ツール用品技術窓口
確定しました
タイプ
~mm出荷日
- すべて
- 4日以内
アルミ加工用 高能率エンドミル MEASフェースミル

- 通常単価(税別)
- 52,440円
- 税込単価
- 57,684円
【特長】・チップ飛散防止機構で高い信頼性。アルミニウム合金の高速・高能率加工を実現・大きな沈み角度に対...
詳細を確認- 商品画像は代表例です。型番により、形状が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
MEAS050R-13-4T-Mの仕様・寸法情報
商品情報
製品特長・仕様
製品の基本仕様・特長
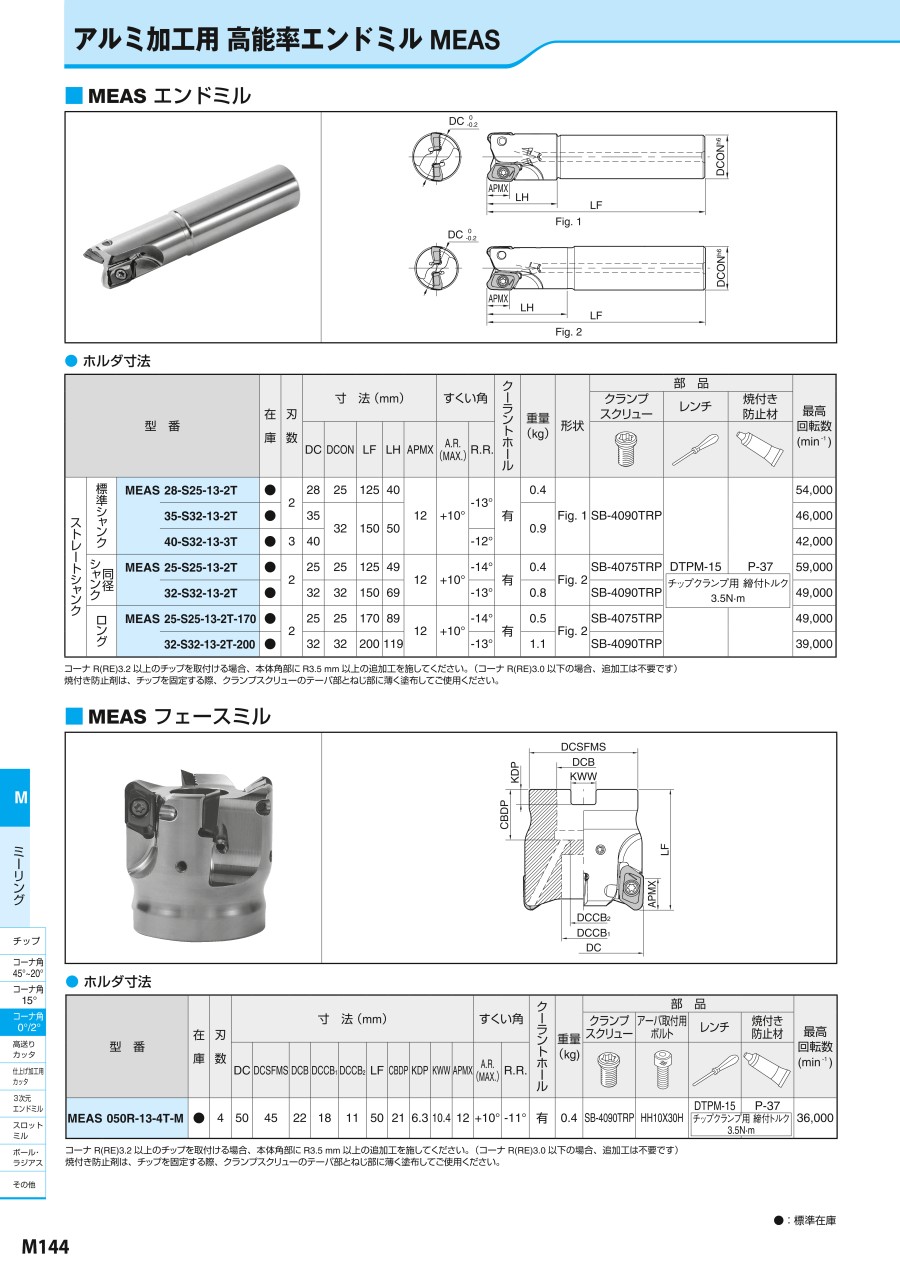
<MEAS>アルミ加工用 高能率エンドミル
高い信頼性。アルミニウム合金の高速・高能率加工を実現
- 鋭い切れ味で低抵抗
- 最大沈み角度20°(φ25)の3次元加工に対応
- 独自の水素フリーDLCコーティング PDL025
■高い信頼性で高能率加工
セレーション構造を採用
アルミニウム合金の高速加工に対応(φ32:推奨の最大切削速度 Vc=3,000m/min)

