ツール用品技術窓口
絞り込み条件
被削材
タイプ
~mm出荷日
- すべて
- 1日以内
- 2日以内
- 3日以内
- 4日以内
カッタ用インサート SNMU

- 通常単価(税別)
- 930円~1,714円
- 税込単価
- 1,023円~1,885円
三菱マテリアル チップ(フライス加工用)カッタ用インサート SNMU。
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
- 独自設計両面インサート
- 突発欠損・溶着抑制機能
- スムーズな切りくず排出
転削加工用コーテッド超硬材種MV1000シリーズ

*イメージ図
転削加工用コーテッド超硬材種
MV1030
新開発Al-Richコーティングの持つ優れた耐摩耗性に、耐欠損性を付与することに成功しました。工具の突発欠損が問題となる、断続加工・湿式加工・ステンレス鋼加工において特に高いパフォーマンスを発揮します。

注1)MV1030のステンレス鋼加工には、乾式切削を推奨します。
性能・試験情報
切削性能
合金鋼SCM440 断続切削耐欠損性比較
MV1030は断続切削でも優れた耐欠損性により、高送り加工が可能です。

被削材:SCM440
使用工具:ASX445
インサート:SEMT13T3AGSN-JM
切削速度:vc=200m/min
切込み量:ap=3.0mm
切込み幅:ae=100mm
加工形態:乾式切削
ステンレス鋼SUS304 耐摩耗性比較
MV1030は切込み境界部の損傷が抑制され、大幅な寿命改善が期待できます。

被削材:SUS304
使用工具:ASX445
インサート:SEMT13T3AGSN-JM
切削速度:vc=180m/min
送り量:fz=0.2mm/t.
切込み量:ap=2.0mm
切込み幅:ae=100mm
加工形態:乾式切削、単刃切削
加工後の撮影
 |  |  |
| MV1030 0.8m加工後 | 従来品A 0.8m加工後 | 従来品B 0.6m加工後 |
外形図

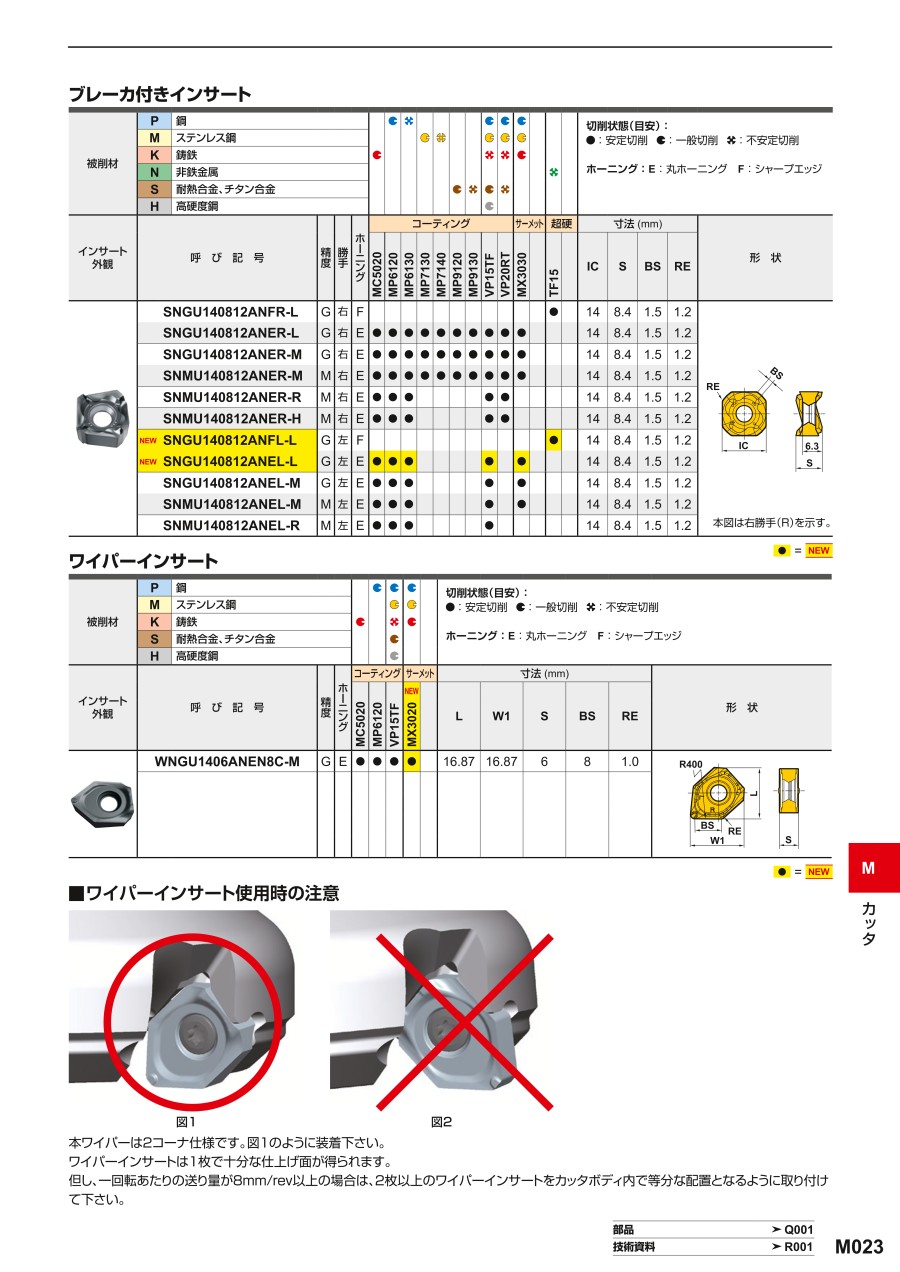
本図は右勝手(R)を示す。
| 呼び記号 | 精度 | 勝手 | ホーニング | コーティング | サーメット | 寸法(mm) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MC5020 | MP6120 | MP6130 | MP7130 | MP7140 | MP9120 | MP9130 | VP15TF | VP20RT | MX3030 | IC | S | BS | RE | ||||
| SNMU140812ANER-M | M | 右 | E | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | 14 | 8.4 | 1.5 | 1.2 |
| SNMU140812ANER-R | M | 右 | E | ● | ● | ● | ● | ● | 14 | 8.4 | 1.5 | 1.2 | |||||
| SNMU140812ANER-H | M | 右 | E | ● | ● | ● | ● | ● | 14 | 8.4 | 1.5 | 1.2 | |||||
| SNMU140812ANEL-M | M | 左 | E | ● | ● | ● | ● | ● | 14 | 8.4 | 1.5 | 1.2 | |||||
| SNMU140812ANEL-R | M | 左 | E | ● | ● | ● | ● | 14 | 8.4 | 1.5 | 1.2 | ||||||
ホーニング:
E:丸ホーニング

