ツール用品技術窓口
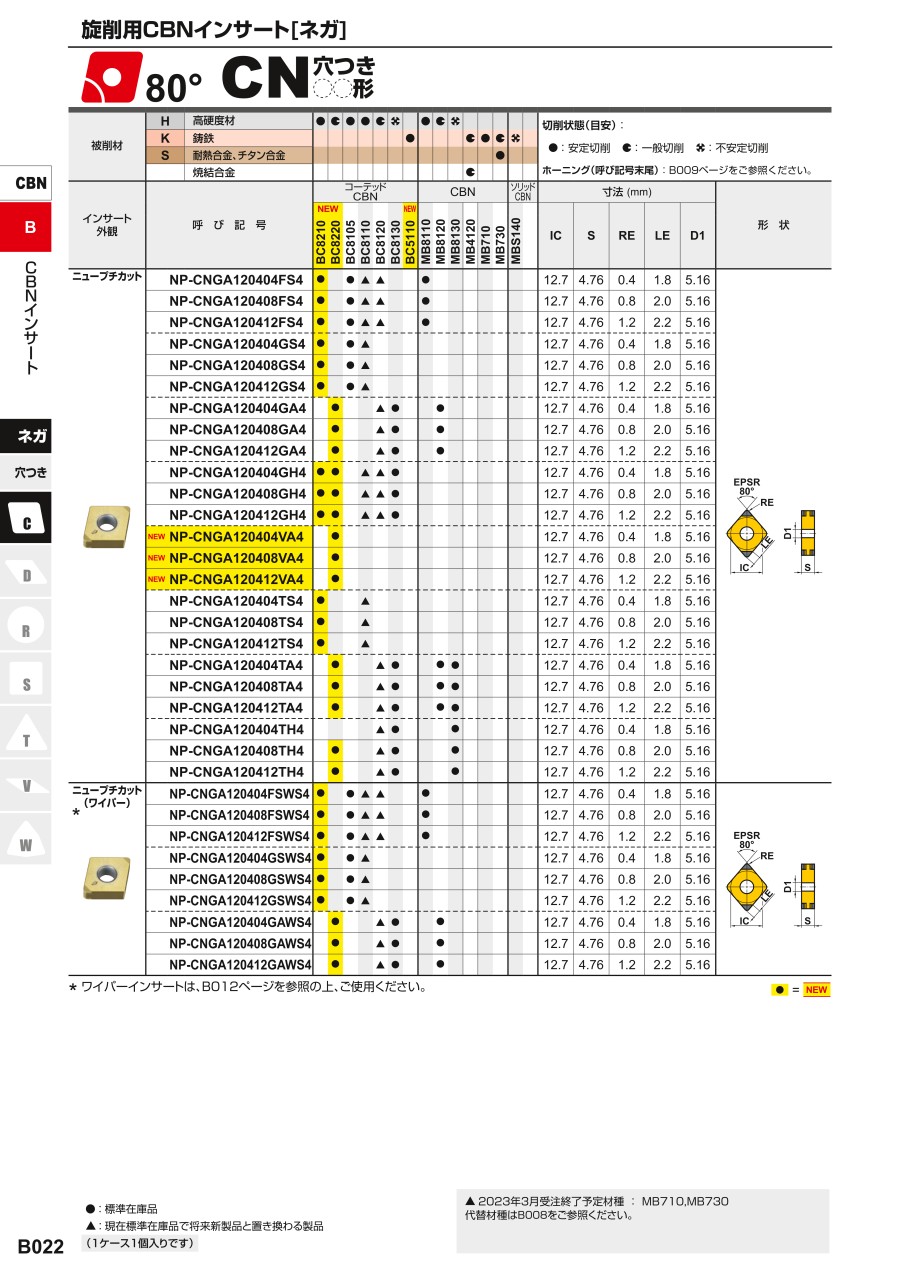
三菱マテリアル・CBN・NP-CNGA・80°ひし形・ネガ・穴有・旋削チップ

