ツール用品技術窓口
MRBSH330 無限コーティングプレミアムPlus 小径3枚刃ロングネックボールエンドミル

- 通常単価(税別)
- 3,763円~7,000円
- 税込単価
- 4,139円~7,700円
中心刃形状を最適化し、荒取り加工では高切込みと高送りを実現。また仕上げ加工も可能な高能率3枚刃ボールエ...
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
70HRCまでの高硬度鋼の切削加工が可能となる耐酸化性・耐摩耗性の高い新コーティングを開発しました。3層構造のコーティング被膜は、耐酸化被膜層・硬質被膜層(超微細結晶構造)・高密着被膜層(微細結晶構造)で形成されており、優れた工具寿命を発揮します。


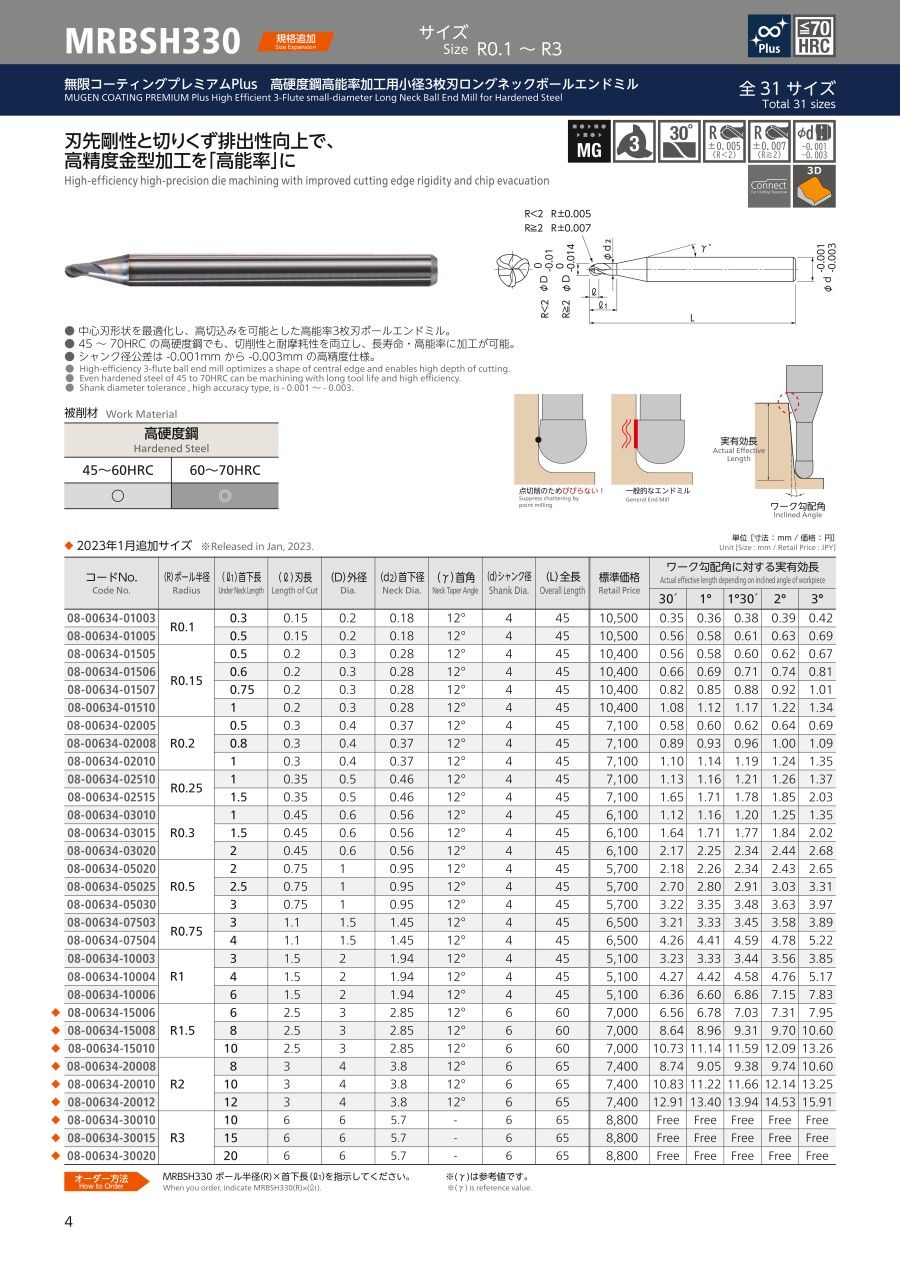
- 中心刃形状を最適化し、高切込みを可能とした高能率3枚刃ボールエンドミル。
- 45~70HRCの高硬度鋼でも、切削性と耐摩耗性を両立し、長寿命・高能率に加工が可能。
- シャンク径公差は-0.001mmから-0.003mmの高精度仕様。

