ツール用品技術窓口
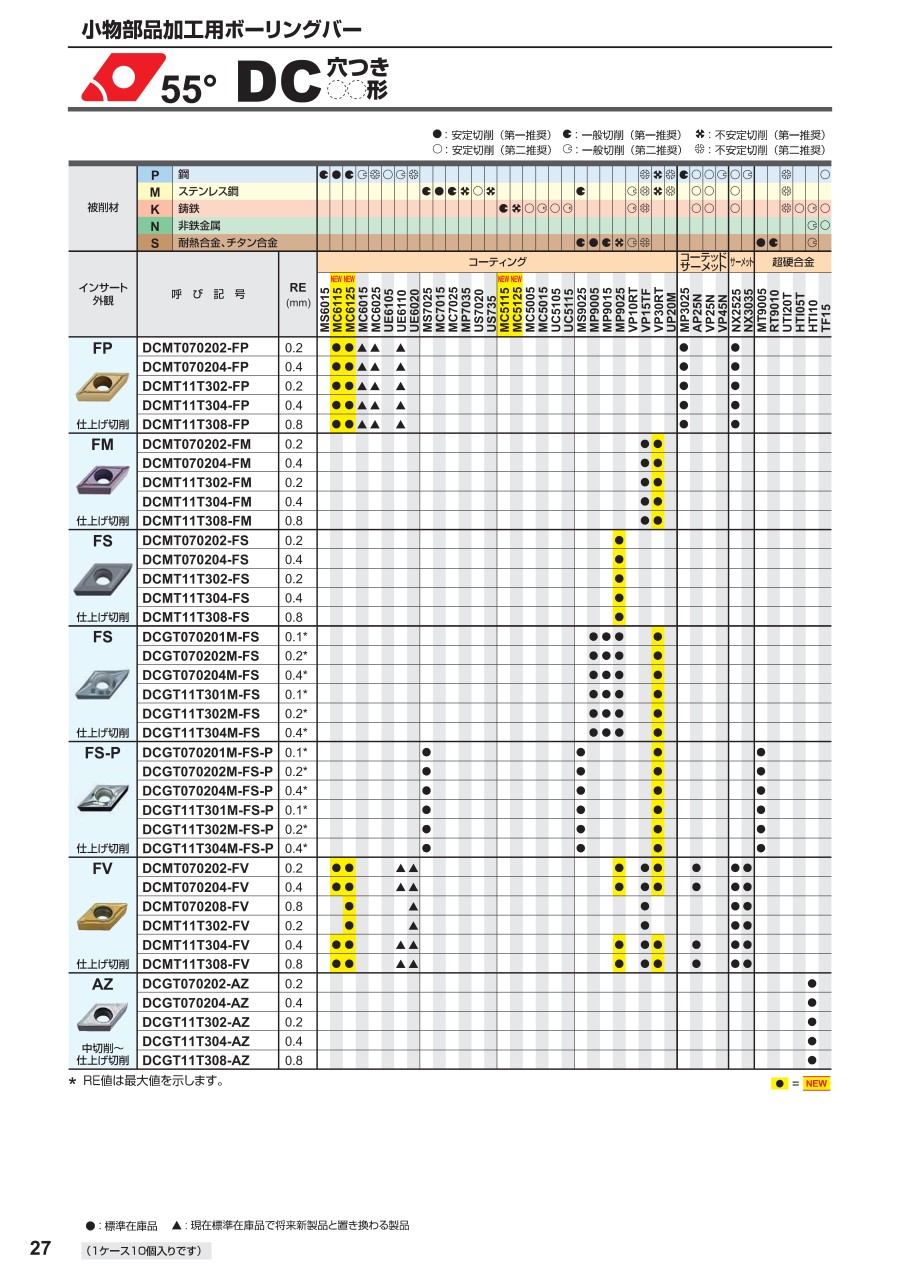
三菱マテリアル・DCGT-FS-P・55°ひし形・ポジ・穴有・旋削チップ
- 通常単価(税別)
- 1,235円~1,794円
- 税込単価
- 1,359円~1,973円
【仕様】・ブレーカ記号:FS-P・形状:D(55°ひし形)・穴:T(穴あり)・逃げ角:ポジ7°(C)【...
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
| ISO使用分類記号 | 材種 | 材種コンセプト | 用途 |
|---|---|---|---|
| S01 | MT9005 | 耐熱性・耐塑性変形が最も高い超硬合金 | チタン合金 高速切削 |
小物高精度部品旋削加工用PVDコーテッド超硬材種 MSシリーズ MS7025
ナノ積層コーティングにより、低送り加工における耐溶着性と耐摩耗性を飛躍的に向上
ナノ積層コーティング
高潤滑のAlCrN層と高い硬さを持つAlTiN層をナノ積層技術で融合し、耐溶着性と耐摩耗性を飛躍的に向上しました。また、ナノレベルでの被膜組織を制御したことで、被膜損傷を大幅に抑制することに成功しました。

従来積層コーティング

ナノ積層コーティング
高潤滑層の効果
ナノレベルの高潤滑層により低送り加工で発生しやすい溶着から生じる構成刃先を抑制し、加工面の傷を抑制します。

微小-低切込み用 FS-Pブレーカ

性能・試験情報
端面加工での3D解析による加工面比較
切削速度の変化しやすい端面加工でも安定した加工品位を実現します。
被削材 : S45C

被削材 : SUS304


加工イメージ図
被削材径 16mm
被削材 : 上記
インサート : DCGT11T302
切削速度 : vc = Max. 100m/min
送り量 : f = 0.02mm/rev
切込み量 : ap = 0.2mm
加工形態 : 湿式切削(油性)
低送り加工での寸法変化量比較
低送り条件の加工にて、寸法変化量が抑えられ、加工面品位も向上します。
被削材 : SUS440C


