ツール用品技術窓口
絞り込み条件
S1(mm)
~mm- 6.1
- 9
Re(mm)
~mm- 0.4
- 0.8
IC(mm)
~mm- 9
- 14
S(mm)
~mm- 5.3
- 7
BS(mm)
~mm- 1.2
- 1.3
- 1.6
- 1.7
出荷日
- すべて
- 2日以内
- 3日以内
- 4日以内
カッタ用インサート 6NGU/MU

- 通常単価(税別)
- 1,125円~2,820円
- 税込単価
- 1,238円~3,102円
【特長】・両面インサート式汎用肩削りカッタWWXシリーズ用インサート・高剛性で高品位な加工を実現
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
高品位と経済性を両立する、「X形状」が決め手
インサートの主切れ刃は90°の壁面加工に対応。そしてさらい刃を大Rとすることで、良好な仕上げ面を実現します。
さらに両面使用可能な6コーナを持つ独自開発「X形状」で、工具費削減に貢献します。

高品位な壁面加工に対応

両面6コーナで高い経済性を実現

大Rさらい刃により良好な仕上げ面を実現
インサートに厚みを持たせることで、高い剛性を実現
最大インサート厚み(9mm)で高剛性を実現させました。
優れた耐欠損性により、シートが不要となり、ダイレクトクランプで安定したインサートの固定が得られます。

抜群な切りくずコントロールで、加工面への擦過を防止
主切れ刃設計にCAE*解析を採用し、従来の直線切れ刃から曲線切れ刃に進化しました。さらに切れ刃を最適なすくい面形状にしたことにより、底面、外周面への切りくず飛散を抑制します。良好な仕上げ面を得ると同時に、作業効率が大幅に改善されます。
*CAE:Computer Aided Engneering

最適なすくい面を持つ曲線切れ刃形状

つる巻形状の良好な切りくず
MP6100/MP7100/MP9100 シリーズ
タフ-シグマ テクノロジー
TOUGH-Σ Technology
個々に優れたコーティング・技術の融合化(Σ)により強靭(TOUGH)さを実現します。

Al-Ti-Cr-N系積層コーティングベース層
高Al-(Al、Ti)N
Al含有量を高め、被膜硬度向上および高硬度相安定化が図られ、切削加工時での耐摩耗性、耐クラック性、耐溶着性が向上しました。積層構造によりクラック進展を阻止することで耐欠損性が向上しました。
被削材別最適被膜
P/(Al、Cr)N系・・・熱の膨張と収縮に強い
M/TiN系・・・加工硬化層に強い
S/CrN系・・・刃こぼれに強い
鋳鉄加工用CVDコーティングMC5020
MC5020は、鋳鉄フライス加工の第一推奨材種です。
優れた耐摩耗性に加えて、ダクタイル鋳鉄時に発生しやすい熱亀裂やチッピングを抑制し、長寿命を実現します。
超平滑コーティング「ブラック・スーパーイーブンコーティング」極めて平滑な表面により、溶着チッピングなどの異常損傷を抑制。

【コーティング表面の比較】従来コーティング/ブラック・スーパーイーブンコーティング
転削加工用コーテッド超硬材種MV1000シリーズ

*イメージ図
転削加工用コーテッド超硬材種MV1020
Al-Rich(アルミリッチ)コーティング
進化した耐摩耗性と耐熱衝撃性
独自技術による新しいコーティングプロセスにより、Al含有比率を高めても結晶構造が変化しないAl-Richコーティングを開発し、高いAl含有比率と高い被膜硬さを実現しました。
被膜硬さに加え耐酸化性も大幅に向上させたことで、極めて優れた耐摩耗性を実現しました。
また、極めて熱に強く、乾式切削はもちろん従来熱亀裂の発生しやすかった湿式切削においても、優れた加工安定性を実現しました。

転削加工用コーテッド超硬材種MV1030
新開発Al-Richコーティングの持つ優れた耐摩耗性に、耐欠損性を付与することに成功しました。工具の突発欠損が問題となる、断続加工・湿式加工・ステンレス鋼加工において特に高いパフォーマンスを発揮します。

注1)MV1030のステンレス鋼加工には、乾式切削を推奨します。
性能・試験情報
合金鋼SCM440 単刃切削による仕上げ面比較
M級精度においても従来品G級クラスの良好な仕上面品位を実現します。

