ツール用品技術窓口
三菱マテリアル・CCGT-SN・80°ひし形・ポジ・穴有・旋削チップ

- 通常単価(税別)
- 1,070円~1,409円
- 税込単価
- 1,177円~1,550円
自動盤加工用に適した中切削用インサートCCGT○○○R/L-SN。【特長】・80°菱形、ポジティブイン...
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
小物高精度部品旋削加工用PVDコーテッド超硬材種 MS9025
バランスの取れた耐摩耗性と耐欠損性、ステンレス鋼の境界摩耗を徹底抑制
超硬合金母材の最適化
主成分のWC(炭化タングステン)粒子を最適化することで、粒子の境界数を抑制し熱伝導率を向上しました。
これによりステンレス鋼における境界摩耗の原因ともいえる、切削時の刃先温度の上昇を抑制します。

熱伝導率の向上で刃先は比較的低温

境界数が増加し刃先は高温のまま
コーティング層の均一化
超硬合金表面の平滑化により、被膜の結晶成長方向を均一化することで被膜表面の平滑化に成功しました。
これにより耐溶着性に優れた安定した旋削加工を実現しました。

母材表面が平滑
一定方向に成長した被膜
被膜表面も平滑で耐溶着性に優れる。

母材表面が凹凸
ランダムに成長した被膜
空隙・欠陥などによる性能低下。
*イメージ図
振動切削での性能
工具を切削方向に振動させることで、切りくずを細かく分断しながら加工
⇒切りくず絡みがなくなることにより加工コストの抑制、生産効率の向上に貢献

振動切削の課題 : 一般的な切削加工と比較し、加工中に振動が生じることによる刃先負荷や性質上加工硬化を起こした部位への衝撃によって、刃先に欠損(チッピング)が生じやすい。
MS9025の振動切削においての特長
(1)高い母材靭性により、耐欠損性に優れます。
(2)粗粒WCによる高熱伝導率によって刃先の発熱を抑制し、刃先強度の低下を低減できることで、ステンレス鋼など加工硬化しやすい被削材での境界損傷抑制に効果を発揮します。
15m/pass×500pass加工後での撮影

<切削条件>
被削材 : SUS304
インサート : DCGT11T302M
切削速度 : vc = 100m/min
送り量 : f = 0.05mm/rev
切込み量 : ap = 1.0mm
振動数 : D = 1.25/rev
加工形態 : 外径連続切削加工、湿式切削(油性)
バランスの取れた耐摩耗性と耐欠損性


超硬合金母材特性イメージ
アルミリッチテクノロジー
従来(Al,Ti)Nに比べ飛躍的にAl含有量をアップ
Al含有量をアップした“アルミリッチテクノロジー”により、被膜硬度向上および高硬度相安定化が図られ、
耐熱合金、電磁ステンレス鋼旋削加工時の耐摩耗性、耐クレータ性、耐溶着性を大幅に改善しました。

刃先の高品位化
刃先をきわめて高品位にすることにより、寸法安定性とワークエッジ部のバリ発生を低減します。

Rz=0.14 μm

Rz=0.61 μm
小物高精度部品旋削加工用PVDコーテッド超硬材種 MSシリーズ MS7025
ナノ積層コーティングにより、低送り加工における耐溶着性と耐摩耗性を飛躍的に向上
ナノ積層コーティング
高潤滑のAlCrN層と高い硬さを持つAlTiN層をナノ積層技術で融合し、耐溶着性と耐摩耗性を飛躍的に向上しました。また、ナノレベルでの被膜組織を制御したことで、被膜損傷を大幅に抑制することに成功しました。

従来積層コーティング

ナノ積層コーティング
高潤滑層の効果
ナノレベルの高潤滑層により低送り加工で発生しやすい溶着から生じる構成刃先を抑制し、加工面の傷を抑制します。

小物高精度部品旋削加工用PVDコーテッド超硬材種 MSシリーズ MS6015
純鉄、炭素鋼、快削鋼の旋削加工で安定した仕上げ面と寸法精度を実現
特長
専用超硬母材と新PVDコーティングのコンビネーションで耐摩耗性を大幅に向上させています。

摩擦係数の低減により切りくず処理性に優れ、安定した加工精度を実現します。
積層構造の最適化
積層構造の最適化により、被膜の安定性を損なうことなく厚膜化を実現し、耐摩耗性を大幅に向上させています。

