ツール用品技術窓口
この商品と似ている商品
-

不二越
ストレートシャンクロングドリル LSD
4.6通常価格(税別):1090円~
通常出荷日:在庫品1日目
-

三菱マテリアル
ASX400形正面フライス(シャンクタイプ)
三菱マテリアル
4.5通常価格(税別):37575円~
通常出荷日:2日目
-

三菱マテリアル
ASX400形正面フライス(スクリューインタイプ)
三菱マテリアル
-通常価格(税別):33165円~
通常出荷日:2日目
-

不二越
SG-ESR ドリル SGESR
不二越
4.4通常価格(税別):1540円~
通常出荷日:1日目 ~
-

三菱マテリアル
SRM2形ボールエンドミル
三菱マテリアル
5.0通常価格(税別):26934円~
通常出荷日:2日目
-

三菱マテリアル
多機能用 BRP
三菱マテリアル
4.0通常価格(税別):18023円~
通常出荷日:2日目
-

三菱マテリアル
SD ストレートドリル
三菱マテリアル
4.5通常価格(税別):426円~
通常出荷日:1日目 ~
-

サイトウ製作所(ATOM・アトム)
ソリッドセミロングドリル
サイトウ製作所(ATOM・アトム)
3.0通常価格(税別):1932円~
通常出荷日:在庫品1日目
-

不二越
テーパシャンクロングドリル LTD
4.4通常価格(税別):9362円~
通常出荷日:在庫品1日目
-

不二越
ストレートシャンクドリル SD
不二越
4.4通常価格(税別):363円~
通常出荷日:在庫品1日目
絞り込み条件
刃径 D(φ)
~mm- 25
- 28
- 32
- 35
- 40
全長 (L)(mm)
~mm- 57
- 68
刃数(枚)
~mm- 2
- 3
- 4
- 5
重量(kg)
~mm- 0.1
- 0.2
- 0.3
加工径 DC(mm)
~mm- 14
- 16.9
- 20.9
- 23.8
- 28.8
基準長 LF(mm)
~mm- 35
- 45
タイプ
~mm出荷日
- すべて
- 2日以内
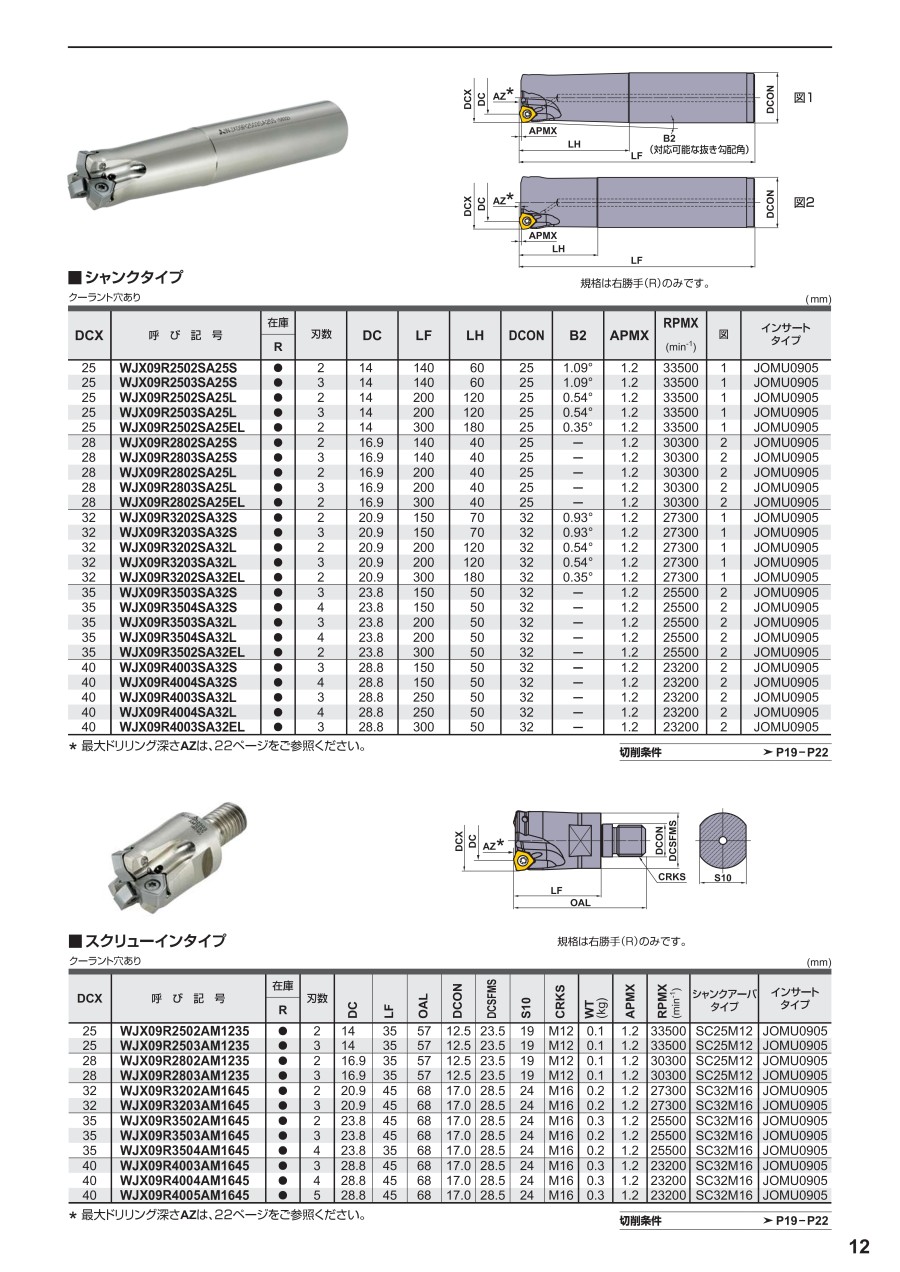
WJX09 高送り加工用両面インサート式ラジアスカッタWJXシリーズ スクリューインタイプ