被削材:SCM440
カッタ径:DC=Φ80mm
切削速度:vc=220m/min
送り量:fz=0.1mm/t.
切込み量:ap=1.0mm
切込み幅:ae=64mm(0.8DC)
加工形態:乾式切削
合金鋼SCM440 耐欠損性比較
送りfz=0.35mm/t.においても欠損なく、高い安定性を実現します。
| アイテム | fz(mm/t.) | |||
|---|---|---|---|---|
| 0.2 | 0.25 | 0.3 | 0.35 | |
| WWX400 MP6120 (M級) | Good | Good | Good | Good |
| 従来品 片面 インサート | NG | - | - | - |
被削材:SCM440
カッタ径:DC=Φ80mm
切削速度:vc=140m/min
切込み量:ap=2.0mm
切込み幅:ae=40mm(0.5DC)
加工形態:乾式切削、単刃切削
Good:切削長1,620mm切削可能
NG:切削不可(欠損)

2面加工で810mm×2面=1,620mm
切削性能
合金鋼SCM440 断続切削耐欠損性比較
MV1030は断続切削でも優れた耐欠損性により、高送り加工が可能です。

被削材:SCM440
使用工具:ASX445
インサート:SEMT13T3AGSN-JM
切削速度:vc=200m/min
切込み量:ap=3.0mm
切込み幅:ae=100mm
加工形態:乾式切削
ステンレス鋼SUS304 耐摩耗性比較
MV1030は切込み境界部の損傷が抑制され、大幅な寿命改善が期待できます。

被削材:SUS304
使用工具:ASX445
インサート:SEMT13T3AGSN-JM
切削速度:vc=180m/min
送り量:fz=0.2mm/t.
切込み量:ap=2.0mm
切込み幅:ae=100mm
加工形態:乾式切削、単刃切削
加工後の撮影
 |  |  |
| MV1030 0.8m加工後 | 従来品A 0.8m加工後 | 従来品B 0.6m加工後 |
外形図

規格表
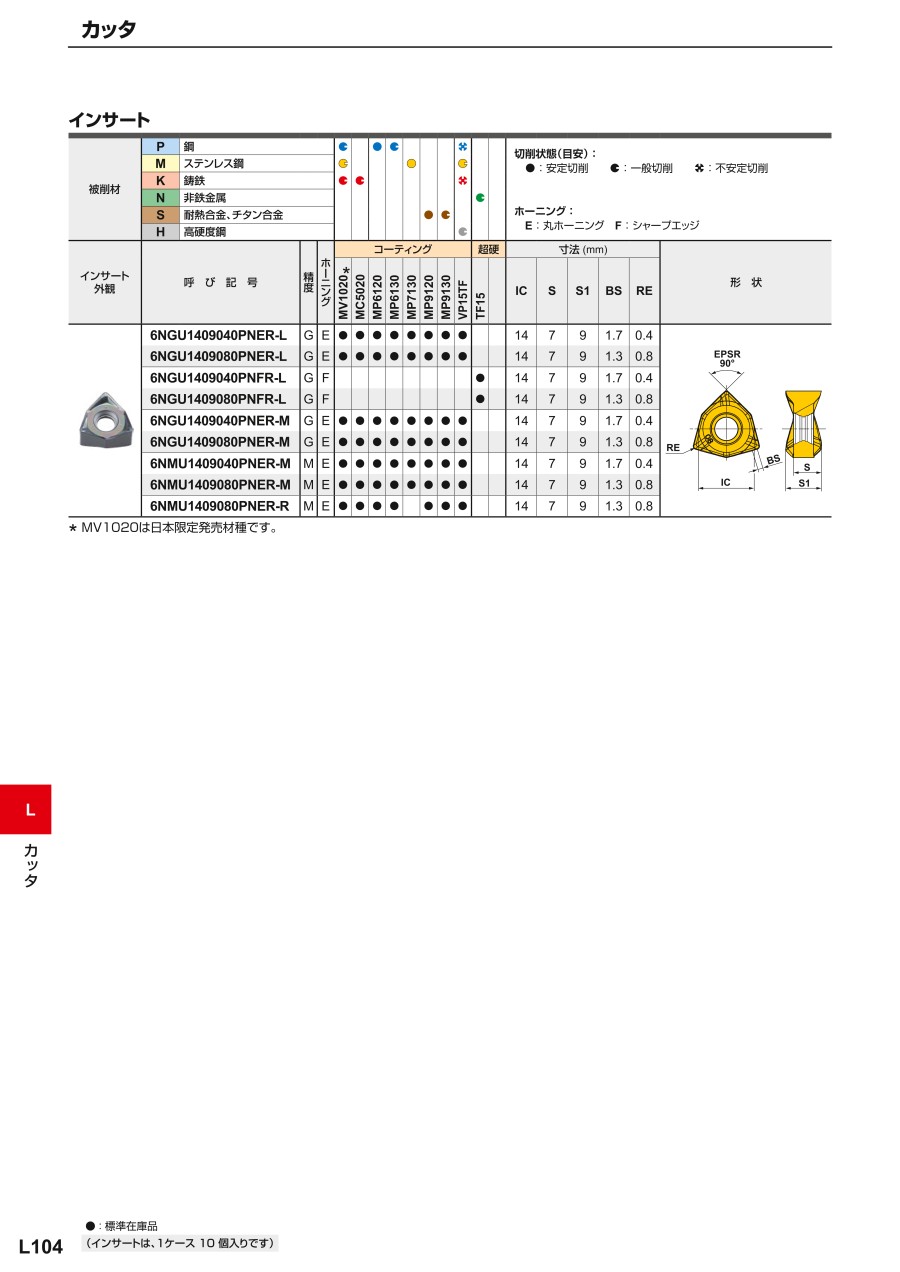
| 対 応 カ ッ タ | 呼び記号 | 精度 | ホーニング | コーティング | 超硬 | 寸法(mm) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MV1020 | MC5020 | MP6120 | MP6130 | MP7130 | MP9120 | MP9130 | VP15TF | TF15 | IC | S | S1 | BS | RE | ||||
| W W X 4 0 0 | 6NGU1409040 PNER-L | G | E | ● | ● | ● | ● | ● | ● | ● | 14 | 7 | 9 | 1.7 | 0.4 | ||
| 6NGU1409080 PNER-L | G | E | ● | ● | ● | ● | ● | ● | ● | 14 | 7 | 9 | 1.3 | 0.8 | |||
| 6NGU1409040 PNFR-L | G | F | ● | 14 | 7 | 9 | 1.7 | 0.4 | |||||||||
| 6NGU1409080 PNFR-L | G | F | ● | 14 | 7 | 9 | 1.3 | 0.8 | |||||||||
| 6NGU1409040 PNER-M | G | E | ● | ● | ● | ● | ● | ● | ● | ● | 14 | 7 | 9 | 1.7 | 0.4 | ||
| 6NGU1409080 PNER-M | G | E | ● | ● | ● | ● | ● | ● | ● | ● | 14 | 7 | 9 | 1.3 | 0.8 | ||
(mm)
| 対 応 カ ッ タ | 用途 | 呼び記号 | 精度 | ホーニング | コーティング | IC | S | S1 | BS | RE |
|---|---|---|---|---|---|---|---|---|---|---|
| MV1030 | ||||||||||
| W W X 4 0 0 | 低抵抗形 | 6NGU1409040 PNER-L | G | E | ● | 14.0 | 7.0 | 9.0 | 1.7 | 0.4 |
| 低抵抗形 | 6NGU1409080 PNER-L | G | E | ● | 14.0 | 7.0 | 9.0 | 1.3 | 0.8 | |
| 汎用 | 6NGU1409040 PNER-M | G | E | ● | 14.0 | 7.0 | 9.0 | 1.7 | 0.4 | |
| 汎用 | 6NGU1409080 PNER-M | G | E | ● | 14.0 | 7.0 | 9.0 | 1.3 | 0.8 |
推奨切削条件
推奨切削条件表
■乾式切削
切削速度