- バランス等級 G6.3
高速回転時の振動抑制(ISO1940/1) - M4 クランプスクリュー
- 独自セレーション構造
クランプスクリューの折損を防止
高い安全性を確保
セレーション構造の効果(イメージ)
セレーション部で遠心力を受けるため、クランプスクリューへの負荷が低減
クランプスクリューの折損を防止し、高速回転でも高い安全性を確保

■真のすくい角を最大20°を確保
低抵抗でびびりに強い

真のすくい角:最大20°
■多様な加工に対応
最大沈み角度 20 °(φ25)
1本の工具で肩・溝加工、ランピング・ヘリカル加工などにも対応

大きな沈み角度に対応
性能・試験情報
加工実例
<産業機械部品 A5052>
Vc=1,500m/min(n=9,550min-1)
- (1)ap×ae=3×40mm
fz=0.2mm/t(Vf=7,640mm/min) - (2)ap×ae=8×5mm
fz=0.2mm/t(Vf=7,640mm/min) - (3)ap×ae=2×~50mm
fz=0.15mm/t(Vf=5,730mm/min)
Wet
MEAS050R-13-4T-M
KCGT130504FR-AL PDL025

加工時間

- MEAS(φ50-4T):190秒
- 他社品C(φ50-3T):430秒
MEASは他社品Cに対し、加工時間が50%以上短縮した(ユーザー様の評価による)
外形図

使用方法・使用事例
使用方法
チップの装着方法について
- (1)チップ取付部の切りくずなどのゴミは、確実に除去してください
- (2)クランプスクリューは
・ テーパ部とねじ部に焼き付き防止剤を塗布してください
・ レンチ先端部(先端部は磁石化処理済み)に取り付け、チップ後端側をチップ座面(セレーション面)方向に軽く押し当てながら、締込んでください(右の写真を参照)
(推奨締付けトルク 3.5N・m)

推奨切削条件
推奨切削条件表

切削条件時の注意
- 機械剛性やワーク剛性等、実際の加工状況に応じて切削速度と送りを推奨範囲内で調整してください
- 推奨切削速度を超える条件では使用しないでください
- 定期的にチップのクランプスクリューを交換してください
万が一のカッタの破損、飛散に対し、十分な安全カバーなどをご使用ください - 高速回転(10,000min-1以上)で使用する場合は、工具本体とアーバの組み合わせで、右記の値を参考にバランス取りを行ってください
| 回転数 (min-1) | ISOバランス等級 ISO 1940-1/8821 (JIS B0905) |
|---|---|
| ~20,000 | G16 |
| ~30,000 | G6.3 |
| 30,000~ | G2.5 |
注意・禁止事項
- コーナR(RE)3.2以上のチップを取付ける場合、本体角部にR3.5mm以上の追加工を施してください(コーナR(RE)3.0以下の場合、追加工は不要です)
- 焼付き防止剤は、チップを固定する際、クランプスクリューのテーパ部とねじ部に薄く塗布してください
斜め沈み加工(ランピング加工) 注意点
- 斜め沈み加工の角度はRMPX以下に設定してください
- 送りは50%以下を目安として設定してください
最大傾斜角度による切削長さLの計算式
L=ap/tan RMPX

バーチカル(プランジ)加工 注意点
- ※バーチカル(プランジ)加工時の送りはfz=0.1(mm/t)以下に設定してください
| チップ型番 | 最大横切込み(ae) |
|---|---|
| KCGT13型 | 8mm |
ヘリカル加工 注意点
- ヘリカル加工時には、最小~最大加工穴直径内でご使用ください