- 通常単価(税別)
- 4,413円~7,839円
- 税込単価
- 4,854円~8,623円
小径ボーリング用、一般旋削用からフライス用まで幅広い用途でお使いいただけます。【材種特長】・「BC82...
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
BC8210 連続・弱断続加工に
高速加工で抜群の工具寿命を発揮
連続切削加工から弱断続切削加工に適しています。特に高速切削条件において、優れた耐逃げ面摩耗性、耐クレータ摩耗性、耐チッピング性を発揮し、安定加工を実現します。

BC8220 汎用加工に
幅広い加工条件で圧倒的な寿命を実現
連続切削加工から強断続切削加工まで、幅広い切削加工領域に適しています。CBN基材とコーティングにより、優れた耐クレータ摩耗性と耐欠損性を両立し、工具寿命の延長を実現します。

BC8210
衝撃を和らげるAlCrSiN系コーティングと、耐摩耗性に優れるTiAlSiN系コーティングの組み合わせにより、連続から弱断続切削で安定した耐摩耗性を発揮します。

BC8220
耐摩耗性に優れるTiAlN系コーティングをベースに、微細かつ超多積層構造にすることで、チッピングの要因ともなるコーティングへのクラック進展を抑制します。
これにより、幅広い切削領域で安定した加工を実現します。

“超微粒・耐熱バインダー技術”
BC8200シリーズの基材には、"超微粒・耐熱バインダー"を採用しました。耐クレータ摩耗性と耐チッピング性・耐欠損性を高次元で両立することで、工具寿命を大きく向上させました。
特長

従来の加工条件でも、送り量を上げても加工部品の仕上げ面粗さは向上します。
能率改善
高送りによる時間短縮だけでなく、荒加工と仕上げ加工の2工程を1工程で加工でき高能率加工が実現します。
寿命延長
高送り条件に変更すると、部品1個当たりの加工時間が短縮されるため、インサートのコーナ当たりの部品加工数が増加します。
また、こすり摩耗が防止でき工具摩耗を遅らせる効果があります。
切りくず処理改善
高送り条件に変更すると、切りくず厚みが大きくなるため、切りくずが分断しやすくなり、切りくず処理が改善されます。
シリーズの中で耐摩耗性に優れ、連続切削加工に適しています。
耐摩耗性・耐欠損性のバランスに優れ、幅広い加工領域に対応します。


面粗さRa 0.6μm, Rz 2.4μm 以下の仕上げ加工に適しています。
耐欠損性に優れ、不安定な切削状態や強断続切削加工に適しています。



*耐摩耗性重視の場合にはBC8110を推奨します。

材種の特長
PVD特殊セラミックスコーティングを採用

仕上げ面粗さを向上。潤滑性と耐摩耗性を両立し、耐剥離性と付着強度を向上。

耐溶着性を向上させ、コーティング剥離を防止、耐摩耗性、耐チッピング性と付着強度を向上。

耐溶着性を向上させ、コーティング剥離を防止、耐剥離性と付着強度を向上させ、下層部は焼結体との密着力を高めた構造。

衝撃による膜の剥離が生じにくく、優れた耐欠損性を発揮、耐衝撃性と耐チッピング性を高め、下層部は焼結体との付着強度を向上。
*イメージ図
MB8110 連続切削加工に
シリーズの中で耐摩耗性に優れ、連続切削加工に適しています。
MB8120 汎用加工に
耐摩耗性・耐欠損性のバランスに優れ、幅広い加工領域に対応します。
MB8130 強断続切削加工に
耐欠損性に優れ、不安定な切削状態や強断続切削加工に適しています。
WLワイパーインサート
内径加工や小径加工における、びびり振動・うねりの抑制と、切削抵抗の低減による面粗さの安定を実現しました。

※ワイパ-刃先稜線に微小な傾斜を持たせることで当たり面抑制します。
性能・試験情報
連続切削加工 工具寿命比較
従来品と比較してクレータ摩耗進行が抑制され、工具寿命が向上します。

被削材 : SCr420 (60 HRC)
インサート : NP-CNGA120408GS2
切削速度 : vc=200 m/min
送り量 : f=0.1 mm/rev
切込み量 : ap=0.2 mm
加工形態 : 乾式切削
中断続切削加工 工具寿命比較
従来品と比較してクレータ摩耗進行とチッピング発生が抑制され、断続加工においても工具寿命が向上します。
被削材 : SCr420 (60 HRC)
インサート : NP-CNGA120408VA2
切削速度 : vc=250 m/min
送り量 : f=0.15 mm/rev
切込み量 : ap=0.1 mm
加工形態 : 乾式切削