外形図

推奨切削条件
推奨切削条件表

選定サポート情報
適用範囲



ステンレス鋼での材種使い分け

ポジティブインサート

型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
1,394円 ( 1,533円 ) | 2日目 |
1,394円 ( 1,533円 ) | 2日目 |
1,394円 ( 1,533円 ) | 2日目 |
1,319円 ( 1,451円 ) | 2日目 |
1,299円 ( 1,429円 ) | 2日目 |
1,266円 ( 1,393円 ) | 2日目 |
1,266円 ( 1,393円 ) | 2日目 |
1,409円 ( 1,550円 ) | 2日目 |
1,394円 ( 1,533円 ) | 2日目 |
1,319円 ( 1,451円 ) | 2日目 |
1,299円 ( 1,429円 ) | 2日目 |
1,266円 ( 1,393円 ) | 2日目 |
1,266円 ( 1,393円 ) | 2日目 |
1,409円 ( 1,550円 ) | 2日目 |
1,394円 ( 1,533円 ) | 2日目 |
1,319円 ( 1,451円 ) | 2日目 |
1,299円 ( 1,429円 ) | 2日目 |
1,266円 ( 1,393円 ) | 2日目 |
1,266円 ( 1,393円 ) | 2日目 |
1,394円 ( 1,533円 ) | 2日目 |
1,173円 ( 1,290円 ) | 2日目 |
1,115円 ( 1,227円 ) | 2日目 |
1,098円 ( 1,208円 ) | 2日目 |
1,070円 ( 1,177円 ) | 2日目 |
1,070円 ( 1,177円 ) | 2日目 |
1,173円 ( 1,290円 ) | 2日目 |
1,173円 ( 1,290円 ) | 2日目 |
1,115円 ( 1,227円 ) | 2日目 |
1,098円 ( 1,208円 ) | 2日目 |
1,070円 ( 1,177円 ) | 2日目 |
1,070円 ( 1,177円 ) | 2日目 |
1,186円 ( 1,305円 ) | 2日目 |
1,173円 ( 1,290円 ) | 2日目 |
詳細情報
基本情報
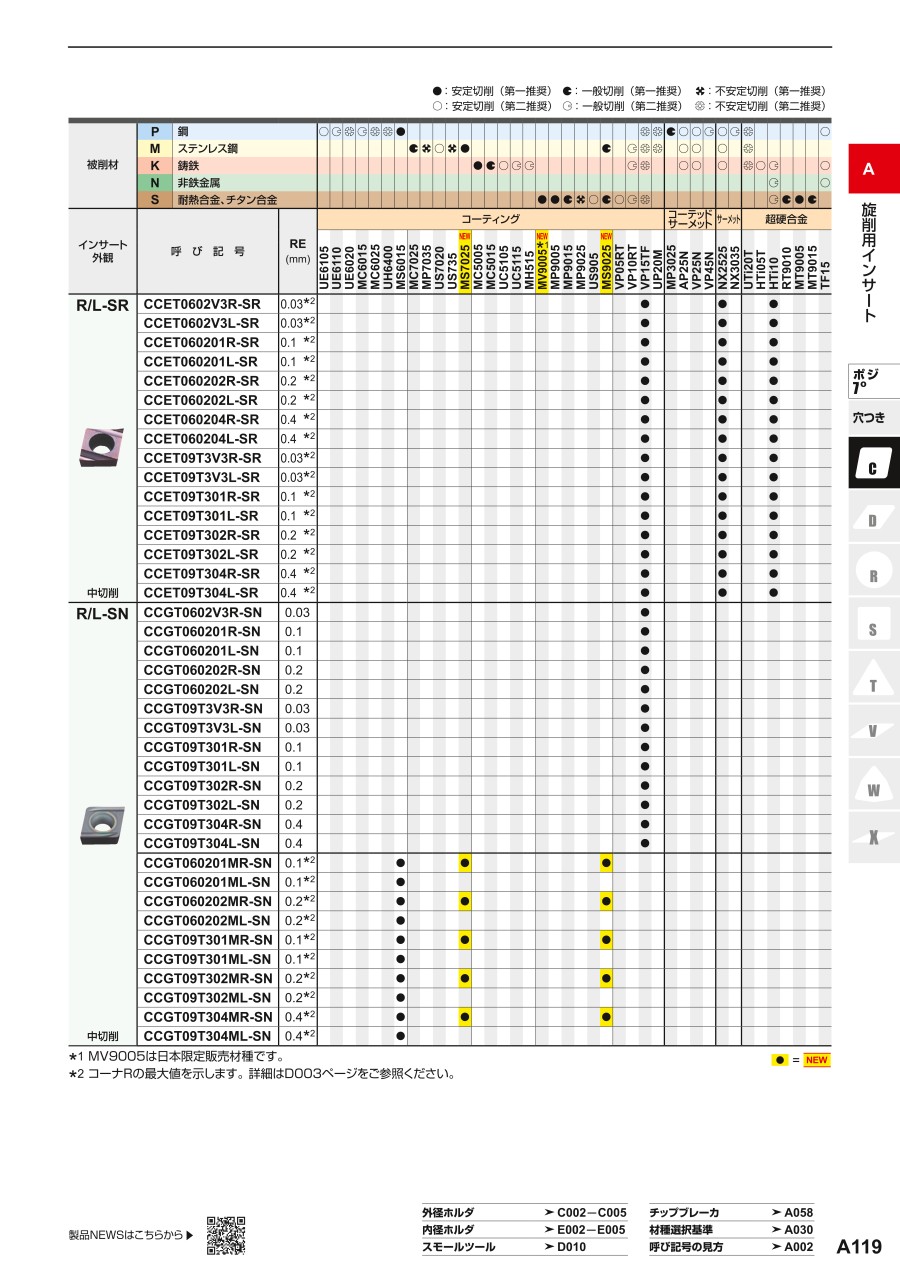
自動盤加工用に適した中切削用インサートCCGT○○○R/L-SN。
【特長】
・80°菱形、ポジティブインサート、穴つき
・汎用平行ブレーカ
・低送りから中送り条件で切りくず処理良好
【材種特長】
・「MS7025」は耐溶着性に優れる高潤滑層と摩耗進行を抑制する高耐摩耗層を、ナノレベルで制御したことにより、被膜損傷を大幅に抑制し、耐溶着性と耐摩耗性を飛躍的に向上。ナノレベル高潤滑層は、低送り加工で発生しやすい溶着から生じる構成刃先を抑制し、加工面の傷を抑制
・「MS9025」は高い母材靭性により、耐欠損性に優れる。粗粒WCによる高熱伝導率によって刃先の熱を抑制し、刃先強度の低下を軽減することで、ステンレス鋼など加工硬化しやすい被削材での切り込み境界損傷抑制に効果を発揮。被膜表面の平滑化により耐溶着性に優れ、安定した旋削加工を実現
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
商品担当おすすめ



