ツール用品技術窓口
絞り込み条件
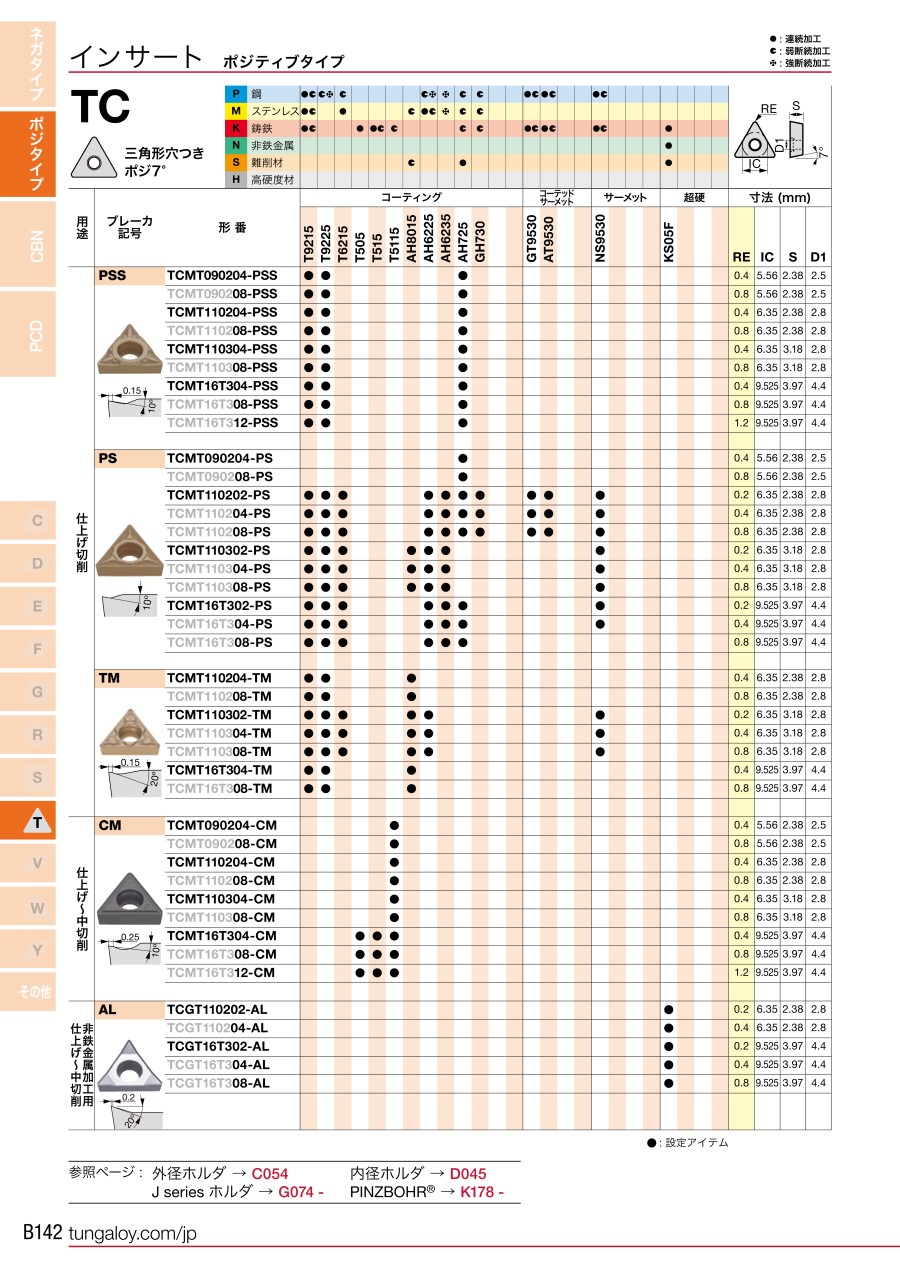
タンガロイ・TCMT-PS・三角形・ポジ・穴有・旋削チップ

- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
| 適応領域 | チップ ブレーカ | 特長 |
|---|---|---|
| 仕上げ ~ 中切削 | PS | 優れた切りくず処理とシャープな切れ味を実現する仕上げ ~ 中切削用3次元チップブレーカ。M級による低コストと幅広い使用領域で高能率穴ぐり加工を実現。 |
AH6200 SERIES