- 通常単価(税別)
- 33,920円~47,736円
- 税込単価
- 37,312円~52,510円
【特長】・強固な高送り両面インサート式ラジアスカッタ・切削開始時(食い付き)の抵抗上昇が少なく、断続切...
詳細を確認- カッタ本体には、チップは付属しておりません。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
高能率加工でも安心して使用できる経済的な工具
高能率加工「高送り」と「高切込み」どちらも得意な工具、両面インサートの経済性に加え、多機能性も十分備えた工具、切れ味が良く、切削音も静かで長寿命が望める工具。
そんな「高能率加工でも安心して使用できる経済的な工具」を合言葉にWJXは生まれました。
■安心を実現する切れ刃設計

<さらい刃>
さらい刃により、荒加工領域での良好な仕上げ面を実現します。
<直線切れ刃>
最大切込み量(APMX)まで直線を確保し、高切込みでも安定した高送り加工を実現します。
<副切れ刃>
急角度のランピングでも切れ刃が直線のため、安定した切りくずを生成します。
■強固なクランプシステム

■ランピング加工に対応した逃げ面形状
独自逃げ面形状は、ネガインサートの経済性、高強度とポジインサートの切れ味、多機能性を融合しました。

片面:ポジインサート(ランピング加工/切れ味)+両面:ネガインサート(経済性/インサート強度/耐欠損性)
■さまざまな加工形態に対応

- (1)正面削り加工
- (2)肩削り加工
- (3)溝加工
- (4)ランピング加工
- (5)ポケット加工
- (6)ヘリカル穴あけ加工
■強固なインサート
厚みを増すことでインサートの欠損および本体の破損を防止します。

<切削条件>
被削材:SCM440
カッタ径:DCX=φ63mm
切削速度:vc=150m/min
送り量:fz=2.0mm/t.
切込み量:ap=2mm
切込み幅:ae=45mm
加工形態:乾式切削、単刃切削
■独自切れ刃稜線により切りくず処理が良好
独自切れ刃稜線は、コンパクトなカール状の切りくずを生成させ、工具本体やチップコンベアの切りくず詰まりを抑制します。

<切削条件>
被削材:SCM440
カッタ径:DCX=φ63mm
切削速度:vc=150m/min
送り量:fz=2.0mm/t.
切込み量:ap=2mm
切込み幅:ae=45mm
加工形態:乾式切削、単刃切削
性能・試験情報

<切削条件>
被削材:SCM440
カッタ径:DCX=φ63mm
切削速度:vc=150m/min
送り量:fz=1.5mm/t.
切込み量:ap=1.5mm
切込み幅:ae=31.5mm
加工形態:単刃切削
急激な負荷の切削開始を再現する切削条件
[切削性能]
■ダクタイル鋳鉄FCD700 耐摩耗性比較
耐摩耗性に優れ、寿命延長が可能です。

