ツール用品技術窓口
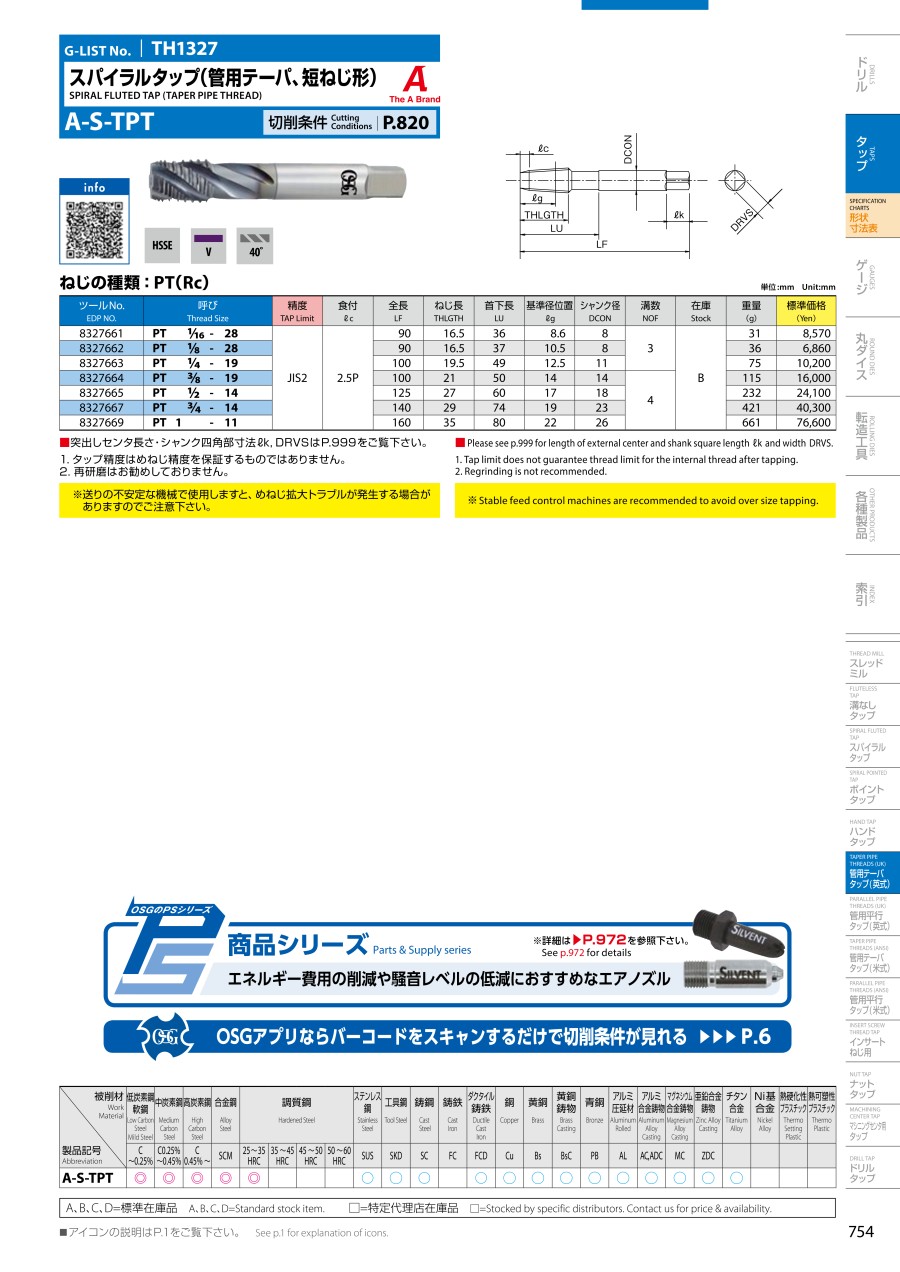
Aタップシリーズ スパイラルタップ(管用テーパ、短ねじ形) A-S-TPT

- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
【特長】
- 高い耐摩耗性…Vコーティング、粉末ハイス
タップ加工の主なトラブル要因は、切りくず排出の不安定さです。
Aタップシリーズは、安定した切りくず排出性を持ち、さらに幅広い被削材や機械に対応できる画期的な製品です。