| 工具素材 | 超微粒子超硬合金 |
|---|---|
| ねじれ角 | 30° |
| 加工可能硬度 | ~70HRCまで加工可能 |
| 表面処理 | 無限コーティングプレミアムPlus |
| 刃数 | 3枚刃 |
| 加工用途 | 曲面加工 |
| ボール半径公差 | R<2 R±0.005mm R≧2 R±0.007mm |
| シャンク径公差 | Φd(-0.003~-0.001mm) |
高能率 中心刃形状・不等分割・3 枚刃・切りくず排出性
1. 中心刃形状を最適化し、切削負荷を低減することで高切込みが可能

MRBSH330

従来品
2. 切りくずの排出性を損なうことのないチップポケット形状
3. 不等分割でびびり防止

α ≠ β ≠ γ
4. 加工負荷がかかる大きな径では強スパイラルギャッシュを採用
切りくずを分断し排出性をさらに向上(R ≧ 1.5)


MRBSH330

従来品
■従来品との加工能率比較
- 被削材:YXR7 (63HRC)
- クーラント:オイルミスト
- ワークサイズ:50 × 50 mm

| 加工工程 | MRBSH330 | 従来品2 枚刃ボールエンドミル | ||
|---|---|---|---|---|
| ひし形ポケット部 | 円形ポケット部 | ひし形ポケット部 | 円形ポケット部 | |
| 使用サイズ | R3 × 20 | R1.5 × 10 | R3 × 20 | R1.5 × 10 |
| 回転数 (min-1) | 7,000 | 15,000 | 7,000 | 15,000 |
| 送り速度(mm/min) | 3,000 | 2,600 | 2,000 | 1,800 |
| 切込み量(ap × ae mm) | 0.25 × 1 | 0.25 × 0.5 | 0.2 × 1 | 0.15 × 0.3 |
| 加工時間 | 42 分 9 秒 | 16 分 23 秒 | 73 分 11 秒 | 55 分 34 秒 |
総加工時間 約55%減!
NS Connect のご紹介
ケース裏面の二次元コードを読み込むことで様々な情報につながります



規格・切削条件
加工動画 など
無限コーティングプレミアムPlusの性能・試験情報
HAP40(64HRC)に対する荒取り加工比較
| 使用前 | 60分後 | 90分後 | 120分後 | |
|---|---|---|---|---|
| MRBSH330 R1×6 |  |  |  |  |
| 他社品 A 4枚刃ボールエンドミルR1 |  |  | ||
| 他社品 B 4枚刃ボールエンドミルR1 |  |  |
切削条件 回転数:20000min-1、送り速度:2400mm/min、切込み量:ap0.23×ae0.3mm
外形図