(mm)
| 対応カッタ | 用途 | 呼び記号 | 精度 | ホーニング | コーティング | IC | S | BS | RE |
|---|---|---|---|---|---|---|---|---|---|
| MV1030 | |||||||||
| WSX445 | 汎用 | SNMU140812ANER-M | M | E | ● | 14.0 | 8.4 | 1.5 | 1.2 |
| 刃先強化形 | SNMU140812ANER-R | M | E | ● | 14.0 | 8.4 | 1.5 | 1.2 | |
| 刃先強化形 | SNMU140812ANER-H | M | E | ● | 14.0 | 8.4 | 1.5 | 1.2 |
ホーニング:
E:丸ホーニング
推奨切削条件
推奨切削条件表
乾式切削条件

湿式切削条件

WSX445 切削速度
加工形態:乾式切削・湿式切削

WSX445 送り量と切込み量
加工形態:乾式切削・湿式切削

切削条件時の注意
注1)切削条件は、デジタルカタログM026、M028ページ表を参考に使用環境に合わせて設定して下さい。
注2)仕上げ面を重視する場合は湿式切削を推奨します。(乾式に比べて寿命は低下します。)
適用被削材


選定サポート情報
対応部品
| カッタボディタイプ | * |  |
|---|---|---|
| インサートクランプねじ | インサート用レンチ | |
| WSX445 | TPS4R | TIP15W |
*締付けトルク(N・m):TPS4R=3.5
選定サポート情報
切削速度(vc)

*1,000で割るのは、mmをmになおすため
DC(mm):カッタ径
π(3.14):円周率
n(min-1):主軸回転速度

このときの切削速度を求めると、
(答)公式にπ=3.14、DC=125、n=350を代入すると、
vc=π・DC・n/1,000=3.14×125×350/1,000=137.4m/min
これにより、切削速度は137.4m/minとなります。
1刃当たりの送り量(fz)

z:刃数
vf(mm/min):1分間当たりのテーブル送り速度
n(min-1):主軸回転速度(1回転当たりの送り f=z×fz)

500mm/minのとき1刃当たりの送り量を求めると、
(答)公式にあてはめて、
fz=vf/z×n=500/10×500=0.1mm/tooth
したがって1刃当りの送り量は0.1mm/toothとなります。
テーブル送り(vf)

fz(mm/tooth):1刃当たりの送り量
z:刃数
n(min-1):主軸回転速度

500min-1の時のテーブル送りを求めると、
(答)公式にあてはめて、
vf=fz×z×n=0.1×10×500=500mm/min
したがってテーブル送りは500mm/minとなります。
加工時間(Tc)

vf(mm/min):1分間当たりのテーブル送り速度
L(mm):テーブル総送り長さ(被削材長さ(l)+フライス直径(DC))