この商品を見た人は、こんな商品も見ています












最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

外径用チップ・内径用チップカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
ミスミ・TNGG-C・三角形・ネガ・穴有・旋削チップ
4.8通常価格(税別):5,470円
通常出荷日:当日出荷可能在庫品1日目

住友電工ハードメタル
住友電工ハードメタル・DCGT-AG・55°ひし形・ポジ・穴有・旋削チップ
0通常価格(税別):1,031円~
通常出荷日:1日目~
タンガロイ
タンガロイ・TPGT-W15・三角形・ポジ・穴有・旋削チップ
0通常価格(税別):996円~
通常出荷日:当日出荷可能在庫品1日目~
京セラ
VBGT-Y・35°ひし形・ポジ・穴有・旋削チップ
0通常価格(税別):957円~
通常出荷日:1日目~
三菱マテリアル
三菱マテリアル・DCET-SR・55°ひし形・ポジ・穴有・旋削チップ
0通常価格(税別):1,159円~
通常出荷日:2日目~
ミスミ
ミスミ・SNMG-MG・四角形・ネガ・穴有・旋削チップ
5通常価格(税別):470円
通常出荷日:当日出荷可能在庫品1日目
住友電工ハードメタル
住友電工ハードメタル・TNGG-FX・三角形・ネガ・穴有・旋削チップ
5通常価格(税別):647円~
通常出荷日:当日出荷可能在庫品1日目~
タンガロイ
タンガロイ・CCMT-PS・80°ひし形・ポジ・穴有・旋削チップ
5通常価格(税別):588円~
通常出荷日:1日目
タンガロイ
タンガロイ・CNMG-TM・80°ひし形・ネガ・穴有・旋削チップ
5通常価格(税別):472円~
通常出荷日:当日出荷可能在庫品1日目~