ダントツの切りくず排出性

高品位なめねじ加工

むしれ・かじり無し
幅広い切削領域
切削領域のイメージ図

※中・高炭素鋼(S45Cなど)を水溶性切削油剤を使用して加工した場合のイメージです。
※切削速度15m/min以上の加工では、同期送り機構付機械を推奨します。
※最適速度は、使用条件により異なります。試し加工により選定下さい。
加工設備を選ばない
Aタップは手動式のボール盤から最新のマシニングセンタまで幅広い加工設備に対応。
マシニングセンタであれば、その性能をより発揮します。

様々な被削材に対応
Aタップはステンレス、合金鋼など、様々な被削材に対応します。
外形図

推奨切削条件
推奨切削条件表
- 本切削条件はメーカー推奨条件をもとに被削材別(一般鋼、合金鋼、調質鋼、高硬度鋼、ステンレス鋼、アルミ、鋳鉄等)に回転数、送り速度、切込み量を記載したものです。
- 加工環境(工作機械、ツーリング等)によっても最適加工条件は変化しますので、加工状況(加工面、ビビり等)を確認して補正しながらご使用ください。

紺色:推奨領域
グレー:加工可能領域
切削条件時の注意
- 切削速度は、実際の加工状態を確認した上で選定下さい。
- この切削条件基準表は、水溶性切削油剤を使用する場合のものです。
- 切削油剤の状態により、十分な性能が発揮できない場合があります。
- エンドミルシャンク品はコレットホルダ、ミーリングホルダなどに対応していますが、まわり止め付きホルダをご使用下さい。
(*)加工領域にご注意下さい。
選定サポート情報
【OH 精度について】
オーエスジー用途別タップは、所定のめねじ精度を満足していただくために、階段式に精度が設定してあり、作業条件に合わせて選定できるよう、独自のOH 精度方式を採用しております。
P≦0.6(40山以上)のもの
■例:M3×0.5

上の許容差:0.010+0.015×n
下の許容差:上の許容差-0.015
0.7(36山以下)≦P<4(8山超え)
■例:M10×1.5

上の許容差:0.020×n
下の許容差:上の許容差-0.020
P≧4(8山以下)
■例:M36×4

上の許容差:0.020×n
下の許容差:上の許容差-0.030
【GH 精度について】
高い精度が要求される航空機部品のねじ加工に対応するため、OH 精度より公差の狭いGH精度を採用しました。
GH精度

GH1, 2
上の許容差:0.013×n
下の許容差:上の許容差-0.013
GH3以上
上の許容差:0.013×(n-2)+0.025
下の許容差:上の許容差-0.013
【シャンク四角部形状】
| シャンク径 DCON | 四角部長さ lk | 四角部幅 DRVS |
|---|---|---|
| 3 | 5 | 2.5 |
| 4 | 6 | 3.2 |
| 5 | 7 | 4 |
| 5.5 | 7 | 4.5 |
| 6 | 7 | 4.5 |
| 6.1 | 8 | 5 |
| 6.2 | 8 | 5 |
| 7 | 8 | 5.5 |
| 8 | 9 | 6 |
| 8.5 | 9 | 6.5 |
| 9 | 10 | 7 |
| 10 | 11 | 8 |
| 10.5 | 11 | 8 |
| 11 | 12 | 9 |
| シャンク径 DCON | 四角部長さ lk | 四角部幅 DRVS |
|---|---|---|
| 12 | 12 | 9 |
| 12.5 | 13 | 10 |
| 13 | 13 | 10 |
| 14 | 14 | 11 |
| 15 | 15 | 12 |
| 16 | 15 | 12 |
| 17 | 16 | 13 |
| 18 | 17 | 14 |
| 19 | 18 | 15 |
| 20 | 18 | 15 |
| 22 | 20 | 17 |
| 23 | 20 | 17 |
| 24 | 22 | 19 |
| 25 | 22 | 19 |
| シャンク径 DCON | 四角部長さ lk | 四角部幅 DRVS |
|---|---|---|
| 26 | 24 | 21 |
| 28 | 24 | 21 |
| 30 | 26 | 23 |
| 32 | 30 | 26 |
| 35 | 30 | 26 |
| 38 | 32 | 29 |
| 40 | 35 | 32 |
| 44 | 38 | 35 |

