ツール用品技術窓口
絞り込み条件
コーナーR(ノーズR)(mm)
~mm- 0.4
- 0.8
- 1.2
- 1.6
切れ刃長
~mm- 12
- 16
- 19
タイプ
~mmCAD
- 2D
- 3D
出荷日
- すべて
- 当日出荷可能
- 1日以内
- 2日以内
- 3日以内
- 4日以内
- 5日以内
- 6日以内
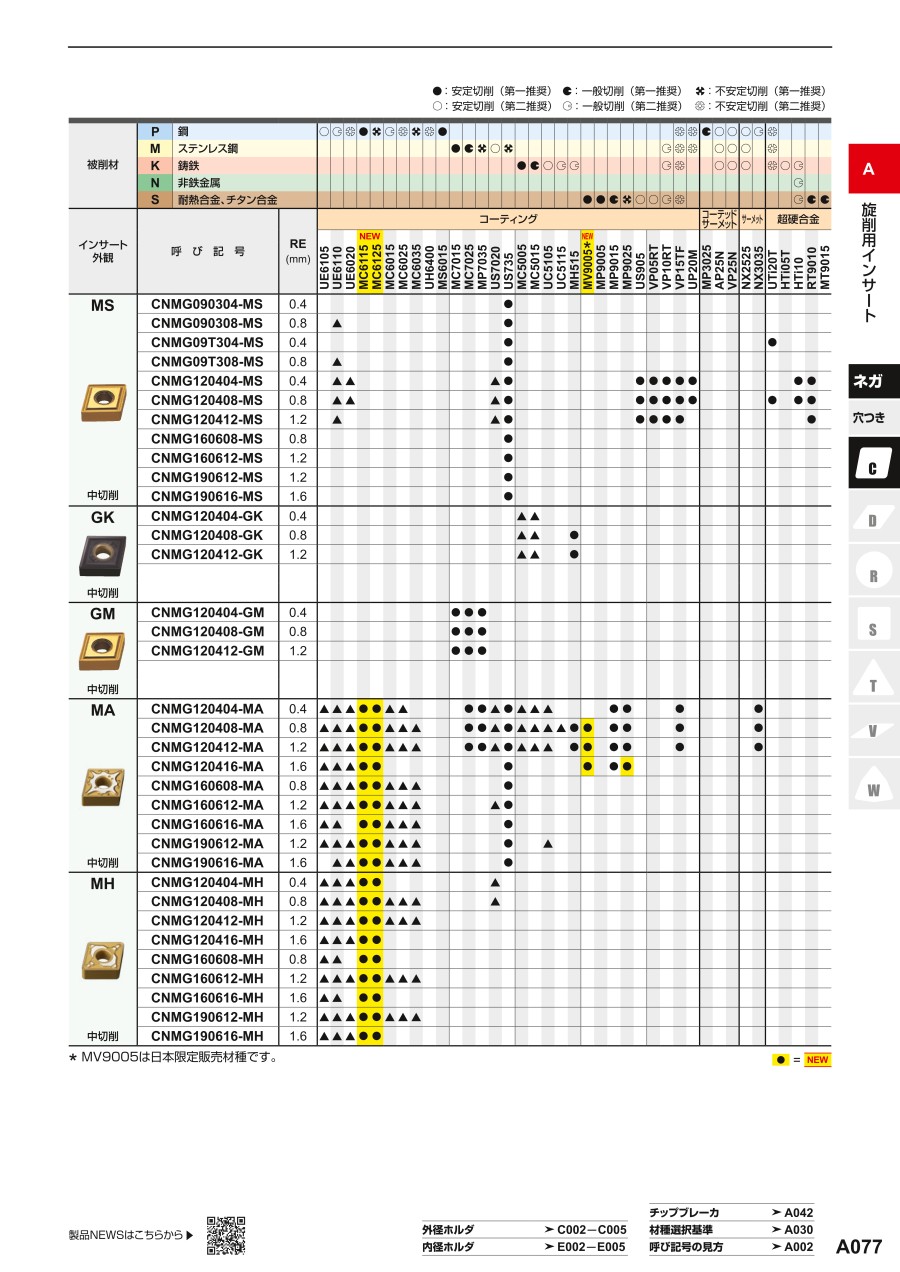
三菱マテリアル・CNMG-MA・80°ひし形・ネガ・穴有・旋削チップ

