ツール用品技術窓口
絞り込み条件
被削材
S(mm)
~mm- 6.58
- 6.63
- 6.75
タイプ
~mm出荷日
- すべて
- 1日以内
- 3日以内
- 4日以内
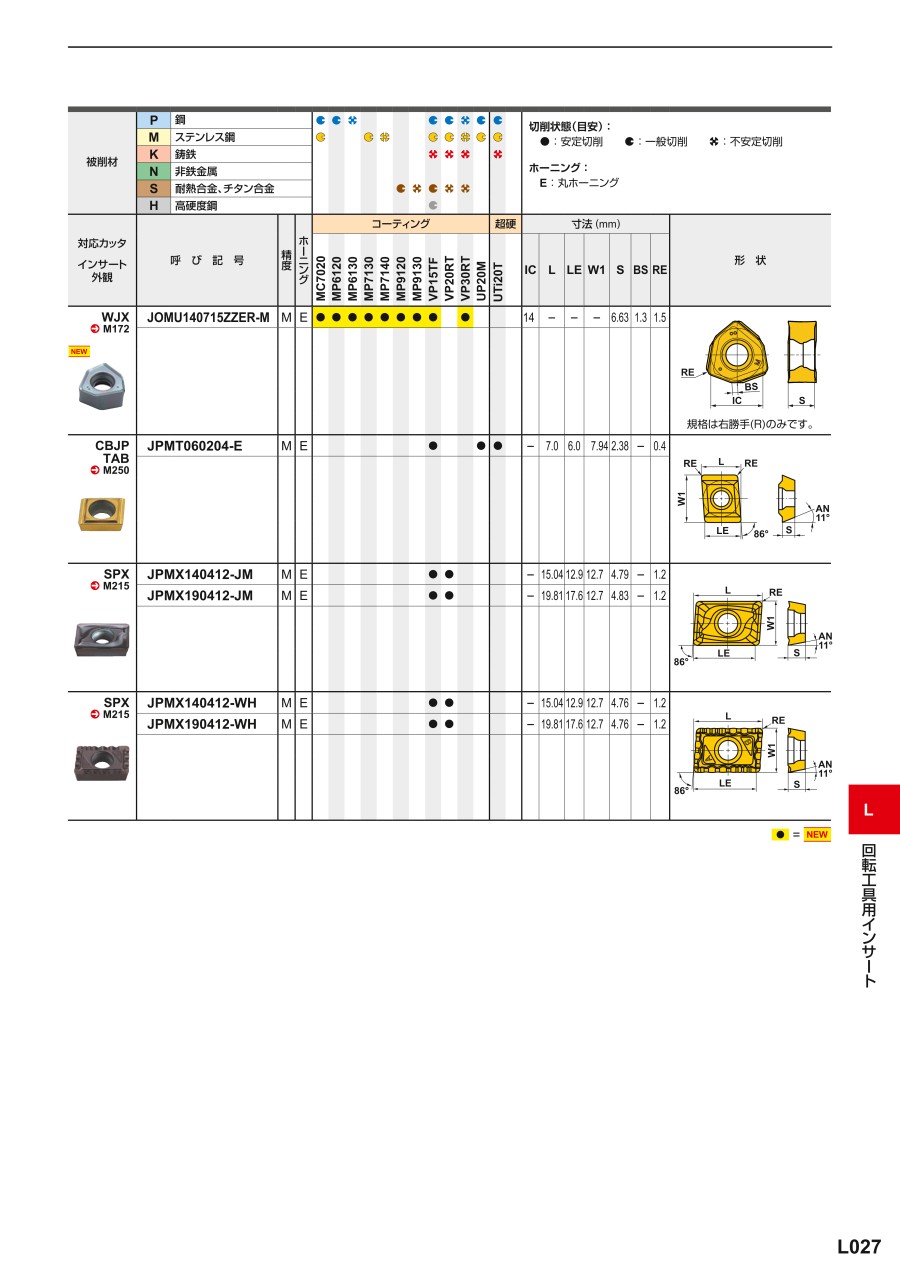
カッタ用インサート JOMU

- 通常単価(税別)
- 1,684円~2,106円
- 税込単価
- 1,852円~2,317円
三菱マテリアル チップ(フライス加工用) カッタ用インサート JOMU。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
安心を実現する切れ刃設計

さらい刃:さらい刃により、荒加工領域での良好な仕上げ面を実現します。
直線切れ刃:最大切込み量(APMX)まで直線を確保し、高切込みでも安定した高送り加工を実現します。
副切れ刃:急角度のランピングでも切れ刃が直線のため、安定した切りくずを生成します。
強固なインサート
厚みを増すことでインサートの欠損および本体の破損を防止します。