(答)1分間当たりのテーブル送りを求めて、
vf=0.25×16×200=800mm/min
テーブルの総送り長さを求めて、L=300+200=500mm
公式にあてはめて、
Tc=500/800=0.625(min)
0.625×60=37.5(sec)約37.5秒かかります。
所要動力(Pc)

ap(mm):切込み量
ae(mm):切削幅
vf(mm/min):1分間当たりのテーブル送り速度
Kc(MPa):比切削抵抗
η:(機械効率係数)
(例題)工具鋼を切込み2mm、切削幅80mm、テーブル送り280mm/minで切削したい、必要な動力を求めると、ただし、切削速度は80m/min、カッタ径Φ250、刃数12枚、機械効率係数は80%とした。
(答)まず、フライスの1刃当たりの送りから求めるために主軸回転速度を出します。
n=1,000vc/πDC=1,000×80/3.14×250=101.91min-1
1刃当たりの送り fz=vf/z×n=280/12×101.9=0.228mm/tooth
公式にあてはめて、
Pc=2×80×280×1,800/60×10の6乗×0.8=1.68kW
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
1,223円 ( 1,345円 ) | 2日目 |
1,223円 ( 1,345円 ) | 2日目 |
1,223円 ( 1,345円 ) | 2日目 |
1,714円 ( 1,885円 ) | 2日目 |
1,714円 ( 1,885円 ) | 2日目 |
930円 ( 1,023円 ) | 2日目 |
1,223円 ( 1,345円 ) | 2日目 |
1,223円 ( 1,345円 ) | 2日目 |
1,223円 ( 1,345円 ) | 2日目 |
1,223円 ( 1,345円 ) | 2日目 |
1,223円 ( 1,345円 ) | 2日目 |
1,261円 ( 1,387円 ) | 3日目 |
1,261円 ( 1,387円 ) | 2日目 |
1,261円 ( 1,387円 ) | 2日目 |
1,714円 ( 1,885円 ) | 2日目 |
1,261円 ( 1,387円 ) | 4日目 |
1,261円 ( 1,387円 ) | 2日目 |
1,223円 ( 1,345円 ) | 2日目 |
1,261円 ( 1,387円 ) | 3日目 |
1,261円 ( 1,387円 ) | 3日目 |
1,261円 ( 1,387円 ) | 3日目 |
1,223円 ( 1,345円 ) | 2日目 |
1,261円 ( 1,387円 ) | 4日目 |
1,223円 ( 1,345円 ) | 2日目 |
1,714円 ( 1,885円 ) | 2日目 |
930円 ( 1,023円 ) | 2日目 |
1,261円 ( 1,387円 ) | 1日目 |
1,261円 ( 1,387円 ) | 2日目 |
1,261円 ( 1,387円 ) | 2日目 |
1,261円 ( 1,387円 ) | 2日目 |
1,261円 ( 1,387円 ) | 2日目 |
1,714円 ( 1,885円 ) | 2日目 |
1,261円 ( 1,387円 ) | 2日目 |
1,261円 ( 1,387円 ) | 2日目 |
商品担当おすすめ



この商品を見た人は、こんな商品も見ています















最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

チップ(フライス加工用)カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
フライスカッター用チップ
4.6通常価格(税別):480円~
通常出荷日:当日出荷可能在庫品1日目

ミスミ
フライスカッター用チップ 四角タイプ
4.4通常価格(税別):360円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
肩削り用エンドミル チップ
4.1通常価格(税別):700円~
通常出荷日:当日出荷可能在庫品1日目
ダイジェット
ミラーラジアスエンドミル RNM/MRX形 対応チップ RNM
3通常価格(税別):6,601円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
平面削りエンドミル チップ
4.5通常価格(税別):670円~
通常出荷日:当日出荷可能在庫品1日目
タンガロイ
ミル 平面加工用 T/EMD4400、T/EGD4400用インサート
4.7通常価格(税別):707円~
通常出荷日:当日出荷可能在庫品1日目~
大昭和精機
FCM型用スローアウェイチップ
3.8通常価格(税別):886円~
通常出荷日:当日出荷可能在庫品1日目~
大昭和精機
スローアウェイチップ(CC06~CC16)
0通常価格(税別):489円~
通常出荷日:当日出荷可能在庫品1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
フライス切削用インサートJDET-FA
4通常価格(税別):1,061円~
通常出荷日:2日目