“超微粒バインダー”で突発欠損を防止
CBN基材に“超微粒バインダー”と微粒cBNを分散することで、クラックの進展を抑制し、切削時の突発欠損の発生を防止します。

“耐熱バインダー”でクレータ摩耗進行を抑制
バインダーの耐熱性を高めることで、バインダー成分の変質による耐摩耗性の低下を防ぎ、クレータ摩耗に起因するチッピングや欠損を抑制します。

切削熱により変質したバインダー成分は耐摩耗性を低下させる。

切削熱によりバインダー成分の変質を抑制する。
クレータ摩耗の進行状況

推奨切削条件と切削性能

切削速度 : vc=150m/min
送り量 : f=0.3mm/rev
切込み量 : ap=0.1mm
加工形態 : 乾式切削

Rz=6.9μm

Rz=1.2μm

高精度仕上げ加工
切削速度 : vc=100m/min
送り量 : f=0.1mm/rev
切込み量 : ap=0.1mm
加工形態 : 乾式切削

Ry=3.2μm

Ry=1.0μm
高送り高能率加工
切削速度 : vc=100m/min
送り量 : f=0.3mm/rev
切込み量 : ap=0.1mm
加工形態 : 乾式切削

Ry=12.2μm

Ry=1.2μm
WSワイパー(外径加工)

<切削条件>
被削材 : 高硬度鋼 (60HRC)
インサート : NP-CNGA120408
切削形態 : 連続
切削速度 : vc=120m/min
切込み量 : ap=0.1mm
加工形態 : 乾式切削
SCr420(60 HRC) 連続切削加工
連続切削加工にて、逃げ面摩耗進行を抑制し、優れた仕上げ面を維持します。


<切削条件>
被削材 : SCr420 (60 HRC)
インサート : NP-CNGA120408GS2
切削速度 : vc=200 m/min
送り量 : f=0.1 mm/rev
切込み量 : ap=0.2 mm
加工形態 : 乾式切削
SCr420(60 HRC) 弱断続切削加工
弱断続切削加工にて、優れた耐チッピング性を実現します。

被削材 : SCr420 (60 HRC)
インサート : NP-CNGA120408GS2
切削速度 : vc=160 m/min
送り量 : f=0.1 mm/rev
切込み量 : ap=0.2 mm
加工形態 : 乾式切削
切削時間360秒後撮影

BC8210

従来品 チッピング発生
SCr420(60 HRC) 中断続切削加工
中断続切削加工にて、優れた耐欠損性により安定加工を実現します。

被削材 : SCr420 (60 HRC)
インサート : NP-CNGA120408VA2
切削速度 : vc=250 m/min
送り量 : f=0.15 mm/rev
切込み量 : ap=0.1 mm
加工形態 : 乾式切削
切削時間210秒後撮影

BC8220

従来品
SCr420(60 HRC) 強断続切削加工
強断続切削加工にて、優れた耐チッピング性を実現します。

被削材 : SCr420 (60 HRC)
インサート : NP-CNGA120408VA2
切削速度 : vc=200 m/min
送り量 : f=0.05 mm/rev
切込み量 : ap=0.1 mm
加工形態 : 湿式切削
切削時間180秒後撮影

BC8220

従来品 チッピング発生
BC8105 仕上げ加工に
耐摩耗性比較(逃げ面摩耗)
| インサート | NP-CNGA120408GS2 |
|---|---|
| 被削材 | SCr420 (60HRC) |
| 切削形態 | 連続 |
| 切削速度 vc (m/min) | 200 |
| 送り量 f (mm/rev) | 0.05 |
| 切込み量 ap (mm) | 0.05 |
| 加工形態 | 乾式切削 |

耐摩耗性についても従来品と比較し向上する。
BC8110 高能率加工に
耐摩耗性比較(逃げ面摩耗)
| インサート | NP-CNGA120408GS2 |
|---|---|
| 被削材 | SCr420 (60HRC) |
| 切削形態 | 連続 |
| 切削速度 vc (m/min) | 250 |
| 送り量 f (mm/rev) | 0.10 |
| 切込み量 ap (mm) | 0.2 |
| 加工形態 | 乾式切削 |