- 通常単価(税別)
- 472円~2,113円特別価格
- 税込単価
- 519円~2,324円特別価格
鋳鉄、鋼、ステンレス鋼、耐熱合金・チタン合金の中切削用M級インサート(MAブレーカ付き)CNMG○○○...
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- キャッチコピー以外の材種特長につきましてはメーカーサイトをご覧ください。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
鋳鉄旋削加工用CVDコーテッド超硬材種 MC5100シリーズ
鋳鉄旋削加工に適した材種、選択したのはコンセプトの違うシリーズ
製造方法からさまざまな形を可能にする鋳鉄。普通鋳鉄では亀裂形(破砕形)の切りくずが生成されるのに対して、引張り強さが大きいダクタイル鋳鉄では流れ形(連続形)の切りくずが発生します。
切りくずが変わることで、インサートへの損傷も異なります。
複雑形状による連続加工から断続・強断続加工の変化もあり、鋳鉄旋削加工用材種は、それぞれコンセプトの違う材種をシリーズ化しました。
鋳鉄にみる切りくず形態

流れ形(連続形)

亀裂形(破砕形)
特長
"Super" ナノテクスチャーテクノロジー
従来のナノテクスチャーテクノロジーをさらに改良することで、結晶方位制御Al2O3を実現しました。より緻密かつ均一に結晶を成長させることにより、耐摩耗性が飛躍的に向上し、寿命改善につながります。

Al2O3被膜結晶粒内の同じ方位を示す結晶粒割合



粒径と成長する方向が不均一
粒径がそろい、均一性が改善
結晶が成長する方位の均一性改善


ダクタイル鋳鉄第一推奨材種 MC5115 衝撃に耐え、優れた耐久性

ダクタイル鋳鉄強断続切削領域対応 MC5125 欠損に強く、優れた安定性

進化した耐摩耗性
Al-Richコーティング技術を導入した、高いAl含有比率と硬さを兼ね備える(Al,Ti)N膜を採用し、硬さに加え耐酸化性も大幅に向上させることに成功しました。これにより超耐熱合金の高速加工においても、極めて優れる耐摩耗性を実現しました。
切削寿命の基準を覆すコーティング技術が完成
その理由はAl-Rich(アルミリッチ)コーティング
アルミチタンナイトライド(Al,Ti)Nはアルミとチタンの複合化合物であり、非常に硬く熱に強い性質を持つことから、切削工具用のコーティング層として幅広く使用されてきました。

大小異なる原子の組み合わせで、非常に硬い結晶構造となる
(Al,Ti)NはAl含有比率を増加させることで被膜硬さが増しますが、従来技術ではAl含有比率が60%以上になると結晶構造に変化が生じ、被膜硬さが低下していました。

Al含有比率が60%以上になると軟質な結晶構造が生成する
MC6100シリーズ
密着性と結晶配向制御技術を強化し、安定性と耐摩耗性を飛躍的にグレードアップさせました。


特長
"Super" ナノテクスチャーテクノロジー
従来のナノテクスチャーテクノロジーをさらに改良することで、結晶方位制御Al2O3を実現しました。より緻密かつ均一に結晶を成長させることにより、耐摩耗性が飛躍的に向上し、寿命改善につながります。

Super TOUGH-Grip
Super TOUGH-Gripを用いることで、従来技術に対して組織を微細化することに成功しました。これにより、Al2O3層とTiCN層が接着する面積が大きくなるため、密着力が向上し、コーティングの剥離が抑制されます。

*イメージ画像

* スクラッチ試験(引っかき試験)より
コーティングが剥離するのに必要な力の大きさを測定
突発欠損の抑制効果
コーティング層の引張り応力を緩和することにより、刃先不安定加工時の衝撃による亀裂進展を抑制します。
MC6100 シリーズは従来品に対して残留引張り応力を80% 低減することに成功しました。

従来技術

MC6100シリーズ
MC6125
鋼旋削加工の第一推奨
幅広い切削領域に対して安定加工を実現しました。

刃先稜線部と着座面の表面処理
耐溶着性・耐欠損性の向上をもたらす刃先稜線部の平滑化処理と加工時の振動を抑制する着座面処理を適用することで、幅広い切削領域で安定した加工を実現させました。
MC6115
高速切削領域において、熱的安定性・耐摩耗性が大幅にアップしました。

