目
-

三菱マテリアル
LTD ロングテーパドリル
三菱マテリアル
4.5通常価格(税別):8929円~
通常出荷日:在庫品1日目
-

ミスミ
ハイス鋼ドリル テ-パシャンク/レギュラータイプ
4.6通常価格(税別):2200円~
通常出荷日:在庫品1日目
-
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):480円~
通常出荷日:在庫品1日目
絞り込み条件
刃径 D(φ)
~mm- 80
- 100
- 125
- 160
- 200
- 250
全長 (L)(mm)
~mm- 50
- 63
刃数(枚)
~mm- 6
- 8
- 9
- 10
- 12
- 14
- 16
- 20
- 22
- 24
- 32
キー溝幅 KWW
~mm- 9.5
- 12.7
- 15.9
- 19.1
- 25.4
タイプ
~mm出荷日
- すべて
- 3日以内
- 4日以内
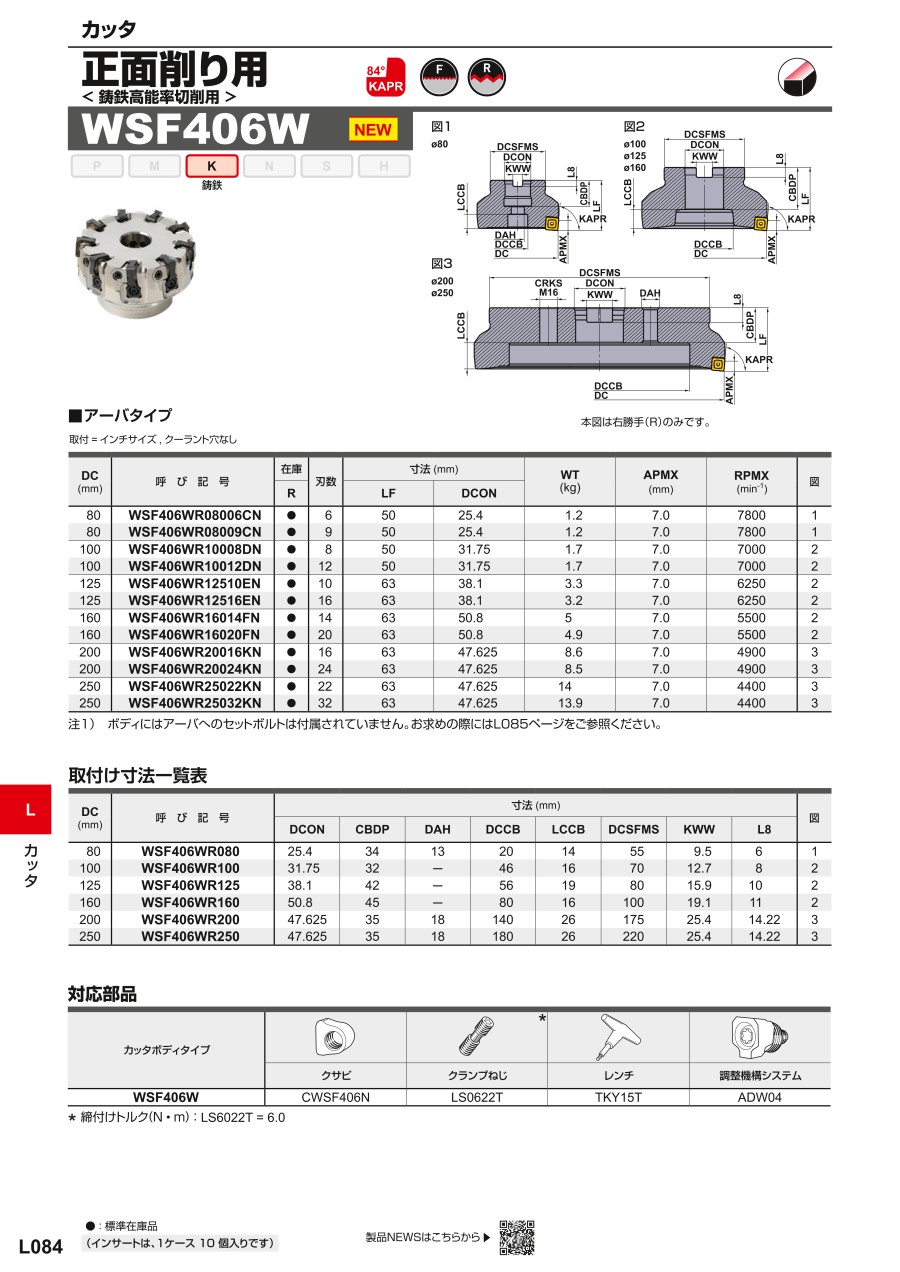
WSF406W 鋳鉄高能率切削用・正面削り用カッタ アーバタイプ