高硬度鋼において、長寿命を実現。
仕上げ面比較
| インサート | NP-CNGA120408GS2 |
|---|---|
| 被削材 | SCr420 (60HRC) |
| 切削形態 | 連続 |
| 切削速度 vc (m/min) | 250 |
| 送り量 f (mm/rev) | 0.10 |
| 切込み量 ap (mm) | 0.2 |
| 加工形態 | 乾式切削 |

連続切削加工にて優れた仕上げ面を維持。
BC8120 汎用加工に
耐欠損性比較
| インサート | NP-CNGA120408GA2 |
|---|---|
| 被削材 | SCr420 (60HRC) |
| 切削形態 | 断続 |
| 切削速度 vc (m/min) | 250 |
| 送り量 f (mm/rev) | 0.15 |
| 切込み量 ap (mm) | 0.1 |
| 加工形態 | 乾式切削 |

衝撃回数8000回での比較

BC8120

従来品
耐摩耗性比較(逃げ面摩耗)
| インサート | NP-CNGA120408GA2 |
|---|---|
| 被削材 | SCr420 (60HRC) |
| 切削形態 | 連続 |
| 切削速度 vc (m/min) | 150 |
| 送り量 f (mm/rev) | 0.10 |
| 切込み量 ap (mm) | 0.2 |
| 加工形態 | 乾式切削 |

切削時間15分での比較

BC8120

従来品
BC8130 強断続切削加工に
耐欠損性比較
| インサート | NP-CNGA120408GA2 |
|---|---|
| 被削材 | SCr420 (60HRC) |
| 切削形態 | 強断続 |
| 切削速度 vc (m/min) | 250 |
| 送り量 f (mm/rev) | 0.05 |
| 切込み量 ap (mm) | 0.1 |
| 加工形態 | 湿式切削 |

BC8130は衝撃回数30000回を突破。
耐欠損性比較
| インサート | NP-CNGA120408TH2 |
|---|---|
| 被削材 | S45C (58HRC) |
| 切削形態 | 強断続 |
| 切削速度 vc (m/min) | 130 |
| 送り量 f (mm/rev) | 0.08 |
| 切込み量 ap (mm) | 0.15 |
| 加工形態 | 湿式切削 |

BC8130は欠損なく70個まで加工を継続。
MB8100 シリーズ
耐欠損性比較
| インサート | NP-CNGA120408GA2 |
|---|---|
| 被削材 | SCr420 (60HRC) |
| 切削形態 | 断続 |
| 切削速度 vc (m/min) | 250 |
| 送り量 f (mm/rev) | 0.15 |
| 切込み量 ap (mm) | 0.1 |
| 加工形態 | 乾式切削 |


MB8120

従来品
耐欠損性比較
| インサート | NP-CNGA120408GA2 |
|---|---|
| 被削材 | SCr420 (60HRC) |
| 切削形態 | 強断続 |
| 切削速度 vc (m/min) | 150 |
| 送り量 f (mm/rev) | 0.05 |
| 切込み量 ap (mm) | 0.1 |
| 加工形態 | 湿式切削 |