<切削条件>
被削材:FCD700
カッタ径:DCX=φ32mm
インサート:JOMU090512ZZER-M
切削速度:vc=200m/min
送り量:fz=0.8mm/t.
切込み量:ap=1.2mm
切込み幅:ae=15mm
加工形態:乾式切削、単刃切削
■ステンレス鋼SUS304 耐摩耗性比較
境界摩耗を抑制し、安定した寿命が可能です。

<切削条件>
被削材:SUS304
カッタ径:DCX=φ50mm
インサート:JOMU090512ZZER-L
切削速度:vc=150m/min
送り量:fz=0.6mm/t.
切込み量:ap=0.9mm
切込み幅:ae=35mm
加工形態:乾式切削、単刃切削
■合金鋼SCM440 耐摩耗性比較
MC7020は高速加工時の耐クレータ摩耗に優れます。

<切削条件>
被削材:SCM440
カッタ径:DCX=φ63mm
インサート:JOMU140715ZZER-M
材種:MC7020
切削速度:vc=230m/min
送り量:fz=1.5mm/t.
切込み量:ap=1.5mm
切込み幅:ae=45mm
加工形態:乾式切削、単刃切削
■合金鋼SCM440 切削抵抗比較
WJXは低切削抵抗により主軸負荷の低減が可能です。

<切削条件>
被削材:SCM440
カッタ径:DCX=φ63mm
インサート:JOMU140715ZZER-M
材種:VP15TF
切削速度:vc=150m/min
送り量:fz=1.0mm/t.
切込み量:ap=2.0mm
切込み幅:ae=45mm
加工形態:乾式切削、単刃切削
■ステンレス鋼SUS304 耐摩耗性比較
耐溶着性と耐摩耗性に優れます。

<切削条件>
被削材:SUS304
カッタ径:DCX=φ63mm
インサート:JOMU140715ZZER-L
材種:MP7130
切削速度:vc=150m/min
送り量:fz=1.0mm/t.
切込み量:ap=1.5mm
切込み幅:ae=45mm
加工形態:乾式切削、単刃切削
■合金鋼SCM440 耐欠損性比較
Rブレーカは刃先強度が高いため、断続切削に優れます。

強断続切削条件によるテスト
| 条件 | 送り量 fz(mm/t.) | ||||
|---|---|---|---|---|---|
| 1.5 | 2.0 | 2.5 | 3.0 | ||
| 切込み量 ap | 1.5 | OK | OK | OK | OK |
| 2.0 | OK | OK | OK | OK | |
<切削条件>
被削材:SCM440
カッタ径:DCX=φ63mm
インサート:JOMU140715ZZER-R
材種:VP15TF
切削速度:vc=100m/min
切込み幅:ae=20mm
加工形態:乾式切削、センタカット、単刃切削
外形図

規格は右勝手(R)のみです。
使用方法・使用事例
使用方法
[スクリューインヘッド取付け要領]
(1)スクリューイン工具をご使用の際、ヘッドを取付ける前に、ヘッド・アーバの取付け部をエアブローやはけなどで清掃してください。
(2)ヘッドを取付けの際、ヘッド端面とアーバ端面を完全に密着させて、すきまがないように下表の締付けトルクにてクランプしてください。
| ねじサイズ | 締付けトルク規定値 (N・m) | スパナサイズ |
|---|---|---|
| M8 | 23 | 10 |
| M10 | 46 | 14 |
| M12 | 80 | 19 |
| M16 | 90 | 24 |
- 工具は切削時高温になっています。使用後、すぐに手で触れた場合、火傷などの可能性があるのでご注意ください。
- けがをする危険性がありますので、切れ刃は素手で直接触れないようにご注意ください。
[WJXの上手な使い方]
■高切込み加工について
WJXの最大切込み量は(APMX)は直線切れ刃部分となる下表になります。
直線切れ刃を採用することで、APMXまでの領域において安定した加工が可能です。
平面加工においては送り速度を下げることでコーナーR部を使用して下表の切込み量まで使用することができます。
送り速度については推奨切削条件をご参照ください。
| 型式 | WJX09 | WJX14 |
|---|---|---|
| 高送り多機能加工 (APMX) | ap=1.2mm | ap=2.0mm |
| 低送り平面加工 | ap=1.5mm | ap=3.0mm |