寸法変化量
加工数1個目を基準とした寸法変化量
被削材 : SUS440C
インサート : DCGT11T301
切削速度 : vc = 70m/min
送り量 : f = 0.02mm/rev
切込み量 : ap = 1.5mm
加工形態 : 湿式切削(油性)
加工数40個加工後撮影

MS7025

従来品A

従来品B
被削材 : ELCH2S

<切削条件>
被削材 : ELCH2S
インサート : DCGT11T302
切削速度 : vc = 240m/min
送り量 : f = 0.03mm/rev
切込み量 : ap = 0.3mm
被削材長さ : 15mm
加工形態 : 湿式切削(油性)
加工数500個加工後撮影

MS7025

従来品A

従来品B
外形図

使用方法・使用事例
使用事例
| 使用インサート( 材種) | DCGT11T302M-FS-P (MT9005) | |
|---|---|---|
| 被削材 | Ti-6AI-4V ELI | |
| 切削条件 | 切削速度 vc (m/min) | 65 |
| 送り量 f (mm/rev) | 0.06 | |
| 切込み量 ap (mm) | 0.75 | |
| 加工形態 | 湿式切削(不水溶性) | |
| 使用機械 | 小型CNC自動旋盤 | |
| 結果 | 従来PVDコーティング品に対し、超硬合金(ノンコート)のMT9005は、2倍の加工数でも加工面粗さも非常に良好でした。 摩耗量が非常に少なく、寸法精度が安定しているため、さらなる加工延長が可能でした。 | |
| インサート | DCGT070202M-FS-P (MS7025) | DCGT11T302M-FS-P (MS7025) | |
|---|---|---|---|
| 加工物 | SUS440C | SUS430F | |
| 部品名 | バルブ部品 | シャフト部品 | |
| 加工箇所 | 外径端面加工 | 外径端面加工 | |
| 切削条件 | 切削速度 vc (m/min) | 58 | 130 |
| 送り量 f (mm/rev) | 0.04 | 0.03 | |
| 切込み量 ap (mm) | 0.15 | 0.56 | |
| 加工形態 | 湿式切削(油性) | 湿式切削(油性) | |
| 結果 |  従来品に対して、寸法精度が安定するようになり、加工精度も良好となりました。 | 切りくず処理が改善され、加工面も良好な結果となりました。 | |
| インサート | DCGT11T302M-FS-P (MS7025) | |
|---|---|---|
| 加工物 | SUS430相当 | |
| 部品名 | 機械部品 | |
| 加工箇所 | 外径端面加工 | |
| 切削条件 | 切削速度 vc (m/min) | 100 |
| 送り量 f (mm/rev) | 0.06 | |
| 切込み量 ap (mm) | 0.25 | |
| 加工形態 | 湿式切削(油性) | |
| 結果 | 刃先への溶着が抑えられることにより、刃先の損傷が少なく、面品位を向上する事ができました。 | |
顧客使用事例により推奨条件と異なる場合があります。
推奨切削条件
推奨切削条件表

精密級ポジティブインサート

vc = 切削速度、ap = 切込み量、f = 1回転当たりの送り量
選定サポート情報
適用範囲




チップブレーカシステム
ネガティブインサート

ポジティブインサート

精密級チップブレーカシステム
ポジティブインサート

ステンレス鋼での材種使い分け

型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
1,273円 ( 1,400円 ) | 2日目 |
1,287円 ( 1,416円 ) | 2日目 |
1,524円 ( 1,676円 ) | 2日目 |
1,273円 ( 1,400円 ) | 2日目 |
1,287円 ( 1,416円 ) | 2日目 |
1,524円 ( 1,676円 ) | 2日目 |
1,273円 ( 1,400円 ) | 4日目 |
1,235円 ( 1,359円 ) | 2日目 |
1,524円 ( 1,676円 ) | 2日目 |
1,501円 ( 1,651円 ) | 2日目 |
1,571円 ( 1,728円 ) | 2日目 |
1,794円 ( 1,973円 ) | 2日目 |
1,501円 ( 1,651円 ) | 2日目 |
1,571円 ( 1,728円 ) | 2日目 |
1,794円 ( 1,973円 ) | 2日目 |
1,501円 ( 1,651円 ) | 2日目 |
1,508円 ( 1,659円 ) | 2日目 |
1,794円 ( 1,973円 ) | 2日目 |
詳細情報
基本情報
【仕様】
・ブレーカ記号:FS-P
・形状:D(55°ひし形)
・穴:T(穴あり)
・逃げ角:ポジ7°(C)
【材種特長】
・MT9005は耐熱性・耐塑性変形が最も高い超硬合金(チタン合金で高速切削)
・MS7025は小物高精度部品旋削加工用PVDコーテッド超硬材種、小物高精度部品旋削加工用の低送り加工に適した工具材種です
・MS7025は耐溶着性に優れる高潤滑層と摩耗進行を抑制する高耐摩耗層を、ナノレベルで制御したことにより、被膜損傷を大幅に抑制し、耐溶着性と耐摩耗性を飛躍的に向上。ナノレベル高潤滑層は、低送り加工で発生しやすい溶着から生じる構成刃先を抑制し、加工面の傷を抑制
・MT9005はAl含有量をアップしたアルミリッチテクノロジーにより、被膜硬度向上および高硬度相安定化が図られ、耐熱合金、析出硬化系ステンレス鋼旋削加工時の耐摩耗性、耐クレータ性、耐溶着性を大幅に改善しました
・VP30RTは耐欠損性に優れ、ステンレス鋼の加工や一般鋼の強断続切削に最適です
【用途】
・仕上げ切削用
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。