MB8130

従来品
外形図

● NP-CNGA□□□□2

● NP-CNGA□□□□4
※寸法についてはデジタルカタログを参照ください。
使用方法・使用事例
使用事例
| インサート | NP-CNGA120412GSWS2 | NP-CNGA120404TA2 | |
|---|---|---|---|
| 加工物 | 非調質鋼 | SCM415 | |
| 部品名 | 自動車部品 | 自動車部品 | |
| 加工箇所 | 外径連続切削加工 | 外径連続切削加工 | |
| 切削条件 | 切削速度 vc (m/min) | 260 | 150 |
| 送り量 f (mm/rev) | 0.20 | 荒 0.13 仕 0.10 | |
| 切込み量 ap (mm) | 0.15 | 荒 0.10 仕 0.05 | |
| 加工形態 | 乾式切削 | 乾式切削 | |
| 結果 |  連続切削加工において、良好な面粗さを維持することができ、従来品に対し、1.6倍以上の寿命延長を達成しました。 |  連続切削加工において、従来品と比較し2.5倍の工具寿命となりました。 | |
| インサート | NP-CNGA120408GSWS2 | NP-CNGA120408FBWL2 | NP-CNGA120408GS2 | |
|---|---|---|---|---|
| 加工物 | 20MnCrS5 (58-60HRC) | 19CrNi5 (58-62HRC) | S55CHT (55-65HRC) | |
| 部品 | ピニオンギヤ | デフピニオン(端面連続) | シャフト(外径連続) | |
| 切削条件 | 切削速度 vc (m/min) | 160 | 155 | 250 |
| 送り量 f (mm/rev) | 0.35 | 0.12 | 0.15 | |
| 切込み量 ap (mm) | 0.15 | 0.15 | 0.30 | |
| 加工形態 | 乾式切削 | 乾式切削 | 湿式切削 | |
| 結果 |  従来品と比較し面粗さが優れたことで1.5倍の定数が実現しました。 Rz max : 4.8μm |  従来品と比べ面粗さが安定し、1.5倍の寿命延長を実現しました。 Ra<0.8 |  工具交換による時間ロス半減、生産性が向上しました。 | |
| インサート | NP-CNGA120408GBWL2 | NP-CNGA120408TH2 | NP-CNGA120408FS2 | |
|---|---|---|---|---|
| 加工物 | 合金鋼 (60-63HRC) | S45C (58HRC) | 20MnCr5 (60HRC) | |
| 部品 | ピニオンドライブ(外径連続) | ギア(端面断続) | ギヤ(内径連続) | |
| 切削条件 | 切削速度 vc (m/min) | 80 | 130 | 200 |
| 送り量 f (mm/rev) | 0.22-0.24 | 0.08 | 0.08 | |
| 切込み量 ap (mm) | 0.15 | 0.15 | 0.15 | |
| 加工形態 | 湿式切削 | 湿式切削 | 乾式切削 | |
| 結果 |  寿命基準Rz<6.3を従来品と比較し、1.2倍の加工ができました。 |  高負荷断続切削加工において欠損を抑制し、1.4倍の寿命延長となりました。 |  従来品より3倍の加工数においても仕上げ面粗さが規格値内で、継続使用が可能になりました。 | |
| インサート | NP-CNGA120408TA2 | NP-CNGA120412TA2 | NP-CNGA120408GA2 | |
|---|---|---|---|---|
| 加工物 | SUJ (50HRC) | SCr420 (60HRC) | 青銅鋳物 (55-58HRC) | |
| 部品 | クランプシリンダー(端面断続) | 自動車部品(内径連続) | 自動車部品(端面断続) | |
| 切削条件 | 切削速度 vc (m/min) | 130 | 180 | 150 |
| 送り量 f (mm/rev) | 0.08 | 0.22 | 0.15 | |
| 切込み量 ap (mm) | 0.50 | 0.05 - 0.10 | 0.10 | |
| 加工形態 | 湿式切削 | 湿式切削 | 乾式切削 | |
| 結果 |  BC8120は同条件で1.5倍以上の寿命延長が可能になりました。 |  BC8120は仕上げ面粗さが向上し、安定加工が可能になりました。 |  BC8120は欠けの問題が解消され、寿命は2倍程向上できました。 | |
| インサート | NP-CNGA120408TH2 | NP-CNGA120412TA2 | |
|---|---|---|---|
| 加工物 | S45C (58HRC) | SUS431 (58-60HRC) | |
| 部品 | ギヤ(端面断続) | 自動車部品 | |
| 切削条件 | 切削速度 vc (m/min) | 130 | 100 |
| 送り量 f (mm/rev) | 0.08 | 0.18 | |
| 切込み量 ap (mm) | 0.15 | 0.15 | |
| 加工形態 | 湿式切削 | 乾式切削 | |
| 結果 |  BC8130は、異常損傷が見られず1.5倍の寿命を達成しました。 |  異常損傷なく、1.5倍以上の加工が可能になりました。 | |
顧客使用事例により推奨条件と異なる場合があります。
推奨切削条件
推奨切削条件表