- 通常単価(税別)
- 83,638円~448,826円
- 税込単価
- 92,002円~493,709円
【特長】・独自開発「両面Z形状」インサートは従来ポジ・ネガインサートの特長を融合し、ネガ(両面)インサ...
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
低抵抗を生み出す究極のインサート
独自開発「両面Z形状」インサートは従来ポジ・ネガインサートの特長を融合し、ネガ(両面)インサートながら低抵抗かつ切れ味の良さを実現しました。また、鋳鉄加工時に発生しやすいコバ欠けを抑制するC面形状を採用しました。

両面Z形状

C面形状
利便性のよい刃先調整機構
コストパフォーマンスの良いM級インサートでありながら、正面振れ0.010mm以下の刃先調整が可能で、幅広い切込み量や送り量に対してRa1.6μm以下を実現します。
より高精度をより簡単に
ねじの回転で調整可能な、取り扱いしやすい刃先調整機構を採用しています。
調整機構の部品もセット品となっており、交換が簡単です。
C面形状によるコバ欠け抑制
インサートコーナ部をC面形状にすることで、被削材のコバに厚みを持たせ、強度を高くすることで、クラック発生を抑制します。



コバの厚みが薄いとクラックが発生しやすい

WSF406W

従来品
<切削条件>
被削材 : FC300
使用工具 : WSF406WR12516EN
インサート : SNMU1206C05ZNER-M (MC520)
切削速度 : vc=160m/min
送り量 : fz=0.1mm/t.
切込み量 : ap=3.0mm
切込み幅 : ae=100mm
加工形態 : 乾式切削
性能・試験情報
両面インサートであり、ポジインサート級の切削抵抗

<切削条件>
被削材 : FC300
使用工具 : WSF406WR12516EN
インサート : SNMU1206C05ZNER-M (MC520)
切削速度 : vc=160m/min
送り量 : fz=0.1mm/t.
切込み量 : ap=3.0mm
切込み幅 : ae=100mm
加工形態 : 乾式切削
幅広い切削条件で高精度な加工が可能

fz=0.1mm/t. , ap=0.3mm

fz=0.3mm/t. , ap=1.5mm
<切削条件>
被削材 : FC300
使用工具 : WSF406WR12516EN (正面振れ : 3μm)
インサート : SNMU1206C05ZNER-M (MC520)
切削速度 : vc=250m/min
加工形態 : 乾式切削
FC300 切込み・送り量条件別仕上げ面比較
幅広い切込み量や送り量に対してRa1.6μm以下を実現します。

<切削条件>
被削材 : FC300
使用工具 : WSF406WR12516EN
インサート : SNMU1206C05ZNER-M (MC520)
切削速度 : vc=250m/min
切込み幅 : ae=100mm
加工形態 : 乾式切削 正面振れ=3μm
FC250 ワイパーインサート使用仕上げ面比較
従来品と比較し、良好な仕上げ面精度を実現します

従来品 Ra 1.230 μm

WSF406W Ra 0.834 μm
<切削条件>
被削材 : FC250
使用工具 : WSF406WR12516EN
インサート : SNMU1206C05ZNER-M(MC520) 15枚、 WNGU1206ZNER5C-M(MC520) 1枚
切削速度 : vc=250m/min
送り量 : fz=0.2mm/t.
切込み量 : ap=1.0mm
切込み幅 : ae=100mm
FC300 耐摩耗性比較
MC520は普通鋳鉄の加工において優れた耐摩耗性を発揮します。

被削材 : FC300
使用工具 : WSF406WR12516EN
インサート : SNMU1206C05ZNER-M
切削速度 : vc=300m/min
送り量 : fz=0.2mm/t.
切込み量 : ap=2.0mm
加工形態 : 乾式切削、単刃切削 センタカット
切削長さ8.0m加工後撮影

MC520

従来品A

従来品B
FCD700 耐摩耗性比較
MV1020はダクタイル鋳鉄の加工において優れた耐熱衝撃性発揮し、工具寿命の向上を実現します。

被削材 : FCD700
使用工具 : WSF406WR12516EN
インサート : SNMU1206C05ZNER-M
切削速度 : vc=250m/min
送り量 : fz=0.2mm/t.
切込み量 : ap=2.0mm
加工形態 : 乾式切削、単刃切削 センタカット
切削長さ1.6m加工後撮影

MV1020

従来品A

従来品B
外形図

φ80

φ100 φ125 φ160

φ200 φ250
本図は右勝手(R)のみです。
使用方法・使用事例
使用方法

(2)インサートを取り付け仮締めする。
(3) 刃先調整機構のねじを回転させインサートの位置を調整する。
(4)インサートを本締めする。
* 詳細は三菱マテリアルホームページ掲載の取扱説明書を参照ください。
ワイパーインサートの上手な使い方
- WSF406Wは調整機構により、一般インサートのみで良好な仕上げ面を得ることができますが、ワイパーインサートを使用することで、高精度な正面振れを設定せずに、良好な仕上げ面を得ることができます。
この時、ワイパーインサート搭載時の一般インサート振れ精度は0.04mm以内を目安に設定してください。 - ワイパーインサートは1枚で十分な仕上げ面を得ることができます。
ただし1回転当たりの送り量が5.0mm/rev以上の場合は、2枚以上のワイパーインサートをカッターボディ内で等分な配置になるように取り付けてください。複数ワイパーインサート間の振れ精度は0.003mm以内に設定してご使用ください。

