ツール用品技術窓口
絞り込み条件
刃径 D(φ)
~mm- 20
- 22
- 25
- 28
- 30
- 32
- 40
- 50
全長(mm)
~mm- 110
- 120
- 130
- 150
- 170
- 200
シャンク径 (d)(mm)
~mm- 16
- 18
- 20
- 25
- 32
刃数(枚)
~mm- 2
- 3
- 4
- 5
首下長(mm)
~mm- 26
- 29
- 30
- 32
- 40
- 50
- 65
タイプ
~mm出荷日
- すべて
- 2日以内
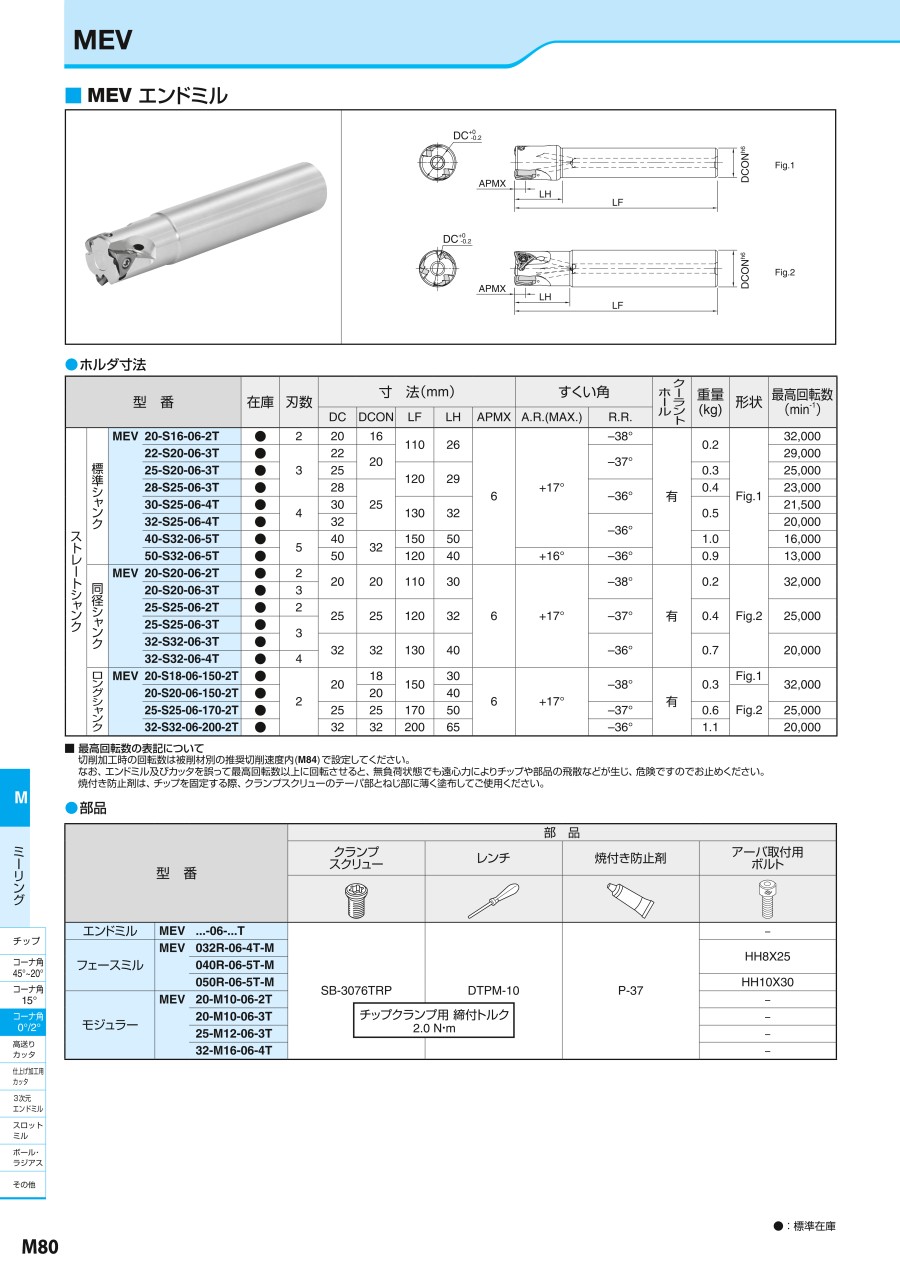
高性能エンドミル MEV

