ツール用品技術窓口
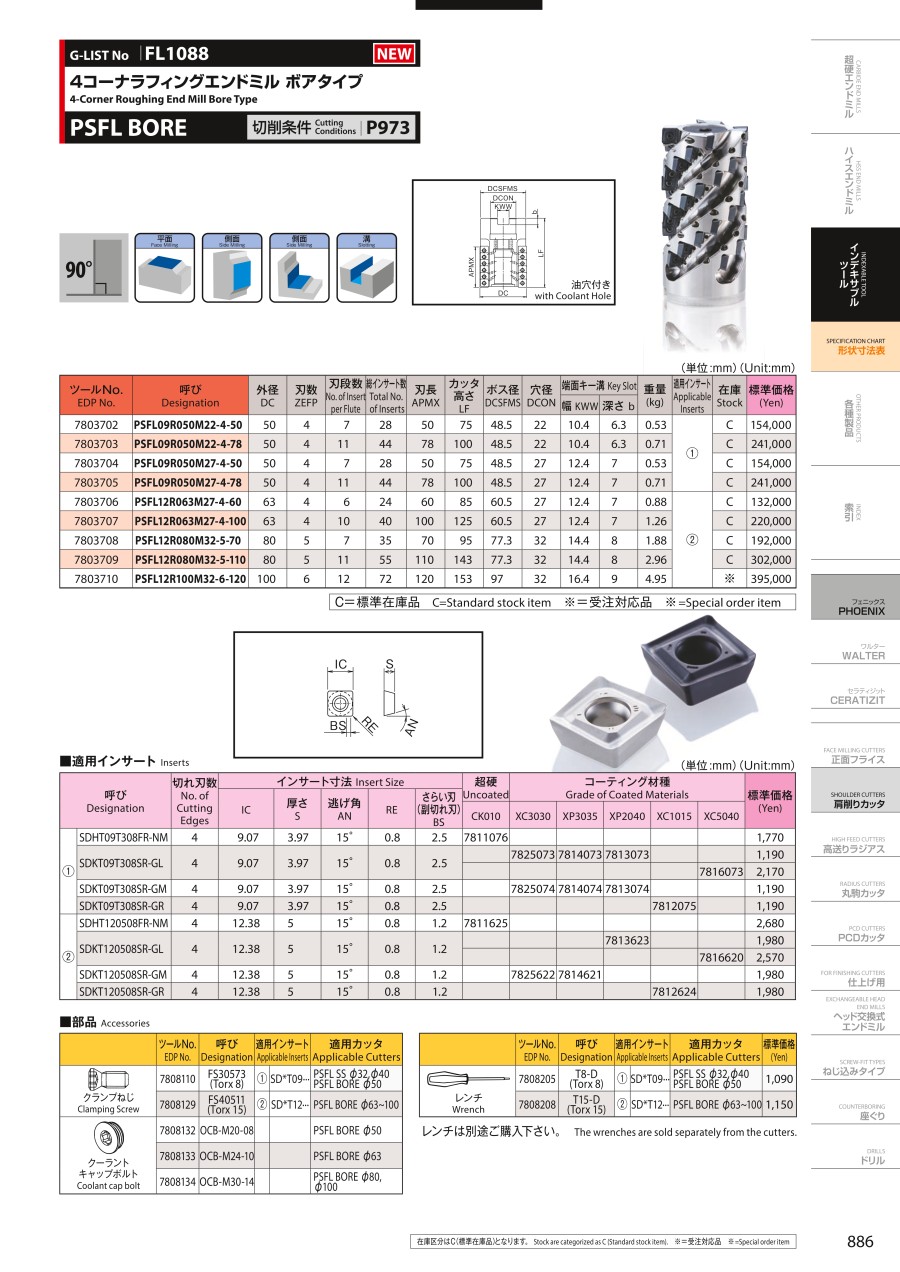
PSFL 4コーナーラフィングエンドミル ボアタイプ

- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
特殊なボディ設計で高い防振効果
不等リードインサート配列

β1≠β2≠β3
不等分割

a1≠a2

工具:PSFL09R050M27-4-78(φ50x4刃) 被削材:Ti-6Al-4V
切削条件
Vc=60m/min(n=382min-1) Vf=230mm/min(fz=0.15mm/t)
ap=78mm ae=10mm 水溶性切削油剤(内部給油)
使用機械:横形マシニングセンタ(BT50)