コーティング最外層の改良
MC6115は耐溶着性をさらに向上させ、寸法精度、仕上げ面の向上とともに、外観色を金色にすることで摩耗識別性を高めました。
MH515
耐熱鋳鋼・ダクタイル鋳鉄加工用にコーティング層の耐剥離性を向上。
耐剥離性の向上
コーティング層の最適化、超硬母材との密着性の向上により、切削熱が高い耐熱鋳鋼加工時の切れ刃の塑性変形を防ぎ、コーティング層の耐剥離性を向上、寿命延長を実現しました。

性能・試験情報
S45C 耐摩耗性比較
MC6125は表面平滑化処理を行う事で、急激な摩耗成長もなく、安定した加工を実現します。

<切削条件>
被削材 : S45C
インサート : CNMG120408-MA
切削速度 : vc = 200m/min
送り量 : f = 0.3mm/rev
切込み量 : ap = 1.5mm
加工形態 : 湿式切削
SCr420H 湿式連続切削加工 耐摩耗性比較
MC6125専用厚膜コーティングにより、摩耗進行を抑制します。


MC6125 MA 46分

従来品A 46分
被削材 : SCr420H
インサート : CNMG120408-○○
切削速度 : vc=300m/min
送り量 : f=0.3mm/rev
切込み量 : ap=1.5mm
加工形態 : 湿式切削
SCM440 断続切削加工 耐欠損性比較
突発欠損が発生しやすい切削条件下において、安定した加工を発揮します。

<切削条件>
被削材 : SCM440
インサート : CNMG120408-○○
切削速度 : vc=200m/min
送り量 : f=0.25mm/rev
切込み量 : ap=1.5mm
加工形態 : 湿式切削
S45C 乾式連続切削加工 耐摩耗性比較
“Super”ナノテクスチャーテクノロジーにより乾式加工でもクレーター摩耗進行を抑制します。


MC6115 10分

従来品A 10分

従来品B 8分
<切削条件>
被削材 : S45C
インサート : CNMG120408-○○
切削速度 : vc=300m/min
送り量 : f=0.3mm/rev
切込み量 : ap=1.5mm
加工形態 : 乾式切削
SUJ2 湿式連続切削加工 耐摩耗性比較
厚膜コーティングにより、高い耐逃げ面摩耗性を発揮します。


MC6115 12分

従来品A 12分

従来品B 12分
<切削条件>
被削材 : SUJ2
インサート : CNMG120408-○○
切削速度 : vc=300m/min
送り量 : f=0.3mm/rev
切込み量 : ap=1.5mm
加工形態 : 湿式切削
外形図

※寸法についてはデジタルカタログを参照ください。
使用方法・使用事例
使用事例
| インサート | CNMG120408-MA | CNMG120408-MA | |
|---|---|---|---|
| 加工物 | S45C | SCM440 | |
| 部品名 | 六角材部品 | 重機部品 | |
| 加工箇所 | 外径断続仕上げ加工 | 内径加工 | |
| 切削条件 | 切削速度 vc (m/min) | 150 | 150 |
| 送り量 f (mm/rev) | 0.2 | 0.3 | |
| 切込み量 ap (mm) | 2.0, 1.6 | 1.5 | |
| 加工形態 | 湿式切削 | 湿式切削 | |
| 結果 |  従来品はチッピング起因の欠損が発生していたが、MC6125は切りくずも安定し、定数以上の安定加工を可能としました。 |  内径φ430mmの大型ワークに対し、耐摩耗性に優れ、従来品の1.5倍の寿命延長が図れました。 | |
顧客使用事例により推奨条件と異なる場合があります。
推奨切削条件
推奨切削条件表
ネガティブインサート(外径加工用バイト)



*内径加工については、使用ボーリングバーの推奨切削条件をご参照ください。
ネガティブインサート

選定サポート情報
普通鋳鉄
普通鋳鉄は高速切削領域においてMC5105が第一推奨です。
欠損、摩耗の対策はブレーカ選択で行ってください。
切削速度100-300m/min 不安定切削ではMC5115も選択肢となります。
ダクタイル鋳鉄
ダクタイル鋳鉄は高強度ダクタイル鋳鉄も含めMC5115が第一推奨です。
欠損、摩耗の対策はブレーカ選択で行ってください。
強断続加工、不安定切削ではMC5125が効果を発揮します。
ネガティブインサート