規格表
| コードNo. | (R) ボール半径 | (ℓ1) 首下長 | (ℓ) 刃長 | (D) 外径 | (d2) 首下径 | (r) 首角 | (d) シャンク径 | (L) 全長 | ワーク勾配角に対する実有効長 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 30' | 1° | 1°30' | 2° | 3° | |||||||||
| 08-00634-01003 | R0.1 | 0.3 | 0.15 | 0.2 | 0.18 | 12° | 4 | 45 | 0.35 | 0.36 | 0.38 | 0.39 | 0.42 |
| 08-00634-01005 | 0.5 | 0.15 | 0.2 | 0.18 | 12° | 4 | 45 | 0.56 | 0.58 | 0.61 | 0.63 | 0.69 | |
| 08-00634-01505 | R0.15 | 0.5 | 0.2 | 0.3 | 0.28 | 12° | 4 | 45 | 0.56 | 0.58 | 0.60 | 0.62 | 0.67 |
| 08-00634-01506 | 0.6 | 0.2 | 0.3 | 0.28 | 12° | 4 | 45 | 0.66 | 0.69 | 0.71 | 0.74 | 0.81 | |
| 08-00634-01507 | 0.75 | 0.2 | 0.3 | 0.28 | 12° | 4 | 45 | 0.82 | 0.85 | 0.88 | 0.92 | 1.01 | |
| 08-00634-01510 | 1 | 0.2 | 0.3 | 0.28 | 12° | 4 | 45 | 1.08 | 1.12 | 1.17 | 1.22 | 1.34 | |
| 08-00634-02005 | R0.2 | 0.5 | 0.3 | 0.4 | 0.37 | 12° | 4 | 45 | 0.58 | 0.60 | 0.62 | 0.64 | 0.69 |
| 08-00634-02008 | 0.8 | 0.3 | 0.4 | 0.37 | 12° | 4 | 45 | 0.89 | 0.93 | 0.96 | 1.00 | 1.09 | |
| 08-00634-02010 | 1 | 0.3 | 0.4 | 0.37 | 12° | 4 | 45 | 1.10 | 1.14 | 1.19 | 1.24 | 1.35 | |
| 08-00634-02510 | R0.25 | 1 | 0.35 | 0.5 | 0.46 | 12° | 4 | 45 | 1.13 | 1.16 | 1.21 | 1.26 | 1.37 |
| 08-00634-02515 | 1.5 | 0.35 | 0.5 | 0.46 | 12° | 4 | 45 | 1.65 | 1.71 | 1.78 | 1.85 | 2.03 | |
| 08-00634-03010 | R0.3 | 1 | 0.45 | 0.6 | 0.56 | 12° | 4 | 45 | 1.12 | 1.16 | 1.20 | 1.25 | 1.35 |
| 08-00634-03015 | 1.5 | 0.45 | 0.6 | 0.56 | 12° | 4 | 45 | 1.64 | 1.71 | 1.77 | 1.84 | 2.02 | |
| 08-00634-03020 | 2 | 0.45 | 0.6 | 0.56 | 12° | 4 | 45 | 2.17 | 2.25 | 2.34 | 2.44 | 2.68 | |
| 08-00634-05020 | R0.5 | 2 | 0.75 | 1 | 0.95 | 12° | 4 | 45 | 2.18 | 2.26 | 2.34 | 2.43 | 2.65 |
| 08-00634-05025 | 2.5 | 0.75 | 1 | 0.95 | 12° | 4 | 45 | 2.70 | 2.80 | 2.91 | 3.03 | 3.31 | |
| 08-00634-05030 | 3 | 0.75 | 1 | 0.95 | 12° | 4 | 45 | 3.22 | 3.35 | 3.48 | 3.63 | 3.97 | |
| 08-00634-07503 | R0.75 | 3 | 1.1 | 1.5 | 1.45 | 12° | 4 | 45 | 3.21 | 3.33 | 3.45 | 3.58 | 3.89 |
| 08-00634-07504 | 4 | 1.1 | 1.5 | 1.45 | 12° | 4 | 45 | 4.26 | 4.41 | 4.59 | 4.78 | 5.22 | |
| 08-00634-10003 | R1 | 3 | 1.5 | 2 | 1.94 | 12° | 4 | 45 | 3.23 | 3.33 | 3.44 | 3.56 | 3.85 |
| 08-00634-10004 | 4 | 1.5 | 2 | 1.94 | 12° | 4 | 45 | 4.27 | 4.42 | 4.58 | 4.76 | 5.17 | |
| 08-00634-10006 | 6 | 1.5 | 2 | 1.94 | 12° | 4 | 45 | 6.36 | 6.60 | 6.86 | 7.15 | 7.83 | |
| 08-00634-15006 | R1.5 | 6 | 2.5 | 3 | 2.85 | 12° | 6 | 60 | 6.56 | 6.78 | 7.03 | 7.31 | 7.95 |
| 08-00634-15008 | 8 | 2.5 | 3 | 2.85 | 12° | 6 | 60 | 8.64 | 8.96 | 9.31 | 9.70 | 10.60 | |
| 08-00634-15010 | 10 | 2.5 | 3 | 2.85 | 12° | 6 | 60 | 10.73 | 11.14 | 11.59 | 12.09 | 13.26 | |
| 08-00634-20008 | R2 | 8 | 3 | 4 | 3.8 | 12° | 6 | 65 | 8.74 | 9.05 | 9.38 | 9.74 | 10.60 |
| 08-00634-20010 | 10 | 3 | 4 | 3.8 | 12° | 6 | 65 | 10.83 | 11.22 | 11.66 | 12.14 | 13.25 | |
| 08-00634-20012 | 12 | 3 | 4 | 3.8 | 12° | 6 | 65 | 12.91 | 13.40 | 13.94 | 14.53 | 15.91 | |
| 08-00634-30010 | R3 | 10 | 6 | 6 | 5.7 | - | 6 | 65 | Free | Free | Free | Free | Free |
| 08-00634-30015 | 15 | 6 | 6 | 5.7 | - | 6 | 65 | Free | Free | Free | Free | Free | |
| 08-00634-30020 | 20 | 6 | 6 | 5.7 | - | 6 | 65 | Free | Free | Free | Free | Free | |
※(r)は参考値です。
使用方法・使用事例
使用事例
加工事例1
YXM1(62HRC)鍛造金型形状
高硬度鋼への高い切込みと高送りで高能率加工を実現
- 被削材:YXM1(62HRC)SKH51相当
- ワークサイズ:100×100mm
- クーラント:オイルミスト
- 総加工時間:3時間35分
単位[μm]
| 表面粗さ | ||
|---|---|---|
| (1)5°傾斜部 | (2)側面 | |
| Ra | 0.34 | 0.24 |
| Rz | 1.88 | 1.51 |