工具:PSFL12R063M27-4-100(φ63x4刃) 被削材:FC300
切削条件
Vc(PSFL)=180m/min(n=910min-1) Vf(PSFL)=910mm/min(fz=0.25mm/t)
Vc(他社品)=150m/min(n=758min-1) Vf(他社品)=606mm/min(fz=0.2mm/t)
ap=60mm ae=7mm エアブロー
使用機械:横形マシニングセンタ(BT50)
経済的な高耐久性4コーナインサート
3次元ブレーカインサートのシャープな切れ味と大きなポジすくい角で切削抵抗を低減

- 切れ味重視の刃先形状
- 低抵抗なポジすくい角
共通インサート
09サイズはPSFと同じインサートが使え、管理が簡単

PSFL(4コーナ)と他社品(2コーナ)の加工可能ワーク数比較
| 使用工具 | PSFL12R080M32-5-110 (φ80×5刃) | 他社ラフィングカッタ(φ80×5刃) |
|---|---|---|
| 使用インサート (材種) | SDKT120508SR-GM(XP3035) | 超硬コーティングインサート (2コーナタイプ) |
| 被削材 | SS400 | |
| 切削速度 | 180m/min(720min-1) | |
| 送り速度 | 400mm/min(0.11mm/t) | |
| 切込深さ | ap=85mm ae=10mm | |
| 切削油剤 | 水溶性切削油剤(内部給油) | |
| 使用機械 | 横形マシニングセンタ(BT50) | |

※インサート材種及び特殊ボディの防振効果による
性能・試験情報
鋳物プレートの側面高能率加工
従来は不安定なワーククランプによるびびり振動を抑制するため、高送りラジアスカッタを使用し切込深さ(ap)を小さくして加工することを余儀なくされていた。
不等リード配列・不等分割を採用したPSFLは、ap=50mmでもびびることなく加工することができた。
従来の高送りラジアスカッタでの加工に対し、大幅な加工時間の短縮を行うことができた。
| 使用工具 | PSFL12R063M27-4-100(φ63×4刃) | 他社高送りラジアスカッタ(φ50×3刃) |
|---|---|---|
| 使用インサート(材種) | SDKT120508SR-GR(XC1015) | 超硬コーティングインサート |
| 被削材 | FC300 | |
| 切削速度 | 120m/min(606min-1) | 110m/min(700min-1) |
| 送り速度 | 500mm/min(0.2mm/t) | 2,800mm/min(0.133mm/t) |
| 切込深さ | ap=50mm ae=10mm | ap=2mm ae=10mm |
| 切削油剤 | なし(エアブロー) | |
| 使用機械 | 門形マシニングセンタ(BT50) | |

ワーク1個あたりの加工時間(分)

PSFL

他社品

チタン合金のトロコイド加工
他社品は40分加工時点で刃先に欠け発生。
PSFLは50分加工しても刃先に欠けがなく、摩耗も軽微で継続可能な状態であった。
| 使用工具 | PSFL09R050M22-4-50(φ50×4刃) | 他社ラフィングカッタ(φ50×4刃) |
|---|---|---|
| 使用インサート(材種) | SDKT09T308SR-GL(XC5040) | 超硬コーティングインサート |
| 被削材 | Ti-6Al-4V | |
| 切削速度 | 60m/min(382min-1) | |
| 送り速度 | 152mm/min(0.1mm/t) | |
| 切込深さ | ap=50mm ae=10mm | |
| 切削油剤 | 水溶性切削油剤(内部給油) | |
| 使用機械 | 立形マシニングセンタ(BT50) | |

加工時間(分)

50分加工後のインサート

FC250の長寿命加工
他社品は加工時の振動が大きく早期に欠けが発生したが、PSFLは防振効果により加工中の振動を抑えることで欠けることなく、長寿命加工を実現することができた。
| 使用工具 | PSFL12R063M27-4-100 (φ63×4刃) | 他社Aラフィングカッタ (φ63×4刃) | 他社Bラフィングカッタ (φ63×4刃) |
|---|---|---|---|
| 使用インサート(材種) | SDKT120508SR-GR(XC1015) | 超硬コーティングインサート | 超硬コーティングインサート |
| 被削材 | FC250 | ||
| 切削速度 | 100m/min(505min-1) | ||
| 送り速度 | 505mm/min(0.25mm/t) | ||
| 切込深さ | ap=100mm ae=10mm | ||
| 切削油剤 | なし(エアブロー) | ||
| 使用機械 | 横形マシニングセンタ(BT50) | ||

外周最大摩耗幅推移 (欠け含む)

20m加工後のインサート
外形図

オイルホール付き
推奨切削条件
推奨切削条件表

上記の数値は実切削速度における一般的な値を示したものです。加工環境に合わせて適宜調整して下さい。
切込深さを変えた時の条件変更の目安

適用被削材
被削材別推奨材質
◎:第一推奨材質 ○:第二推奨材質

NM:アルミニウム合金用 GL:軽切削用 GM:中切削用 GR:重切削用
切込深さ(ap)1.1~1.5D、切込幅(ae)0.1D以下での条件表です。
選定サポート情報
一般鋼から難削材まで幅広い被削材に対応する材種をラインナップ