- 通常単価(税別)
- 23,050円~42,174円
- 税込単価
- 25,355円~46,391円
【特長】・高性能:低抵抗と高剛性を兼ね備えた新タイプのエンドミル・経済性:チップは3コーナ仕様。チップ...
詳細を確認- カッタ本体には、チップは付属しておりません。
- 商品画像は代表例です。型番により、形状が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
新発想の3角形チップ・縦置き仕様により低抵抗かつ高剛性を実現
高性能×経済性×多機能によりエンドミル加工の課題を解決
■新発想の3角形チップ・縦置き仕様で低抵抗と高剛性を両立
びびりに強く安定加工を実現
MEVの位置付け (イメージ)


MEVはハイレーキ設計で低抵抗。かつ、縦置き仕様で高剛性を実現
従来エンドミルのポジチップタイプとネガチップ・縦置き仕様の両方のメリットを兼ね備えた新タイプの高性能エンドミル

低抵抗かつ高強度な切れ刃/大きな芯厚で高剛性
- A.R. 最大+17°を確保し他社ポジタイプより低抵抗
- 美しい仕上げ面と優れた壁面精度を実現
- 低抵抗だけでなく大きな芯厚で高剛性。優れた耐びびり性能を実現
■チップ
独自の3角形チップで3コーナ使用可能
PR15シリーズは、耐摩耗性と耐溶着性に優れたMEGACOAT NANO®を採用
■ホルダ
シミュレーション解析技術を駆使し、ホルダの最大応力値を低減
ホルダ硬度アップと広いチップ拘束面により、ホルダの耐久性を向上
■肩・溝加工はもちろん、ランピング加工など多様な加工に対応(縦切込み6mm以下)

ランピング加工/平面加工/溝加工/ヘリカル加工/肩加工/ポケット加工
性能・試験情報
■切削抵抗比較(京セラ社比較)

切削条件:Vc=200m/min、ap×ae=3×18mm、fz=0.10mm/t、φ20(3枚刃)、Dry
被削材:SCM440H
■仕上げ面比較(京セラ社比較)

切削条件:Vc=180m/min、ap×ae=3×40mm、fz=0.1mm/t、φ50(5枚刃)、Dry
被削材:S50C
■耐びびり性能比較(京セラ社比較)
<肩加工>

切削条件:Vc=200m/min、ap×ae=3×18mm、fz=0.10mm/t、φ20(3枚刃)、Dry
被削材:SCM440H
<溝加工>

切削条件:Vc=220m/min、ap=3mm(溝加工)、fz=0.10mm/t、φ20(3枚刃)、Dry
被削材:SCM440H
■壁面加工精度の例(京セラ社比較)

切削条件:Vc=220m/min、ap×ae=3×10mm(4パス)、fz=0.15mm/t、φ50(5枚刃)、Dry
被削材:S50C
※壁面の精度は切削条件、加工環境、チップの組合せなどによって変動します
■ホルダ耐久性比較(京セラ社比較)
※推奨条件外での高送り比較

切削条件:Vc=120m/min、ap×ae=5×7.5mm、fz=0.25mm/t、φ20(1枚刃切削)、Dry
被削材:SCM440H
■耐摩耗性比較(京セラ社比較)

切削条件:Vc=180m/min、ap×ae=3×10mm、fz=0.1mm/t、φ20、Dry
被削材:SKD11(30~35HS)
■耐欠損性比較(京セラ社比較)

切削条件:Vc=120m/min、ap×ae=2×10mm、fz=0.3-0.36mm/t、φ20(1枚刃切削)、Dry
被削材:SCM440H(37~39HS)
加工実例
<機械部品 SUS420>
Vc=180m/min
ap×ae=1×~50mm
fz=0.1mm/t Dry
MEV50-S32-06-5T(5枚刃)
TOMT060508ER-GM PR1535

加工能率

- MEV:Vf=575mm/min
- 他社品E:Vf=350mm/min
MEVは切削速度をアップしても切削音良好
底面の仕上げ面粗さも良好で加工能率1.6倍を達成
(ユーザー様の評価による)
<プレート SS400>
Vc=180m/min
ap=3mm
fz=0.14mm/t Dry
MEV22-S20-06-3T(φ22-3枚刃)
TOMT060508ER-GM PR1525

加工数

- MEV:160個/コーナ
- 他社品F:65個/コーナ
MEVは他社品Fに対して工具寿命2.4倍を達成
切削音も静かで仕上げ面が良好
(ユーザー様の評価による)
外形図

推奨切削条件
推奨切削条件表

★第1推奨 ☆第2推奨
切削条件時の注意
切削条件中の太字は推奨切削条件の中心値を示します。実際の加工状況に応じて、切削速度、送りを範囲内で調整してください
Ni基耐熱合金、チタン合金は湿式加工を推奨します
仕上げ面を重視する場合は湿式加工を推奨します
適用被削材