■削り残し量について
CAMプログラムを作成の際は、WEBカタログ掲載のCAD製品データをご利用いただくか下表を参照にラジアスカッタとして定義してください。
近似ラジアスRE、削り残し量K1、食い込み量K2は左表の通りです。

<WJH09>
| RE | 削り残し量 K1 | 食い込み量 K2 |
|---|---|---|
| R2.0(通常) | 0.93 | 0.00 |
| R2.3 | 0.86 | 0.00 |
| R3.0 | 0.70 | 0.13 |
<WJH14>
| RE | 削り残し量 K1 | 食い込み量 K2 |
|---|---|---|
| R3.0(通常) | 1.41 | 0.00 |
| R3.2 | 1.37 | 0.00 |
| R4.0 | 1.17 | 0.10 |
| R5.0 | 0.92 | 0.39 |
| 切込み量 ap | 段差量H | |
|---|---|---|
| WJH09 | WJX14 | |
| 0.5 | 0.02 | - |
| 1.0 | 0.07 | 0.05 |
| 1.5 | - | 0.08 |
| 2.0 | - | 0.12 |
推奨切削条件
推奨切削条件表
[WJX09]
■突出し長さ別補正率
推奨切削条件に突出し長さ別補正率を掛けてご使用ください。

DCON=取付け部径(シャンク径)
■切削速度(乾式切削)

■切込み量と送り量


■ブレーカの使い分け

適用被削材

選定サポート情報
■WJXシリーズの選択方法
<使用する工作機械について>
高送り加工で実際に加工できる切削条件は工作機械の剛性や出力に依存します。
推奨切削条件表を参考に切削条件を調整してご利用ください。
シリーズ選択の際は下図をご参考の上、工具突き出し量や主軸出力を考慮してご選択ください。

型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
33,920円 ( 37,312円 ) | 2日目 |
36,890円 ( 40,579円 ) | 2日目 |
35,992円 ( 39,591円 ) | 2日目 |
41,381円 ( 45,519円 ) | 2日目 |
35,992円 ( 39,591円 ) | 2日目 |
41,381円 ( 45,519円 ) | 2日目 |
37,028円 ( 40,731円 ) | 2日目 |
42,970円 ( 47,267円 ) | 2日目 |
44,558円 ( 49,014円 ) | 2日目 |
44,489円 ( 48,938円 ) | 2日目 |
46,147円 ( 50,762円 ) | 2日目 |
47,736円 ( 52,510円 ) | 2日目 |
詳細情報
基本情報
【特長】
・強固な高送り両面インサート式ラジアスカッタ
・切削開始時(食い付き)の抵抗上昇が少なく、断続切削や高切込みでみあんていした静かな加工を実現
・ダブテイル構造によりインサートの浮き上がりを抑制し、クランプ駒なしで安定したクランプを実現します
・さまざまな加工形態に対応
・多刃により更なる高送り対応の小型インサート搭載タイプ
ご注意
- カッタ本体には、チップは付属しておりません。
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

カッター・刃先交換式エンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

住友電工ハードメタル
SEC-ウェーブミル WEX2000E/EL型
5通常価格(税別):14,450円~
通常出荷日:1日目~

大昭和精機
フルカットミルFCM型ストレートシャンク型
4.7通常価格(税別):11,925円~
通常出荷日:3日目~
三菱マテリアル
多機能用 BRP
4通常価格(税別):18,023円~
通常出荷日:2日目
三菱マテリアル
多機能用 AQX
0通常価格(税別):16,250円~
通常出荷日:2日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファエンドミルじゅうおうAJU形
0通常価格(税別):18,668円~
通常出荷日:2日目
MOLDINO(モルディノ・旧三菱日立ツール)
アルファボールエンドミルBCF形
0通常価格(税別):29,722円~
通常出荷日:2日目
オーエスジー
PSE SS フェニックスシリーズ 肩削りカッタストレートシャンクタイプ
0通常価格(税別):21,851円~
通常出荷日:1日目
住友電工ハードメタル
FMS型 SEC-ライトミル
0通常価格(税別):11,654円~
通常出荷日:1日目
タンガロイ
中心刃付き多機能カッタ EVLXシリーズ
0通常価格(税別):22,980円~
通常出荷日:1日目