適用インサート

| 呼び | 切れ刃数 | インサート寸法 | |||||
|---|---|---|---|---|---|---|---|
| IC | 厚さ S | 逃げ角 AN | RE | さらい刃 (副切れ刃) BS | |||
| (1) | SDHT09T308FR-NM | 4 | 9.07 | 3.97 | 15° | 0.8 | 2.5 |
| SDKT09T308SR-GL | |||||||
| SDKT09T308SR-GM | |||||||
| SDKT09T308SR-GR | |||||||
| (2) | SDHT120508FR-NM | 4 | 12.38 | 5 | 15° | 0.8 | 1.2 |
| SDKT120508SR-GL | |||||||
| SDKT120508SR-GM | |||||||
| SDKT120508SR-GR | |||||||
| 呼び | 超硬 | コーティング材種 | |||||
|---|---|---|---|---|---|---|---|
| CK010 | XC3030 | XP3035 | XP2040 | XC1015 | XC5040 | ||
| (1) | SDHT09T308FR-NM | 7811076 | - | - | - | - | - |
| SDKT09T308SR-GL | - | 7825073 | 7814073 | 7813073 | - | - | |
| - | - | - | - | - | 7816073 | ||
| SDKT09T308SR-GM | - | 7825074 | 7814074 | 7813074 | - | - | |
| SDKT09T308SR-GR | - | - | - | - | 7812075 | - | |
| (2) | SDHT120508FR-NM | 7811625 | - | - | - | - | - |
| SDKT120508SR-GL | - | - | - | 7813623 | - | - | |
| - | - | - | - | - | 7816620 | ||
| SDKT120508SR-GM | - | 7825622 | 7814621 | - | - | - | |
| SDKT120508SR-GR | - | - | - | - | 7812624 | - | |
(1)及び(2)は部品表の適用インサートの番号に相当します。
部品

レンチは別途ご購入下さい。
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
124,059円 ( 136,465円 ) | 1日目 |
195,589円 ( 215,148円 ) | 1日目 |
124,059円 ( 136,465円 ) | 1日目 |
195,589円 ( 215,148円 ) | 1日目 |
106,513円 ( 117,164円 ) | 1日目 |
177,707円 ( 195,478円 ) | 1日目 |
155,353円 ( 170,888円 ) | 1日目 |
244,766円 ( 269,243円 ) | 1日目 |
詳細情報
基本情報
【仕様】
・「深切込みでもびびらない」高能率カッタ。特殊なボディ設計による防振効果でびびりを抑制し、高能率加工を実現。
・不等リードインサート配列、不等分割を採用。
・シャープな切れ味と大きなポジすくい角で切削抵抗を低減。
・専用インサートは経済的な耐久性4コーナーインサート、一般鋼から幅広い被削材に対応する材種をラインナップ(別売)
ご注意
- カッタ本体には、チップは付属しておりません。
- CADデータ、CAM・工具管理ソフト用データダウンロードをご利用の際は、データのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)または「CAM・工具管理ソフト用データ」で対象を選択後、ダウンロードボタンをご利用ください。詳細はこちらをご確認下さい。
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

カッター・刃先交換式エンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

タンガロイ
ねじ止め式小径直角肩加工用 柄付きカッタ EPAV06
0通常価格(税別):17,740円~
通常出荷日:1日目~

住友電工ハードメタル
SEC-マルチミル CHE-R型
4.5通常価格(税別):11,654円~
通常出荷日:1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファスーパーエクセレントミニASM形
4通常価格(税別):15,906円~
通常出荷日:当日出荷可能在庫品1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファ面取りカッタCPC形
4通常価格(税別):22,100円~
通常出荷日:当日出荷可能在庫品1日目~
タンガロイ
ミル 肩削り用 TSE4000RIA
0通常価格(税別):58,210円~
通常出荷日:1日目
タンガロイ
直角肩加工用カッタ EPW13形
0通常価格(税別):23,220円~
通常出荷日:1日目
イスカル
スモウミル(5mm切刃) エンドミル
0通常価格(税別):25,373円~
通常出荷日:3日目
ダイジェット
スウィングボール ネオ SWBX形
0通常価格(税別):31,346円~
通常出荷日:1日目
京セラ
切削工具用部品 ネジ
4.2通常価格(税別):80円~
通常出荷日:当日出荷可能在庫品1日目~