使用分類の目安
★:荒加工/第1推奨
☆:荒加工/第2推奨
■:仕上げ/第1推奨
□:仕上げ/第2推奨
(高硬度は45HRC以下の場合)
選定サポート情報
部品・適合チップ

注意・禁止事項
斜め沈み加工(ランピング加工)の注意点- 斜め沈み加工の角度はRMPX以下に設定してください
- 送りは70%以下を目安として設定してください
最大傾斜角度による最小切削長さLの計算式
L=ap/tan RMPX

- 双方向でランピング加工をする際は最大傾斜角度RMPXの半分に設定してください

ヘリカル加工時には、最小~最大加工穴直径内で使用してください

×:最大加工穴直径オーバー
ヘリカル中心に芯が残る

×:最大加工穴直径未満
中央の削り残し部がホルダに干渉
| 型番 | 最小加工穴直径 | 最大加工穴直径 |
|---|---|---|
| MEV…06… | 2×DC-5 | 2×DC-2 |
- ヘリカル加工時には、最小~最大加工穴直径内でご使用ください
- カッタ方向は反時計回り(ダウンカット)となるようにしてください(上図参照)
- 切りくずが繋がる場合がありますので安全な環境下で加工してください

| 型番 | 最小加工深さ Pd | 底面が平坦となる 最小切削長 X |
|---|---|---|
| MEV…06… | 0.25 | DC-3 |
ドリリング後、そのまま横送り加工を行う場合は、削り残し部分が切削されるまでは、テーブル送りを推奨条件の25%以下にしてください
ドリリング加工時は、軸方向送り速度を0.1mm/rev以下にしてください
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
23,050円 ( 25,355円 ) | 2日目 |
27,127円 ( 29,840円 ) | 2日目 |
23,050円 ( 25,355円 ) | 2日目 |
25,481円 ( 28,029円 ) | 2日目 |
27,657円 ( 30,423円 ) | 2日目 |
26,408円 ( 29,049円 ) | 2日目 |
27,657円 ( 30,423円 ) | 2日目 |
25,811円 ( 28,392円 ) | 2日目 |
27,657円 ( 30,423円 ) | 2日目 |
30,418円 ( 33,460円 ) | 2日目 |
28,844円 ( 31,728円 ) | 2日目 |
31,779円 ( 34,957円 ) | 2日目 |
32,619円 ( 35,881円 ) | 2日目 |
30,685円 ( 33,754円 ) | 2日目 |
32,619円 ( 35,881円 ) | 2日目 |
31,405円 ( 34,546円 ) | 2日目 |
40,160円 ( 44,176円 ) | 2日目 |
42,174円 ( 46,391円 ) | 2日目 |
詳細情報
基本情報
【特長】
・高性能:低抵抗と高剛性を兼ね備えた新タイプのエンドミル
・経済性:チップは3コーナ仕様。チップとホルダの長寿命化を実現
・多機能:多様な加工に対応する高い汎用性
ご注意
- カッタ本体には、チップは付属しておりません。
- 商品画像は代表例です。型番により、形状が異なる場合がございます。
商品担当おすすめ

住友電工ハードメタル
SEC-スミデュアルミル DMSL06000M型 ヘッド

住友電工ハードメタル
SEC-スミデュアルミル DMSL06000R(S)型 本体(シェルタイプ)

住友電工ハードメタル
SEC-スミデュアルミル DMSW 08000E(L)型



この商品を見た人は、こんな商品も見ています















最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

カッター・刃先交換式エンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

住友電工ハードメタル
SEC-ウェーブミル WEX2000E/EL型
5通常価格(税別):14,450円~
通常出荷日:1日目~

MOLDINO(モルディノ・旧三菱日立ツール)
アルファボールエンドミルBCF形
0通常価格(税別):29,722円~
通常出荷日:2日目
大昭和精機
フルカットミルFCM型ストレートシャンク型
4.7通常価格(税別):11,925円~
通常出荷日:3日目~
三菱マテリアル
多機能用 BRP
4通常価格(税別):18,023円~
通常出荷日:2日目
MOLDINO(モルディノ・旧三菱日立ツール)
Max1 刃先交換式エンドミルMX形
4通常価格(税別):10,345円~
通常出荷日:2日目
三菱マテリアル
多機能用 AQX
0通常価格(税別):16,250円~
通常出荷日:2日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファエンドミルじゅうおうAJU形
0通常価格(税別):18,668円~
通常出荷日:2日目
MOLDINO(モルディノ・旧三菱日立ツール)
アルファ快削じゅうおうAHJ形
0通常価格(税別):20,011円~
通常出荷日:2日目
大昭和精機
Cセンタリングカッター
0通常価格(税別):15,480円
通常出荷日:3日目