BC8105仕上げ加工に

BC8110高能率加工に

BC8120汎用加工に

BC8130強断続切削加工に
ワイパー使い分け

型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,413円 ( 4,854円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,413円 ( 4,854円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,413円 ( 4,854円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 3日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 3日目 |
4,413円 ( 4,854円 ) | 4日目 |
4,413円 ( 4,854円 ) | 4日目 |
4,413円 ( 4,854円 ) | 4日目 |
7,839円 ( 8,623円 ) | 4日目 |
7,839円 ( 8,623円 ) | 4日目 |
7,839円 ( 8,623円 ) | 4日目 |
7,045円 ( 7,750円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,413円 ( 4,854円 ) | 4日目 |
4,413円 ( 4,854円 ) | 4日目 |
7,640円 ( 8,404円 ) | 4日目 |
7,640円 ( 8,404円 ) | 4日目 |
7,640円 ( 8,404円 ) | 4日目 |
7,631円 ( 8,394円 ) | 4日目 |
7,045円 ( 7,750円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 3日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,413円 ( 4,854円 ) | 3日目 |
4,413円 ( 4,854円 ) | 4日目 |
7,839円 ( 8,623円 ) | 4日目 |
7,839円 ( 8,623円 ) | 3日目 |
7,631円 ( 8,394円 ) | 4日目 |
7,045円 ( 7,750円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,413円 ( 4,854円 ) | 4日目 |
4,413円 ( 4,854円 ) | 4日目 |
7,839円 ( 8,623円 ) | 4日目 |
7,839円 ( 8,623円 ) | 4日目 |
7,631円 ( 8,394円 ) | 4日目 |
7,045円 ( 7,750円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,413円 ( 4,854円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
4,647円 ( 5,112円 ) | 4日目 |
詳細情報
基本情報
小径ボーリング用、一般旋削用からフライス用まで幅広い用途でお使いいただけます。
【材種特長】
・「BC8220」は特殊セラミックスPVDコーティングを採用。CBN焼結体との付着強度を向上させると共に、超多積層コーティングにより耐摩耗性と耐チッピング性を高いレベルで両立。高速切削から断続度の大きい加工まで幅広く使用可能
・「BC8210」は衝撃を和らげるAlCrSiN系コーティングと、耐摩耗性に優れるTiAlSiN系コーティングの組み合わせにより、連続から弱断続切削で安定した耐摩耗性を発揮
・「BC8110」は高硬度鋼において、より長寿命を実現した、連続切削加工用コーティングCBN材種
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
商品担当おすすめ



この商品を見た人は、こんな商品も見ています















最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

外径用チップ・内径用チップカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
ミスミ・TNMG-MG・三角形・ネガ・穴有・旋削チップ
4.8通常価格(税別):390円
通常出荷日:当日出荷可能在庫品1日目

ミスミ
ミスミ・TNGG-C・三角形・ネガ・穴有・旋削チップ
4.8通常価格(税別):5,470円
通常出荷日:当日出荷可能在庫品1日目
タンガロイ
タンガロイ・CPMT-PS・80°ひし形・ポジ・穴有・旋削チップ
0通常価格(税別):550円~
通常出荷日:当日出荷可能在庫品1日目~
タンガロイ
タンガロイ・TNMG-TSF・三角形・ネガ・穴有・旋削チップ
0通常価格(税別):530円~
通常出荷日:当日出荷可能在庫品1日目~
京セラ
VBGT-Y・35°ひし形・ポジ・穴有・旋削チップ
0通常価格(税別):880円~
通常出荷日:当日出荷可能在庫品1日目~
住友電工ハードメタル
住友電工ハードメタル・RCMT-RE・円形・ポジ・穴有・旋削チップ
0通常価格(税別):554円~
通常出荷日:2日目
住友電工ハードメタル
住友電工ハードメタル・CCMT-SU・80°ひし形・ポジ・穴有・旋削チップ
5通常価格(税別):461円~
通常出荷日:当日出荷可能在庫品1日目~
タンガロイ
タンガロイ・CNMG-SM・80°ひし形・ネガ・穴有・旋削チップ
5通常価格(税別):670円~
通常出荷日:当日出荷可能在庫品1日目~
タンガロイ
タンガロイ・DNGG-01・55°ひし形・ネガ・穴有・旋削チップ
5通常価格(税別):1,220円~
通常出荷日:1日目