注1)切込み量2mmにて推奨切削速度を算出しています。切込み量の増加に応じて適時切削速度を下げてください。
注2)コーテッド超硬材種MV1020の推奨切削条件はデジタルカタログL111ページをご参照ください。
■湿式切削
切削速度

注1)切削条件は、上表を参考に使用環境に合わせて設定ください。
切込み量と送り量


注1)切削条件は、上表を参考に使用環境に合わせて設定ください。
WWX400 切削速度 乾式切削

WWX400 切削速度 湿式切削

注1)切込み量はap2mmにて推奨切削速度を算出しています。切込み量の増加に応じて適時切削速度を下げてください。
WWX400 切込み量と送り量

注1)切削条件は、上表を参考に使用環境に合わせて設定ください。
ランピング加工、ヘリカル加工条件

ランピング加工

ヘリカル加工
加工条件は下表をご参照ください。1刃当たりの送り量fz、切削速度は、溝加工の条件に準じます。
(mm)
| DC | RE | APMX | ランピング加工 | 止まり穴、平底のヘリカル加工 | 通し穴のヘリカル加工 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| 最大ランピング角度 RMPX | 最小距離* L | 最大加工径 DH max. | 最大ピッチ P max. | 最小加工径 DH min. | 最大ピッチ P max. | 最小加工径 DH min. | 最大ピッチ P max. | |||
| 50 | 0.4 | 8 | 0.40° | 1175 | 98.5 | 1.06 | 95.2 | 0.99 | 82.5 | 0.7 |
| 50 | 0.8 | 8 | 0.40° | 1175 | 97.7 | 1.05 | 95.2 | 0.99 | 82.5 | 0.7 |
| 63 | 0.4 | 8 | 0.26° | 1807 | 124.5 | 0.88 | 121.2 | 0.83 | 108.6 | 0.6 |
| 63 | 0.8 | 8 | 0.26° | 1807 | 123.7 | 0.87 | 121.2 | 0.83 | 108.6 | 0.6 |
| 80 | 0.4 | 8 | 0.16° | 2936 | 158.5 | 0.69 | 155.2 | 0.66 | 142.6 | 0.5 |
| 80 | 0.8 | 8 | 0.16° | 2936 | 157.7 | 0.68 | 155.3 | 0.66 | 142.6 | 0.5 |
DC=切削径、RMPX=最大ランピング角、P=ピッチ
APMX=最大切込み量、DH=得たい穴径