適用範囲

選定基準

注意・禁止事項
安全について
- 切れ刃や切りくずには直接素手で触らないでください。
- 推奨条件の範囲内で使用し、工具交換は早めに行ってください。
- 高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。
- 不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。
- インサートや部品の取付けは、付属のレンチやドライバーを用いて確実に取り付けてください。
- 工具を回転して使用する場合、必ず試運転を実施し振れ、振動、異常音がないことを確認してください。
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
713円 ( 784円 ) | 4日目 |
713円 ( 784円 ) | 4日目 |
545円 ( 600円 ) | 3日目 |
751円 ( 826円 ) | 4日目 |
751円 ( 826円 ) | 4日目 |
712円 ( 783円 ) | 3日目 |
712円 ( 783円 ) | 4日目 |
667円 ( 734円 ) | 4日目 |
672円 ( 739円 ) | 3日目 |
472円 ( 519円 ) | 3日目 |
713円 ( 784円 ) | 4日目 |
750円 ( 825円 ) | 3日目 |
713円 ( 784円 ) | 4日目 |
750円 ( 825円 ) | 3日目 |
797円 ( 877円 ) | 4日目 |
835円 ( 919円 ) | 4日目 |
736円 ( 810円 ) | 3日目 |
835円 ( 919円 ) | 4日目 |
835円 ( 919円 ) | 4日目 |
836円 ( 920円 ) | 5日目 |
836円810円 ( 891円 ) | 在庫品1日目当日出荷可能 |
836円 ( 920円 ) | 6日目 |
836円 ( 920円 ) | 4日目 |
835円 ( 919円 ) | 4日目 |
713円 ( 784円 ) | 4日目 |
713円 ( 784円 ) | 4日目 |
545円 ( 600円 ) | 3日目 |
751円 ( 826円 ) | 4日目 |
751円 ( 826円 ) | 4日目 |
712円 ( 783円 ) | 3日目 |
712円 ( 783円 ) | 3日目 |
712円 ( 783円 ) | 3日目 |
667円 ( 734円 ) | 4日目 |
672円 ( 739円 ) | 3日目 |
472円 ( 519円 ) | 3日目 |
713円 ( 784円 ) | 3日目 |
750円 ( 825円 ) | 3日目 |
719円 ( 791円 ) | 4日目 |
713円 ( 784円 ) | 3日目 |
750円 ( 825円 ) | 3日目 |
835円 ( 919円 ) | 3日目 |
835円 ( 919円 ) | 3日目 |
908円 ( 999円 ) | 4日目 |
736円 ( 810円 ) | 4日目 |
835円 ( 919円 ) | 4日目 |
835円 ( 919円 ) | 1日目 |
835円 ( 919円 ) | 3日目 |
836円 ( 920円 ) | 3日目 |
804円 ( 884円 ) | 1日目 |
804円 ( 884円 ) | 4日目 |
835円 ( 919円 ) | 3日目 |
835円 ( 919円 ) | 3日目 |
713円 ( 784円 ) | 3日目 |
713円 ( 784円 ) | 3日目 |
545円 ( 600円 ) | 3日目 |
751円 ( 826円 ) | 4日目 |
751円 ( 826円 ) | 4日目 |
712円 ( 783円 ) | 3日目 |
712円 ( 783円 ) | 4日目 |
712円 ( 783円 ) | 3日目 |
詳細情報
基本情報
鋳鉄、鋼、ステンレス鋼、耐熱合金・チタン合金の中切削用M級インサート(MAブレーカ付き)CNMG○○○-MA。
【特長】
・汎用切削領域に最適
・ポジランド刃形で切れ味が良い
・80°菱形、ネガティブインサート、穴つき
・MC6015/UE6110は鋼で、一般切削(切削状態の目安)
・MC6115/UE6105は鋼で、US7020はステンレス鋼で、安定切削(切削状態の目安)
・MC5005/UC5105は鋳鉄で、安定切削(切削状態の目安)
・MC5015/UC5115は鋳鉄で、MC7025はステンレス鋼で、一般切削(切削状態の目安)
・MP9015は耐熱合金・チタン合金で、一般切削(切削状態の目安)
【材種特長】
・「MC5015」自動車関連、建設機械関連などを中心に広く使用される鋳鉄の旋削加工の第一推奨材種として特にトレンドの高速加工に対応したインサート材種
・「MC6015」高速領域加工用CVDコーテッド超硬材種
・「MC6025」鋼で高旋削加工用のCVDコーテッド超硬材種
・「MC6035」断続・中低速旋削加工用CVDコーテッド超硬材種
・「MC7025」特殊強靭結晶組織により耐摩耗性・耐欠損性が向上。汎用性に優れ、工具の集約が可能
・「MC7125」粒度分布の最適化により、高い硬さを維持しながら靭性の低いWC粒子の境界接触を抑制し、耐塑性変形性と耐欠損性をいずれも飛躍的に向上させています
・「MP7135」専用超硬母材は、耐摩耗性に優れるとともに、耐欠損性が大幅に向上しました
・「NX3035」軟鋼、炭素鋼、合金鋼で一般切削用サーメット材種
・「US7020/US735」超難削材であるステンレス鋼旋削用CVDコーティング材種
・「VP15TF」難削材である耐熱合金で耐欠損性が要求される不安定切削領域での旋削加工用高強度超微粒超硬合金材種
・「MH515」コーティング層の最適化により、超硬母材との密着性を向上。耐熱鋳鋼の旋削加工で発生しやすいコーティング層の剥離を防止し、安定した耐摩耗性を実現。コーティング層の結晶成長を制御し、微細組織を維持したことにより、優れた耐摩耗性と耐チッピング性を実現。コーティング物質であるAl2O3層とTiCN層間の密着度を極限まで上げ、剥がれにくい被膜強靭化を実現
・「MV9005」Ni基耐熱合金の高速切削において、優れた耐摩耗性により、加工能率を向上。コーティングプロセスにより、Al含有比率を高めても結晶構造が変化しないAl-Richコーティングを開発し、高いAl含有比率と高い被膜硬さを実現
鋼旋削加工用CVDコーテッド材種「MC6100」
・「MC6115」高速切削領域において、熱的安定性・耐摩耗性が大幅にアップしました
・「MC6125」鋼旋削加工の第一推奨。幅広い切削領域に対して安定加工を実現しました
鋳鉄旋削加工用CVDコーテッド材種「MC5100」
・「MC5105」普通鋳鉄旋削加工で切削速度1000m/minまでの高速切削領域で圧倒的な耐摩耗性を発揮
・「MC5115」ダクタイル鋳鉄加工の切れ刃異常損傷を抑制し、優れた耐摩耗性と耐欠損性を融合
・「MC5125」高強度ダクタイル鋳鉄の強断続切削加工にも負けない、優れた耐欠損性を発揮
難削材旋削加工用PVDコーテッド材種「MP9000」
・「MP9015」汎用性に優れる第一推奨材種
・「MP9025」刃先安定性重視のローグレード材種
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- キャッチコピー以外の材種特長につきましてはメーカーサイトをご覧ください。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
商品担当おすすめ