厚膜チタンリッチコーティング
- 耐熱性に優れる厚膜チタンリッチコーティングを採用。
- クレータ摩耗を抑制。
新開発のチタン高含有ナノ積層を外層膜として採用。硬度の高い微粒組織によって、優れた耐摩耗性と耐欠損性を両立し、安定した長寿命を実現。
専用超硬母材
AH6225
高い熱伝導率を持つ母材を採用。加工時に発生する切削熱を拡散させ、切れ刃近傍の温度上昇を抑制することで、耐欠損性を維持しつつ、耐塑性変形性を改善。優れた連続加工性能を発揮。
AH6235
高靭性母材を採用。断続加工時におけるさらなる安定性能を実現。
T6200 SERIES

優れた耐摩耗性を実現
高硬度外層
- 耐逃げ面摩耗性向上技術「高硬度外層」を採用。
- 新開発のAl2O3層を採用。優れた層間密着性を有し、チッピングや剥離等の損傷を抑制。
- 従来比1.3倍の厚膜CVDコーティング採用。
- 優れた耐摩耗性を有し、長寿命化を達成。
性能・試験情報
切削性能
[M] オーステナイト系 SUS316L
![タンガロイ・TCMT-PS・三角形・ポジ・穴有・旋削チップ [M] オーステナイト系 SUS316L-1](http://content.misumi-ec.com/image/upload/t_msmwm_wyg/v1/p/jp/product/wysiwyg/223303134641/223303134641_012_20230801115903.jpg)
![タンガロイ・TCMT-PS・三角形・ポジ・穴有・旋削チップ [M] オーステナイト系 SUS316L-2](http://content.misumi-ec.com/image/upload/t_msmwm_wyg/v1/p/jp/product/wysiwyg/223303134641/223303134641_014_20230801115903.jpg)
切削速度 : Vc = 150 m/min
送り : f = 0.3 mm/rev
切込み : ap = 2 mm
加工形態 : 連続加工
切削油 : 湿式
AH6225はオーステナイト系ステンレス鋼の加工において、優れた耐摩耗性を発揮
[M] マルテンサイト系 SUS420J2
![タンガロイ・TCMT-PS・三角形・ポジ・穴有・旋削チップ [M] マルテンサイト系 SUS420J2-1](http://content.misumi-ec.com/image/upload/t_msmwm_wyg/v1/p/jp/product/wysiwyg/223303134641/223303134641_015_20230801115903.jpg)
![タンガロイ・TCMT-PS・三角形・ポジ・穴有・旋削チップ [M] マルテンサイト系 SUS420J2-2](http://content.misumi-ec.com/image/upload/t_msmwm_wyg/v1/p/jp/product/wysiwyg/223303134641/223303134641_016_20230801115903.jpg)
切削速度 : Vc = 200 m/min
送り : f = 0.3 mm/rev
切込み : ap = 2 mm
加工形態 : 連続加工
切削油 : 湿式
AH6225はマルテンサイト系ステンレス鋼の加工において、優れた耐摩耗性を実現
外形図

推奨切削条件
推奨切削条件表

ポジティブタイプ



材種 : NS9530
| ISO | 材種 | 材種記号 | 材料条件 | 推奨切削速度(Vc) |
|---|---|---|---|---|
| P | 1 | 炭素鋼、鋳鋼、快削鋼 <0.25%C | 焼なまし :125 | 230-380 m/min |
| P | 2 | 炭素鋼、鋳鋼、快削鋼 >=0.25%C | 焼なまし :190 | 200-330 m/min |
| P | 3 | 炭素鋼、鋳鋼、快削鋼 <0.55%C | 焼き入れ、焼き戻し :250 | 160-300 m/min |
| P | 4 | 炭素鋼、鋳鋼、快削鋼 >=0.55%C | 焼なまし :220 | 190-320 m/min |
| P | 5 | 炭素鋼、鋳鋼、快削鋼 >=0.55%C | 焼き入れ、焼き戻し :300 | 140-280 m/min |
| P | 6 | 低合金鋼、鋳鋼(合金成分5%以下) | 焼なまし :200 | 160-300 m/min |
| P | 7 | 低合金鋼、鋳鋼(合金成分5%以下) | 焼き入れ、焼き戻し :275 | 150-280 m/min |
| P | 8 | 低合金鋼、鋳鋼(合金成分5%以下) | 焼き入れ、焼き戻し :300 | 140-230 m/min |
| P | 9 | 低合金鋼、鋳鋼(合金成分5%以下) | 焼き入れ、焼き戻し :350 | 130-200 m/min |
| P | 10 | 高合金鋼、鋳鋼、工具鋼 | 焼なまし :200 | 160-280 m/min |
| P | 11 | 高合金鋼、鋳鋼、工具鋼 | 焼き入れ、焼き戻し :325 | 130-200 m/min |
| N | 21 | アルミニウム鍛造合金 | 非硬化 : 60 | 1000-2500 m/min |
| N | 22 | アルミニウム鍛造合金 | 硬化 :100 | 300-1000 m/min |
| N | 23 | アルミニウム鋳造合金 <12% Si | 非硬化 : 75 | 300-1000 m/min |
| N | 24 | アルミニウム鋳造合金 | 硬化 : 90 | 200-600 m/min |
| N | 26 | 銅合金 >1% pb | 快削 :110 | 250-600 m/min |
| N | 27 | 銅合金 | 真ちゅう : 90 | 180-400 m/min |
| N | 28 | 銅合金 | 電気銅 :100 | 150-300 m/min |
| S | 31 | 耐熱合金(Fe基) | 焼なまし :200 | 35-45 m/min |
| S | 32 | 耐熱合金(Fe基) | 硬化 :280 | 25-35 m/min |
| S | 33 | 耐熱合金(Ni又はCo基) | 焼なまし :250 | 25-30 m/min |
| S | 34 | 耐熱合金(Ni又はCo基) | 硬化 :350 | 15-25 m/min |
| S | 35 | 耐熱合金(Ni又はCo基) | 鋳造 :320 | 20-30 m/min |
| S | 36 | 純チタン | 純 :310 | 80-160 m/min |
| S | 37 | チタン合金 | アルファ+ベ-タ合金 硬化 :310 | 40-50 m/min |
適用被削材