| すくい面 | 先端中心 | 加工時間 | |
|---|---|---|---|
| MRBSH330 R3×15 荒取り加工 + 中仕上げ加工 |  |  | 2時間14分 |
| MRBSH330 R3×15 仕上げ加工 |  |  | 1時間21分 |
単位[mm]
| 精度 | (A) | |
|---|---|---|
| 狙い値 Φ40.000 | 実測値 | Φ40.006 |
| 誤差 | +0.006 | |
単位[mm]
| 円筒部倒れ量 |
|---|
| 0.001以下 |
| 加工工程 | 荒取り | 中仕上げ | 仕上げ |
|---|---|---|---|
| 使用工具 | MRBSH330 R3×15 | MRBSH330 R3×15 | |
| 回転数[min-1] | 7000 | 7000 | |
| 送り速度[mm/min] | 3000 | 2100 | 1500 |
| 切込み量[mm] ap×ae | 0.25×1 | pf0.2 | pf0.1 |
| 残し代[mm] | 0.05 | 0.03 | 0 |
| 加工時間 | 1時間43分 | 31分 | 1時間21分 |
加工事例2
HAP40(64HRC)2段ポケット形状
高硬度鋼への複雑形状加工でも長寿命で高能率
- 被削材:HAP40(64HRC)SKH40相当
- ワークサイズ:100×100mm
- クーラント:オイルミスト
- 総加工時間:13時間31分



1 段目 狙い値:11.180mm

2 段目 狙い値:6.582mm
加工順

単位[mm]
| 精度 | (A) | (B) | (C) | (D) | |
|---|---|---|---|---|---|
| 1 段目 | 実測値 | 11.177 | 11.176 | 11.176 | 11.174 |
| 誤差 | -0.003 | -0.004 | -0.004 | -0.006 | |
| 2 段目 | 実測値 | 6.579 | 6.578 | 6.577 | 6.577 |
| 誤差 | -0.003 | -0.004 | -0.005 | -0.005 | |