推奨切削条件
推奨切削条件表
乾式切削

切削条件時の注意
注1)切削条件は、上表を参考に使用環境に合わせて設定ください。
注2)ap≦0.5mmはワイパーインサートを使用した仕上げ領域の切削条件となります。
適用被削材

選定サポート情報
付属部品
| カッタボディタイプ |  |  * * |  |  |
|---|---|---|---|---|
| くさび | クランプねじ | レンチ | 調整機構システム | |
| WSF406W | CWSF406N | LS0622T | TKY15T | ADW04 |
* 締付けトルク(N・m) : LS0622T = 6.0
別売り部品 セットボルト
| カッタボディタイプ | セットボルト | 図 | 参考寸法 | 形状 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 呼び記号 | a | b | c | d | e | f | g | |||
| WSF406WR080 | HSC12035 | 1 | 18 | M12x1.75 | 47 | 12 | 10 | - | - |  |
| WSF406WR100 | - | 2 | 40 | M16x2 | 43 | 10 | 14 | 6 | 23 | |
| WSF406WR125 | - | 2 | 50 | M20x2.5 | 54 | 14 | 17 | 6 | 27 | |
| WSF406WR160 | - | 2 | 65 | M24x3 | 59 | 14 | 17 | 10 | 37 | |
| WSF406WR200 | - | 1 | 24 | M16x2 | 61- | 16 | 14 | - | - | |
| WSF406WR250 | - | 1 | 24 | M16x2 | 61- | 16 | 14 | - | - | |
注1)セットボルトは参考寸法をご確認の上お求めください。セットボルトの欄に呼び記号が記載されているものは弊社でも販売しております。
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
83,638円 ( 92,002円 ) | 4日目 |
111,729円 ( 122,902円 ) | 4日目 |
111,090円 ( 122,199円 ) | 4日目 |
148,758円 ( 163,634円 ) | 4日目 |
139,182円 ( 153,100円 ) | 4日目 |
197,918円 ( 217,710円 ) | 3日目 |
194,726円 ( 214,199円 ) | 3日目 |
247,717円 ( 272,489円 ) | 4日目 |
256,017円 ( 281,619円 ) | 4日目 |
340,929円 ( 375,022円 ) | 4日目 |
351,782円 ( 386,960円 ) | 4日目 |
448,826円 ( 493,709円 ) | 4日目 |
詳細情報
基本情報
【特長】
・独自開発「両面Z形状」インサートは従来ポジ・ネガインサートの特長を融合し、ネガ(両面)インサートながら低抵抗かつ切れ味の良さを実現
・コストパフォーマンスの良いM級精度インサートでありながら、正面振れ0.010mm以下の刃先調整が可能で、幅広い切込み量や送り量に対してRa1.6μm以下を実現
・インサートコーナ部をC面形状にすることで、被削材のコバに厚みを持たせ、強度を高くすることで、クラック発生を抑制
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
商品担当おすすめ



この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

カッター・刃先交換式エンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

MOLDINO(モルディノ・旧三菱日立ツール)
アルファスーパーエクセレントミニASM形
4通常価格(税別):15,906円~
通常出荷日:当日出荷可能在庫品1日目~

MOLDINO(モルディノ・旧三菱日立ツール)
アルファ面取りカッタCPC形
4通常価格(税別):22,100円~
通常出荷日:当日出荷可能在庫品1日目~
タンガロイ
直角肩加工用カッタ EPW13形
0通常価格(税別):23,220円~
通常出荷日:1日目
住友電工ハードメタル
SEC-ウェーブミルWGC型用 WGC-R
0通常価格(税別):31,415円~
通常出荷日:1日目~
タンガロイ
ねじ止め式小径直角肩加工用 柄付きカッタ EPAV06
0通常価格(税別):17,740円~
通常出荷日:1日目~
三菱マテリアル
WWX200 両面インサート式汎用肩削りカッタ シャンクタイプ クーラント穴あり
0通常価格(税別):28,851円~
通常出荷日:3日目~
ダイジェット
スウィングボール ネオ SWBX形
0通常価格(税別):31,346円~
通常出荷日:1日目
京セラ
切削工具用部品 ネジ
4.2通常価格(税別):80円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
肩削り用エンドミル チップ
4.1通常価格(税別):700円~
通常出荷日:当日出荷可能在庫品1日目