選定サポート情報

ステンレス鋼加工における様々な問題を解決し、あらゆる加工形態に適用可能な高汎用性材種AH6225!

切削領域

| 用途 | 材種 | 母材 | コーティング層 | |||
|---|---|---|---|---|---|---|
| 比重 | 硬さ (HRA) | 抗折力 (GPa) | 主構成 | 厚さ (μm) | ||
| P | T9205 | 14.2 | 91.5 | 2.4 | 微細等方柱状結晶 Ti 系化合物+ Al2O3 | 18 |
| T9215 | 14.0 | 90.5 | 2.6 | 微細等方柱状結晶 Ti 系化合物+ Al2O3 | 18 | |
| T9225 | 13.8 | 89.8 | 2.7 | 微細等方柱状結晶 Ti 系化合物+ Al2O3 | 18 | |
| T9235 | 13.6 | 89.0 | 2.7 | 微細等方柱状結晶 Ti 系化合物+ Al2O3 | 18 | |
適応領域図

鋼の高速仕上げ加工に対して優れた耐摩耗性を示すコーテッドサーメット材種。特に合金鋼加工において、圧倒的な耐摩耗性を発揮する、合金鋼加工第一推奨コーティングサーメット材種
NS9530
優れた仕上げ面品位と安定した加工を実現する汎用サーメット材種
GT9530
耐摩耗性で定評のあるプレミアムコートの採用により高速、高能率加工を実現するコーテッドサーメット材種
注意・禁止事項
安全上の注意点
- ご使用の際には、安全カバーや保護メガネ等の保護具をご使用ください。
- 切れ刃が鋭利なため素手でさわらないでください。
- 切れ味を確認して早めに工具交換を行ってください。
- 切削中に発生する火花や破損による発熱、切りくずで引火する危険があります。引火の危険があるところでは使用しないでください。
また、不水溶性切削油を使用する場合は防火対策が必要です。
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
787円 ( 866円 ) | 2日目 |
774円 ( 851円 ) | 1日目 |
787円 ( 866円 ) | 2日目 |
787円 ( 866円 ) | 2日目 |
774円 ( 851円 ) | 1日目 |
787円 ( 866円 ) | 2日目 |
1,222円 ( 1,344円 ) | 1日目 |
1,222円 ( 1,344円 ) | 1日目 |
1,189円 ( 1,308円 ) | 1日目 |
1,314円 ( 1,445円 ) | 2日目 |
918円 ( 1,010円 ) | 1日目 |
1,222円 ( 1,344円 ) | 1日目 |
1,179円 ( 1,297円 ) | 1日目 |
1,179円 ( 1,297円 ) | 1日目 |
1,211円 ( 1,332円 ) | 1日目 |
1,222円 ( 1,344円 ) | 1日目 |
1,189円 ( 1,308円 ) | 1日目 |
1,314円 ( 1,445円 ) | 2日目 |
926円 ( 1,019円 ) | 1日目 |
1,222円 ( 1,344円 ) | 1日目 |
1,179円 ( 1,297円 ) | 1日目 |
1,179円 ( 1,297円 ) | 1日目 |
1,211円 ( 1,332円 ) | 1日目 |
1,222円 ( 1,344円 ) | 1日目 |
1,189円 ( 1,308円 ) | 1日目 |
1,314円 ( 1,445円 ) | 2日目 |
1,222円 ( 1,344円 ) | 1日目 |
1,179円 ( 1,297円 ) | 1日目 |
1,179円 ( 1,297円 ) | 1日目 |
763円 ( 839円 ) | 1日目 |
763円 ( 839円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
787円 ( 866円 ) | 2日目 |
774円 ( 851円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
600円 ( 660円 ) | 1日目 |
763円 ( 839円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
763円 ( 839円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
787円 ( 866円 ) | 2日目 |