【突出しセンタ長さ】
| サイズ | 長さ |
|---|---|
| M1.4 | 0.6 |
| M1.6 | 0.6 |
| M1.7 | 0.7 |
| M2 | 0.8 |
| M2.2 | 0.8 |
| M2.3 | 1 |
| M2.5 | 1 |
| M2.6 | 1.1 |
| M3 | 1.2 |
| M3.5 | 1.5 |
| M4 | 1.7 |
| M4.5 | 1.9 |
| M5 | 2.2 |
| M5.5 | 2.4 |
| M6 | 2.6 |
| M7 | 3.1* |
| M8 | 3.5* |
| M9 | 4* |
(*)A-POTのみ
※突出しセンタ長さは参考値です。
| サイズ | 長さ |
|---|---|
| No.4 | 1.2 |
| No.5 | 1.3 |
| No.6 | 1.5 |
| No.8 | 1.8 |
| No.10 | 2.1 |
| U1/4 | 2.7 |
| U5/16 | 3.4 |
注意・禁止事項
注意・禁止事項
管用テーパタップの注意点
(1)切削トルク

管用テーパタップの切削トルク
(2)ストップマーク

これが有害になる場合には、スレッドミルの使用を推奨します。
(3)形状
■インターラップ形状を採用
千鳥刃の効果により、適正な切込み量を確保し、むしれを防止します。
■ A-TPTとA-S-TPTの形状比較
管用テーパねじRc(PT)・NPTは従来のTPTとS-TPTの2種類の形状を採用しています。
ねじ部の長さと基準径位置はJIS B 4446付属書(規定)管用テーパねじ用タップ(PT形およびPS形)に準じて長ねじ形(TPT)と短ねじ形(S-TPT)を設定しています。
例:
| 型番 | ツールNo. | 呼び | 全長 | 基準系位置※ |
|---|---|---|---|---|
| A-TPT | 8327655 | PT1/2-14 | 125 | 25 |
| A-S-TPT | 8327665 | 17 |

型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
18,935円 ( 20,829円 ) | 1日目 |
8,500円 ( 9,350円 ) | 1日目 |
5,977円 ( 6,575円 ) | 在庫品1日目当日出荷可能 |
51,077円 ( 56,185円 ) | 1日目 |
7,483円 ( 8,231円 ) | 1日目 |
31,613円 ( 34,774円 ) | 1日目 |
13,114円 ( 14,425円 ) | 1日目 |
詳細情報
基本情報
【特長】
・切れ味重視の刃先仕様で切りくず形状を安定化
・切りくず排出を促す不等リード溝により、切りくず排出性が大幅に向上
・幅広い被削材に対応。難削材でもむしれの無いめねじを実現
・手動式のボール盤から最新のマシニングセンタまで幅広い加工設備に対応
ご注意
- CADデータ、CAM・工具管理ソフト用データダウンロードをご利用の際は、データのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)または「CAM・工具管理ソフト用データ」で対象を選択後、ダウンロードボタンをご利用ください。詳細はこちらをご確認下さい。
商品担当おすすめ



この商品を見た人は、こんな商品も見ています















最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

スパイラルタップカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
MTシリーズ ハイス鋼スパイラルタップ MT-SPFT
4.3通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目

ミスミ
粉末ハイス鋼スパイラルタップ 難削材対応
4.4通常価格(税別):3,860円~
通常出荷日:当日出荷可能在庫品1日目
オーエスジー
スパイラルタップシリーズ 一般用 EX-SFT
4.5通常価格(税別):1,223円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TiNコートハイス鋼スパイラルタップ
4通常価格(税別):1,260円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
ハイス鋼スパイラルタップ
4.5通常価格(税別):3,790円~
通常出荷日:当日出荷可能在庫品1日目
オーエスジー
Aタップシリーズ スパイラルタップ A-SFT
4.4通常価格(税別):2,954円~
通常出荷日:当日出荷可能在庫品1日目~
オーエスジー
スパイラルタップシリーズ 一般用 ロングシャンク EX-LT-SFT
4.4通常価格(税別):2,469円~
通常出荷日:当日出荷可能在庫品1日目~
オーエスジー
スパイラルタップシリーズ ステンレス用 EX-SUS-SFT
4.7通常価格(税別):1,380円~
通常出荷日:当日出荷可能在庫品1日目~
彌満和製作所
ステンレス鋼用スパイラルタップ SU+SP/SU-SP
4.6通常価格(税別):1,560円~
通常出荷日:当日出荷可能在庫品1日目~