独自切れ刃稜線により切りくず処理が良好
独自切れ刃稜線は、コンパクトなカール状の切りくずを生成させ、工具本体やチップコンベアの切りくず詰まりを抑制します。

転削加工用コーテッド超硬材種
MV1020
Al-Rich(アルミリッチ)コーティング/進化した耐摩耗性と耐熱衝撃性
独自技術による新しいコーティングプロセスにより、Al含有比率を高めても結晶構造が変化しないAl-Richコーティングを開発し、高いAl含有比率と高い被膜硬さを実現しました。
皮膜硬さに加え耐酸化性も大幅に向上させたことで、極めて優れた耐摩耗性を実現しました。
また、極めて熱に強く、乾式切削はもちろん従来熱亀裂の発生しやすかった湿式切削においても、優れた加工安定性を実現しました。


MV1020 結晶イメージ
転削加工用PVDコーテッド超硬材種
MP6100/MP7100/MP9100シリーズ
TOUGH-Σ Technology(タフ-シグマ テクノロジー)
個々に優れたコーティング・技術の融合化(Σ)により強靭(TOUGH)さを実現します。

ベース層 高Al-(Al,Ti)N:Al含有量を高め、被膜硬度向上および高硬度相安定化が図られ、切削加工時での耐摩耗性、耐クラック性、耐溶着性が向上しました。
積層構造によりクラック進展を阻止することで耐欠損性が向上しました。
VP15TFは高い耐摩耗性と耐欠損性のバランスに優れたPVDコーテッド超硬材種で、安定した加工が可能です。
VP30RTは耐欠損性に優れ、ステンレス鋼の加工や一般鋼の強断続切削に最適です。
鋼・ステンレス鋼転削加工用CVDコーテッド超硬材種
MC7020
高速領域で発生するクレータ摩耗を抑制し高能率加工でも安定加工を実現します。

- 耐摩耗性の向上
微粒高耐摩耗Al2O3層と微細繊維状TiCN層により、高速領域での鋼・ステンレス鋼転削加工において優れた耐摩耗性を発揮します。 - 耐欠損性の向上
靭性および耐熱亀裂性に優れる専用超硬合金母材の採用により、刃先の突発的な欠損を抑制します。 - 異常損傷の抑制
極めて平滑な表面の「オールブラック・スーパー・イーブンコーティング」により、溶着チッピングなどの異常損傷を抑制します。
コーティング表面の比較

従来コーティング

オールブラック・スーパー・イーブンコーティング
性能・試験情報

被削材:SCM440
カッタ径:DCX=φ63mm
切削速度:vc=150m/min
送り量:fz=1.5mm/t.
切込み量:ap=1.5mm
切込み幅:ae=31.5mm
加工形態:単刃切削
急激な負荷の切削開始を再現する切削条件
ダクタイル鋳鉄FCD700 耐摩耗性比較

被削材:FCD700
使用工具:WJX14
インサート:JOMU140715ZZER-M
切削速度:vc=220m/min
送り量:fz=1.0mm/t.
切込み量:ap=1.0mm
切込み幅:ae=45mm
加工形態:乾式切削 単刃切削

MV1020(30.4m)

従来品A(13.6m)

従来品B(15.2m)

従来品C(12.8m)
合金鋼SCM440 耐摩耗性比較
MC7020は高速加工時の耐クレータ摩耗に優れます。

被削材:SCM440
カッタ径:DCX=φ63mm
インサート:JOMU140715ZZER-M
材種:MC7020
切削速度:vc=230m/min
送り量:fz=1.5mm/t.
切込み量:ap=1.5mm
切込み幅:ae=45mm
加工形態:乾式切削 単刃切削
合金鋼SCM440 切削抵抗比較
WJXは低切削抵抗により主軸負荷の低減が可能です。

被削材:SCM440
カッタ径:DCX=φ63mm
インサート:JOMU140715ZZER-M
材種:VP15TF
切削速度:vc=150m/min
送り量:fz=1.0mm/t.
切込み量:ap=2.0mm
切込み幅:ae=45mm
加工形態:乾式切削 単刃切削
外形図

推奨切削条件
推奨切削条件表
突出し長さ別補正率
推奨切削条件に突出し長さ別補正率を掛けてご使用ください。

DCON=取付け部径(シャンク径)
切削速度(乾式切削)

切込み量と送り量

高送り加工用両面インサート式ラジアスカッタ
推奨切削条件 MV1020

ブレーカの使い分け

形態別加工限界
ランピング加工

ヘリカル穴あけ加工

工具中心軌跡の設定方法
φdc(工具中心軌跡)=φDH(得たい穴径)-DCX(最大切削径)