774円 ( 851円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
600円 ( 660円 ) | 1日目 |
763円 ( 839円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
763円 ( 839円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
787円 ( 866円 ) | 2日目 |
774円 ( 851円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
774円 ( 851円 ) | 1日目 |
600円 ( 660円 ) | 1日目 |
763円 ( 839円 ) | 1日目 |
詳細情報
基本情報
M級の正三角形インサート。
【仕様】
・形状:60°三角形穴つき
・PS形ブレーカ付き
【材種特長】
・『T6215』中~高速切削において、優れた耐摩耗性を発揮、ステンレス鋼加工における第一推奨CVD材種
・『AH6235』ステンレス鋼の断続加工や高切込み加工などで高い信頼性を発揮
・『AH6225』ステンレス鋼加工第一推奨材種、あらゆる加工形態に適用可能な高汎用性材種
・『T9225』中~荒加工における第一推奨材種、優れた耐欠損性を有する
・『AT9530』優れた耐摩耗性を実現、合金鋼加工第一推奨コーティングサーメット材種
・『T9215』耐摩耗性と耐チッピング性のバランスに優れる、鋼加工における第一推奨材種、広範囲な加工に適用可能な高汎用材種
・『AH8015』耐摩耗性と耐欠損性を最適にバランス設計、耐熱合金の汎用加工における第一推奨材種、ねじ切り加工用第一推奨材種
【用途】
・『AH6225/T6215/AH6235』の被削材:鋼、ステンレス鋼
・『AH725』の被削材:鋼、ステンレス鋼、鋳鉄、耐熱合金、チタン合金
・『AT9530/GT9530/NS9530』の被削材:鋼、鋳鉄
・『GH730/T9215』の被削材:鋼、ステンレス鋼、鋳鉄
・『T9225』の被削材:鋼
・『AH8015』の被削材:ステンレス鋼、耐熱合金、チタン合金
・外径、内径用
・仕上げ切削用
ご注意
- 商品画像は形状や色味を含め、実際の商品とは異なる場合がございます。
- CADデータ、CAM・工具管理ソフト用データダウンロードをご利用の際、データのご用意がない商品が一部ございます。その際は絞り込み条件の「CADデータ」項目(2D/3D)または「CAM・工具管理ソフト用データ」で対象を選択後、ダウンロードボタンをご利用ください。詳細はこちらをご確認下さい。
商品担当おすすめ



この商品を見た人は、こんな商品も見ています













最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

外径用チップ・内径用チップカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
ミスミ・TNGG-C・三角形・ネガ・穴有・旋削チップ
4.8通常価格(税別):5,470円
通常出荷日:当日出荷可能在庫品1日目

ミスミ
ミスミ・TNMG-MG・三角形・ネガ・穴有・旋削チップ
4.8通常価格(税別):390円
通常出荷日:当日出荷可能在庫品1日目
住友電工ハードメタル
住友電工ハードメタル・TNGG-UM・三角形・ネガ・穴有・旋削チップ
4通常価格(税別):647円~
通常出荷日:当日出荷可能在庫品1日目~
三菱マテリアル
三菱マテリアル・TNGG-F・三角形・ネガ・穴有・旋削チップ
4通常価格(税別):778円~
通常出荷日:2日目~
ミスミ
ミスミ・CNMG-RD・80°ひし形・ネガ・穴有・旋削チップ
0通常価格(税別):390円
通常出荷日:当日出荷可能在庫品1日目
ミスミ
ミスミ・SNMG-RD・四角形・ネガ・穴有・旋削チップ
0通常価格(税別):470円
通常出荷日:当日出荷可能在庫品1日目
ミスミ
ミスミ・TNMG-MA・三角形・ネガ・穴有・旋削チップ
0通常価格(税別):340円
通常出荷日:当日出荷可能在庫品1日目
ミスミ
ミスミ・WNMG-MG・六角形・ネガ・穴有・旋削チップ
0通常価格(税別):390円
通常出荷日:当日出荷可能在庫品1日目
タンガロイ
タンガロイ・DCMT-PS・55°ひし形・ポジ・穴有・旋削チップ
0通常価格(税別):657円~
通常出荷日:当日出荷可能在庫品1日目~