単位[μm]
| 表面粗さ | ||||
|---|---|---|---|---|
| (1) | (2) | (3) | (4) | |
| Ra | 0.053 | 0.067 | 0.065 | 0.070 |
工具軌跡

| 加工箇所 | 1段目 | 2段目 | 1段目 | 2段目 | ||||
|---|---|---|---|---|---|---|---|---|
| 加工工程 | 荒取り | 中荒取り | 荒取り | 中仕上げ | 仕上げ | 中荒取り | 中仕上げ | 仕上げ |
| 使用工具 | MRBSH330 R3×20 | MRBSH330 R1.5×10 | MRBSH330 R1.5×10 | MRBSH330 R1.5×10 | MRBSH330 R1×6 | MRBSH330 R1×6 | ||
| 回転数[min-1] | 7000 | 15000 | 15000 | 10000 | 10000 | 15000 | 13000 | 13000 |
| 送り速度[mm/min] | 2500 | 2000 | 2500 | 1800 | 1500 | 1500 | 1500 | 1300 |
| 切込み量[mm] ap×ae | 0.25×1 | 0.15×0.1 | 0.2×0.8 | 0.05×0.05 | 0.035×0.035 | 0.15×0.1 | 0.04×0.04 | 0.03×0.03 |
| 残し代[mm] | 0.1 | 0.08 | 0.1 | 0.035 | 0 | 0.08 | 0.03 | 0 |
| 加工時間 | 2時間5分 | 54分 | 38分 | 2時間30分 | 4時間4分 | 10分 | 1時間23分 | 1時間47分 |
製品特長紹介動画
推奨切削条件
推奨切削条件表
| 被削材 | ハイス・焼入れ鋼 SKH51・SKD11(~62HRC) | ハイス SKH55・HAP40(~66HRC) | ハイス SKH57・HAP72(~70HRC) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rサイズ | 首下長 | 外径と首下長の比 L/D | 切込み量 | 送り速度 | 回転数 | 切込み量 | 送り速度 | 回転数 | 切込み量 | 送り速度 | 回転数 | |||
| ap mm | ae mm | mm/min | min-1 | ap mm | ae mm | mm/min | min-1 | ap mm | ae mm | mm/min | min-1 | |||
| R0.1 | 0.3 | 1.5 | 0.006 | 0.007 | 450 | 40000 | 0.004 | 0.005 | 300 | 40000 | 0.004 | 0.005 | 220 | 40000 |
| 0.5 | 2.5 | 0.006 | 0.007 | 400 | 40000 | 0.004 | 0.005 | 250 | 40000 | 0.004 | 0.005 | 190 | 40000 | |
| R0.15 | 0.5 | 1.7 | 0.01 | 0.01 | 450 | 40000 | 0.005 | 0.005 | 400 | 40000 | 0.005 | 0.005 | 300 | 40000 |
| 0.6 | 2 | 0.007 | 0.007 | 450 | 40000 | 0.005 | 0.005 | 350 | 40000 | 0.005 | 0.005 | 270 | 40000 | |
| 0.75 | 2.5 | 0.007 | 0.007 | 400 | 40000 | 0.005 | 0.005 | 350 | 40000 | 0.005 | 0.005 | 250 | 40000 | |
| 1 | 3.3 | 0.007 | 0.007 | 350 | 40000 | 0.005 | 0.005 | 300 | 40000 | 0.005 | 0.005 | 220 | 40000 | |
| R0.2 | 0.5 | 1.25 | 0.035 | 0.04 | 1100 | 40000 | 0.013 | 0.02 | 850 | 40000 | 0.013 | 0.02 | 650 | 35000 |
| 0.8 | 2 | 0.03 | 0.03 | 1000 | 40000 | 0.012 | 0.02 | 850 | 40000 | 0.012 | 0.02 | 600 | 35000 | |
| 1 | 2.5 | 0.03 | 0.03 | 1000 | 40000 | 0.012 | 0.02 | 850 | 40000 | 0.012 | 0.02 | 600 | 35000 | |
| R0.25 | 1 | 2 | 0.03 | 0.03 | 1300 | 40000 | 0.015 | 0.02 | 1000 | 35000 | 0.015 | 0.02 | 700 | 30000 |
| 1.5 | 3 | 0.015 | 0.03 | 1000 | 40000 | 0.01 | 0.02 | 800 | 35000 | 0.01 | 0.02 | 500 | 30000 | |
| R0.3 | 1 | 1.7 | 0.045 | 0.06 | 1500 | 40000 | 0.03 | 0.05 | 1100 | 30000 | 0.03 | 0.05 | 800 | 25000 |
| 1.5 | 2.5 | 0.045 | 0.06 | 1500 | 40000 | 0.03 | 0.05 | 1100 | 30000 | 0.03 | 0.05 | 800 | 25000 | |
| 2 | 3.3 | 0.045 | 0.06 | 1500 | 40000 | 0.03 | 0.05 | 1100 | 30000 | 0.03 | 0.05 | 800 | 25000 | |
| R0.5 | 2 | 2 | 0.15 | 0.2 | 3000 | 30000 | 0.12 | 0.1 | 2000 | 25000 | 0.075 | 0.1 | 1500 | 20000 |
| 2.5 | 2.5 | 0.15 | 0.2 | 3000 | 30000 | 0.12 | 0.1 | 2000 | 25000 | 0.075 | 0.1 | 1500 | 20000 | |