この商品を見た人は、こんな商品も見ています














最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

外径用チップ・内径用チップカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
ミスミ・TNGG-C・三角形・ネガ・穴有・旋削チップ
4.8通常価格(税別):5,470円
通常出荷日:当日出荷可能在庫品1日目

タンガロイ
タンガロイ・TNGG-C・三角形・ネガ・穴有・旋削チップ
5通常価格(税別):860円~
通常出荷日:当日出荷可能在庫品1日目~
タンガロイ
タンガロイ・TPMT-PS・三角形・ポジ・穴有・旋削チップ
0通常価格(税別):560円~
通常出荷日:当日出荷可能在庫品1日目~
三菱マテリアル
三菱マテリアル・TNGG・三角形・ネガ・穴有・旋削チップ
4.6通常価格(税別):778円~
通常出荷日:当日出荷可能在庫品1日目~
三菱マテリアル
三菱マテリアル・CCMT・80°ひし形・ポジ・穴有・旋削チップ
4.3通常価格(税別):510円~
通常出荷日:当日出荷可能在庫品1日目~
三菱マテリアル
三菱マテリアル・TNMG・三角形・ネガ・穴有・旋削チップ
3.7通常価格(税別):472円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
ミスミ・SNMG-RD・四角形・ネガ・穴有・旋削チップ
0通常価格(税別):470円
通常出荷日:当日出荷可能在庫品1日目
ミスミ
ミスミ・TNMG-FD・三角形・ネガ・穴有・旋削チップ
0通常価格(税別):390円
通常出荷日:当日出荷可能在庫品1日目
住友電工ハードメタル
住友電工ハードメタル・SNMG-GU・正方形・ネガ・穴有・旋削チップ
0通常価格(税別):461円~
通常出荷日:当日出荷可能在庫品1日目~