DCX=最大切削径、APMX=最大切込み量、DC=切削径、RMPX=最大ランピング角度、DH=得たい穴径、AZ=最大ドリリング深さ
切削条件時の注意
切削速度(乾式切削)
注1) 確実な切りくず排出のため、エアブローを推奨します。エアブローで切りくず排出効果が低い場合には湿式切削でご使用ください。
注2) 湿式切削では乾式切削に比べて寿命が低下する場合があります。切削速度については上表に75%を掛けてご使用ください。
注3) 大きなびびり振動が発生した場合は切込み量、1刃当たりの送り量、切削速度の順に下げてご使用ください。
注4) 断続切削時には切削速度表の切削速度に80%、1刃当たりの送り量に80%程度を掛けてご使用ください。
切込み量と送り量
注1) 確実な切りくず排出のため、エアブローを推奨します。エアブローで切りくず排出効果が低い場合には湿式切削でご使用ください。
注2) 大きなびびり振動が発生した場合は切込み量、1刃当たりの送り量、切削速度の順に下げてご使用ください。
注3) 断続切削時には切削速度表の切削速度に80%、上表の1刃当たりの送り量に80%程度を掛けてご使用ください。
注4) apを2mmより大きく設定する場合は、壁際の加工やランピング加工などを避けてご使用ください。
ブレーカの使い分け
注1) 確実な切りくず排出のため、エアブローを推奨します。エアブローで切りくず排出効果が低い場合には湿式切削でご使用ください。
注2) 湿式切削では乾式切削に比べて寿命が低下する場合があります。切削速度については上表に75%を掛けてご使用ください。
注3) 大きなびびり振動が発生した場合は切込み量、1刃当たりの送り量、切削速度の順に下げてご使用ください。
注4) 断続切削時には切削速度表の切削速度に80%、上表の1刃当たりの送り量に80%程度を掛けてご使用ください。
注5) apを2mmより大きく設定する場合は、壁際の加工やランピング加工などを避けてご使用ください。
形態別加工限界
注1) ランピング・ヘリカル加工時は1刃当たりの送り量を下げてご使用ください。
注2) ランピング・ヘリカル加工、特にドリリング加工では連続した長い切りくずが飛び散る場合がありますので、安全には十分ご注意ください。
<ヘリカル加工> ヘリカル加工で平底を得るためには、被削材に形成された「へそ」を最終加工パスで取り除く必要があります。
ヘリカル加工では1周当たりの切込み深さが最大切込み量APMXを超えないようにご注意ください。
<ドリリング加工> ドリリング加工時は軸方向1回転当たりの送り量を0.2mm/rev以下にしてご使用ください。
適用被削材

選定サポート情報
幅広い被削材をカバーするインサート材種

ブレーカシステム

型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
1,684円 ( 1,852円 ) | 4日目 |
1,684円 ( 1,852円 ) | 4日目 |
1,684円 ( 1,852円 ) | 4日目 |
1,684円 ( 1,852円 ) | 4日目 |
1,684円 ( 1,852円 ) | 4日目 |
1,684円 ( 1,852円 ) | 4日目 |
1,684円 ( 1,852円 ) | 4日目 |
2,106円 ( 2,317円 ) | 4日目 |
1,684円 ( 1,852円 ) | 4日目 |
1,684円 ( 1,852円 ) | 4日目 |
1,684円 ( 1,852円 ) | 3日目 |
1,763円 ( 1,939円 ) | 3日目 |
1,763円 ( 1,939円 ) | 4日目 |
1,763円 ( 1,939円 ) | 3日目 |
1,763円 ( 1,939円 ) | 4日目 |
1,763円 ( 1,939円 ) | 3日目 |
1,763円 ( 1,939円 ) | 3日目 |
2,106円 ( 2,317円 ) | 3日目 |
1,763円 ( 1,939円 ) | 1日目 |
1,763円 ( 1,939円 ) | 4日目 |
1,684円 ( 1,852円 ) | 3日目 |
1,684円 ( 1,852円 ) | 4日目 |
1,684円 ( 1,852円 ) | 4日目 |
2,106円 ( 2,317円 ) | 3日目 |
1,684円 ( 1,852円 ) | 3日目 |
1,684円 ( 1,852円 ) | 4日目 |
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

チップ(フライス加工用)カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
フライスカッター用チップ 四角タイプ
4.4通常価格(税別):360円~
通常出荷日:当日出荷可能在庫品1日目

ミスミ
肩削り用エンドミル チップ
4.1通常価格(税別):700円~
通常出荷日:当日出荷可能在庫品1日目
タンガロイ
ミル 肩削り用 TSE/ESE4000用インサート
4通常価格(税別):830円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
フライスカッター用チップ
4.6通常価格(税別):480円~
通常出荷日:当日出荷可能在庫品1日目
大昭和精機
Cカッター用超硬チップ
4通常価格(税別):2,136円~
通常出荷日:当日出荷可能在庫品1日目~
三菱マテリアル
カッタ用インサート RPMT○○○-JS
5通常価格(税別):675円~
通常出荷日:当日出荷可能在庫品1日目~
住友電工ハードメタル
SEC-ウェーブミルWEZ/WEZR型用インサート AOMT
5通常価格(税別):561円~
通常出荷日:1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
フライス切削用インサートJDMT-R
4.5通常価格(税別):815円~
通常出荷日:当日出荷可能在庫品1日目~
三菱マテリアル
カッタ用インサート SRM-M
4.5通常価格(税別):1,651円~
通常出荷日:当日出荷可能在庫品1日目~