| 3 | 3 | 0.15 | 0.2 | 3000 | 30000 | 0.12 | 0.1 | 2000 | 25000 | 0.075 | 0.1 | 1500 | 20000 | |
| R0.75 | 3 | 2 | 0.15 | 0.3 | 3800 | 30000 | 0.15 | 0.2 | 3000 | 25000 | 0.09 | 0.2 | 2200 | 20000 |
| 4 | 2.7 | 0.15 | 0.3 | 3000 | 25000 | 0.15 | 0.2 | 2400 | 22000 | 0.09 | 0.2 | 1800 | 18000 | |
| R1 | 3 | 1.5 | 0.3 | 0.5 | 3800 | 25000 | 0.22 | 0.3 | 3000 | 20000 | 0.15 | 0.3 | 2200 | 16000 |
| 4 | 2 | 0.3 | 0.5 | 3800 | 25000 | 0.22 | 0.3 | 3000 | 20000 | 0.15 | 0.3 | 2200 | 16000 | |
| 6 | 3 | 0.3 | 0.3 | 3000 | 22000 | 0.22 | 0.3 | 2400 | 20000 | 0.15 | 0.3 | 1800 | 16000 | |
| R1.5 | 6 | 2 | 0.3 | 0.6 | 3800 | 18000 | 0.25 | 0.5 | 3000 | 15000 | 0.15 | 0.5 | 2250 | 12000 |
| 8 | 2.7 | 0.3 | 0.6 | 3800 | 18000 | 0.25 | 0.5 | 3000 | 15000 | 0.15 | 0.5 | 2250 | 12000 | |
| 10 | 3.3 | 0.3 | 0.6 | 3200 | 18000 | 0.25 | 0.5 | 2600 | 15000 | 0.15 | 0.5 | 2000 | 12000 | |
| R2 | 8 | 2 | 0.3 | 0.8 | 3800 | 15000 | 0.25 | 0.6 | 3000 | 12000 | 0.18 | 0.6 | 2250 | 9500 |
| 10 | 2.5 | 0.3 | 0.8 | 3800 | 15000 | 0.25 | 0.6 | 3000 | 12000 | 0.18 | 0.6 | 2250 | 9500 | |
| 12 | 3 | 0.3 | 0.8 | 3800 | 15000 | 0.25 | 0.6 | 3000 | 12000 | 0.18 | 0.6 | 2250 | 9500 | |
| R3 | 10 | 1.7 | 0.38 | 1.2 | 3800 | 8000 | 0.25 | 1 | 3000 | 7000 | 0.18 | 1 | 2250 | 5500 |
| 15 | 2.5 | 0.38 | 1.2 | 3800 | 8000 | 0.25 | 1 | 3000 | 7000 | 0.18 | 1 | 2250 | 5500 | |
| 20 | 3.3 | 0.38 | 1.2 | 3800 | 8000 | 0.25 | 1 | 3000 | 7000 | 0.18 | 1 | 2250 | 5500 | |
切削条件時の注意
※1 切込み量のapは軸方向の切込み深さ、aeは半径方向の切込み深さを示します。
※2 機械剛性や被削材の保持状態等により切削条件を調整してください。
※3 びびり等が発生する場合は、必要に応じて切削条件を調整してください。
※4 コーナ部等の切削負荷が高くなる箇所では、特に切削条件の設定やツールパスなどに注意してください。
※5 加工中の機械振動が大きい場合は、必要に応じて送り速度を調整してください。
※6 切りくず排出が良好でない場合、工具のチッピングや折損の原因になる恐れがありますのでご注意ください。
※7 回転数と送り速度は、同じ割合で調整してください。
※8 工具突き出し量はできるだけ短くしてください。
※9 オイルミストクーラントをお奨めします。
適用被削材
| 高硬度鋼 | |
|---|---|
| 45~60HRC | 60~70HRC |
| ○ | ◎ |
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
7,000円 ( 7,700円 ) | 1日目 |
7,000円 ( 7,700円 ) | 1日目 |
4,734円 ( 5,207円 ) | 1日目 |
4,734円 ( 5,207円 ) | 1日目 |
4,734円 ( 5,207円 ) | 1日目 |
4,337円 ( 4,771円 ) | 1日目 |
4,337円 ( 4,771円 ) | 1日目 |
4,337円 ( 4,771円 ) | 1日目 |
4,053円 ( 4,458円 ) | 1日目 |
4,053円 ( 4,458円 ) | 1日目 |
4,053円 ( 4,458円 ) | 1日目 |
6,934円 ( 7,627円 ) | 1日目 |
6,934円 ( 7,627円 ) | 1日目 |
6,934円 ( 7,627円 ) | 1日目 |
6,934円 ( 7,627円 ) | 1日目 |
4,734円 ( 5,207円 ) | 1日目 |
4,734円 ( 5,207円 ) | 1日目 |
4,622円 ( 5,084円 ) | 1日目 |
4,622円 ( 5,084円 ) | 1日目 |
3,763円 ( 4,139円 ) | 1日目 |
3,763円 ( 4,139円 ) | 1日目 |
3,763円 ( 4,139円 ) | 1日目 |
4,941円 ( 5,435円 ) | 1日目 |
4,941円 ( 5,435円 ) | 1日目 |
4,941円 ( 5,435円 ) | 1日目 |
5,223円 ( 5,745円 ) | 1日目 |
5,223円 ( 5,745円 ) | 1日目 |
5,223円 ( 5,745円 ) | 1日目 |
6,212円 ( 6,833円 ) | 1日目 |
6,212円 ( 6,833円 ) | 1日目 |
6,212円 ( 6,833円 ) | 1日目 |
詳細情報
基本情報
中心刃形状を最適化し、荒取り加工では高切込みと高送りを実現。また仕上げ加工も可能な高能率3枚刃ボールエンドミル。
【特長】
・高硬度鋼高能率加工用
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
商品担当おすすめ