プランジ加工
切削条件時の注意
注1)ランピング・ヘリカル加工時は1刃当たりの送り量を下げてご使用ください。
注2)ランピング・ヘリカル加工は連続した長い切りくずが飛び散る場合がありますので、安全には十分ご注意ください。
<ヘリカル加工>
ヘリカル加工で平底を得るためには、ワークに形成された「へそ」を最終加工パスで取り除く必要があります。
ヘリカル加工では一周当たりの切込み深さが最大切込み量APMXを超えないようにご注意ください。
適用被削材


◇:選定目安、詳細は推奨切削条件をご参照ください。
ホーニング:
E:丸ホーニング F:シャープエッジ
選定サポート情報
幅広い被削材をカバーするインサート材種

ブレーカシステム

型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
2,260円 ( 2,486円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
2,820円 ( 3,102円 ) | 2日目 |
2,820円 ( 3,102円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
1,260円 ( 1,386円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
2,820円 ( 3,102円 ) | 2日目 |
2,820円 ( 3,102円 ) | 2日目 |
2,260円 ( 2,486円 ) | 2日目 |
1,260円 ( 1,386円 ) | 2日目 |
1,471円 ( 1,618円 ) | 4日目 |
1,471円 ( 1,618円 ) | 2日目 |
1,471円 ( 1,618円 ) | 2日目 |
1,471円 ( 1,618円 ) | 2日目 |
1,471円 ( 1,618円 ) | 2日目 |
1,471円 ( 1,618円 ) | 2日目 |
2,055円 ( 2,261円 ) | 2日目 |
1,471円 ( 1,618円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,840円 ( 2,024円 ) | 2日目 |
2,055円 ( 2,261円 ) | 4日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,125円 ( 1,238円 ) | 2日目 |
1,471円 ( 1,618円 ) | 2日目 |
1,471円 ( 1,618円 ) | 2日目 |
1,471円 ( 1,618円 ) | 2日目 |
1,471円 ( 1,618円 ) | 2日目 |
1,471円 ( 1,618円 ) | 2日目 |
1,471円 ( 1,618円 ) | 2日目 |
2,055円 ( 2,261円 ) | 2日目 |
1,471円 ( 1,618円 ) | 3日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,840円 ( 2,024円 ) | 2日目 |
2,055円 ( 2,261円 ) | 2日目 |
1,476円 ( 1,624円 ) | 2日目 |
1,125円 ( 1,238円 ) | 2日目 |
1,860円 ( 2,046円 ) | 2日目 |
1,860円 ( 2,046円 ) | 2日目 |
1,860円 ( 2,046円 ) | 2日目 |
詳細情報
基本情報
【特長】
・両面インサート式汎用肩削りカッタWWXシリーズ用インサート
・高剛性で高品位な加工を実現
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
商品担当おすすめ



この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

チップ(フライス加工用)カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
フライスカッター用チップ
4.6通常価格(税別):480円~
通常出荷日:当日出荷可能在庫品1日目

ミスミ
フライスカッター用チップ 四角タイプ
4.4通常価格(税別):360円~
通常出荷日:当日出荷可能在庫品1日目
ダイジェット
ミラーラジアスエンドミル RNM/MRX形 対応チップ RNM
3通常価格(税別):6,601円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
平面削りエンドミル チップ
4.5通常価格(税別):670円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
肩削り用エンドミル チップ
4.1通常価格(税別):700円~
通常出荷日:当日出荷可能在庫品1日目
大昭和精機
FCM型用スローアウェイチップ
3.8通常価格(税別):886円~
通常出荷日:当日出荷可能在庫品1日目~
大昭和精機
スローアウェイチップ(CC06~CC16)
0通常価格(税別):489円~
通常出荷日:当日出荷可能在庫品1日目~
タンガロイ
ミル 平面加工用 T/EMD4400、T/EGD4400用インサート
4.7通常価格(税別):707円~
通常出荷日:当日出荷可能在庫品1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
フライス切削用インサートCPMT-Z
0通常価格(税別):582円~
通常出荷日:2日目~