× 最大加工径オーバー
ヘリカル中心に芯が残る

× 最小加工径未満
中央の削り残し部がホルダに干渉
| 型番 | 最小加工穴直径 | 最大加工穴直径 | 一周当たりの 最大沈み深さ |
|---|---|---|---|
| MEAS…13… | 2×DC-16 | 2×DC-3 | 3.5 |
- カッタ方向は、反時計回り(ダウンカット)となるようにしてください(上図参照)
- テーブル送りは、推奨条件の50%に下げてください
- 切りくずが繋がる場合がありますので安全な環境下で加工してください
ドリリング加工 注意点

【ドリリング深さ】
- 表のPd値をご参照ください(Pd:最大加工深さを示す)
【ドリリング後の横送り加工】
- (1)中心部のコア(削り残し部分)が切削されるまで、送りをfz=0.15(mm/t)以下にしてください
- (2)ドリリング加工時は、軸方向の1回転当たり送り速度をf=0.1(mm/rev)以下にしてください
| 型番 | 最大加工深さ Pd | 底面が平坦となる 最小切削長 X |
|---|---|---|
| MEAS…13… | 3.5 | DC-16 |
使用に関して[危険]
必ず推奨条件内で使用してください
- 本体記載の最高回転数以上で回転させないでください
遠心力、切削負荷によりチップの飛散が生じる恐れがあります
- 以下の状態では使用しないでください
刃数を減らす(1枚飛び等も不可)
本体に損傷等の異常が発生している
- チップ着脱時には、必ず保護手袋等の保護具を着用して作業してください
刃先との接触により、けがをする恐れがあります
動バランスに関して
カッタは出荷時にバランス調整済みです
- ISOバランス等級(ISO1940/1)G6.3にバランス調整を実施しております
- 高速回転(10,000min-1以上)で使用する場合は、工具本体とアーバの組み合わせで、下記の値を参考にバランス取りを行ってください
カッタ外周側に動バランス調整スクリューを挿入しています。動バランスが崩れる恐れがありますので操作しないでください
| 回転数 (min-1) | ISOバランス等級 ISO 1940-1/8821 (JIS B0905) |
|---|---|
| ~20,000 | G16 |
| ~30,000 | G6.3 |
| 30,000~ | G2.5 |
詳細情報
基本情報
【特長】
・チップ飛散防止機構で高い信頼性。アルミニウム合金の高速・高能率加工を実現
・大きな沈み角度に対応し多様な加工が可能
・鋭い切れ刃で低抵抗
ご注意
- 商品画像は代表例です。型番により、形状が異なる場合がございます。
類似品類似品をすべて見る






商品担当おすすめ



この商品を見た人は、こんな商品も見ています







最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

カッター・刃先交換式エンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

MOLDINO(モルディノ・旧三菱日立ツール)
Max1 刃先交換式エンドミルMX形
4通常価格(税別):10,345円~
通常出荷日:当日出荷可能在庫品1日目~

住友電工ハードメタル
SEC-ウェーブミル WEZ 11000E型
0通常価格(税別):14,450円~
通常出荷日:1日目~
大昭和精機
フルカットミルFCM型ストレートシャンク型
4.7通常価格(税別):11,925円~
通常出荷日:3日目~
三菱マテリアル
正面削り用 ASX445
0通常価格(税別):37,575円~
通常出荷日:4日目
三菱マテリアル
多機能用 AQX
0通常価格(税別):16,250円~
通常出荷日:1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファスーパーバーチカルミルASV形
0通常価格(税別):19,170円~
通常出荷日:当日出荷可能在庫品1日目~
住友電工ハードメタル
アルミニウム合金用高能率カッタ SRF型
0通常価格(税別):46,824円~
通常出荷日:1日目~
三菱マテリアル
ARP 難削材加工用ラジアスカッタ シャンクタイプ
0通常価格(税別):38,740円~
通常出荷日:4日目
三菱マテリアル
WWX200 両面インサート式汎用肩削りカッタ シャンクタイプ クーラント穴あり
0通常価格(税別):28,851円~
通常出荷日:3日目~