MOLDINO(モルディノ・旧三菱日立ツール)
エポックディープボールエボリューションハード TH3 ショートシャンクタイプ

ユニオンツール
HMWCOAT 2枚刃 ロングネックボールエンドミル



この商品を見た人は、こんな商品も見ています












最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ロングネックボールエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬ロングネックボールエンドミル 2枚刃/スタブ/ロングネックタイプ
4.5通常価格(税別):1,010円~
通常出荷日:当日出荷可能在庫品1日目

ミスミ
MRCシリーズ超硬ロングネックボールエンドミル 調質鋼加工用/2枚刃/ロングネックタイプ
4.3通常価格(税別):1,290円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
ダイヤモンドコート超硬ボールエンドミル グラファイト加工用/2刃/スタブ/ロングネック(深リブ用)
4.8通常価格(税別):5,140円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
AXTシリーズ超硬ロングネックボールエンドミル 調質鋼・高硬度鋼用 2枚刃
0通常価格(税別):1,280円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
MRCシリーズ超硬テーパネックボールエンドミル 2枚刃
4.1通常価格(税別):2,100円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TSCシリーズ超硬ロングネックボールエンドミル 2枚刃/ロングネックタイプ
4.4通常価格(税別):1,530円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬テーパネックボールエンドミル 2枚刃/テーパネックタイプ
4.6通常価格(税別):2,500円~
通常出荷日:当日出荷可能在庫品1日目
日進工具
MRB230 無限コーティング ロングネックボールエンドミル(深リブ用)
4.5通常価格(税別):2,935円~
通常出荷日:当日出荷可能在庫品1日目~
ユニオンツール
CPRB 樹脂加工用 2枚刃ロングネックボール
5通常価格(税別):3,138円~
通常出荷日:1日目~