ツール用品技術窓口
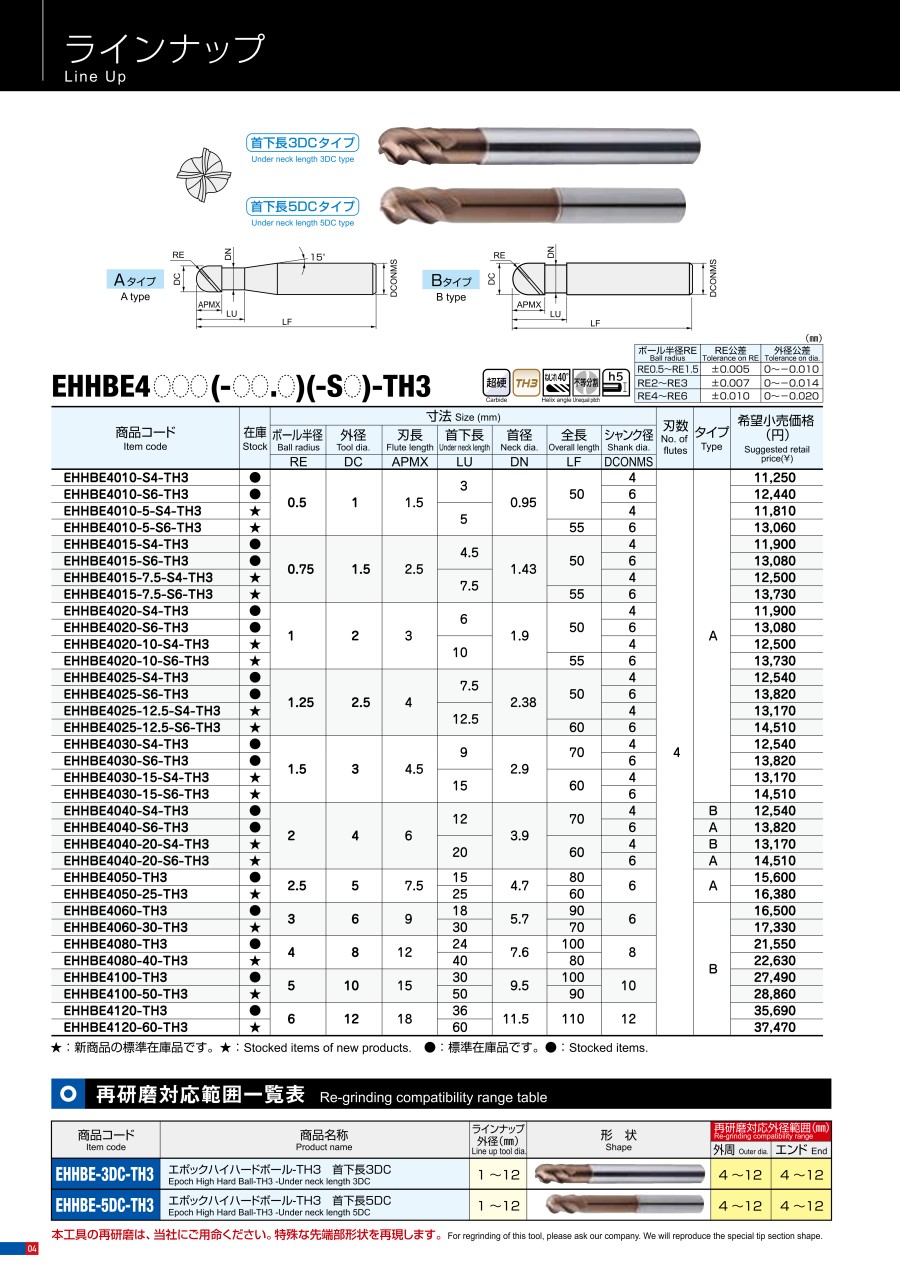
エポックハイハードボール TH3

- 通常単価(税別)
- 8,478円~28,506円
- 税込単価
- 9,326円~31,357円
【特長】・4枚刃にて高能率加工を実現・先端部特殊刃形で切削性能を向上・不等分割の効果で4枚刃でも振動を...
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
先端特殊形状


極先端部分に微小な逃げ角を持った特殊な逃げ面を形成することにより、4枚刃でありながらR精度を向上しました。
特長:切削速度ゼロの中心部を切削点から逃がしました。
効果:中心部での切りくず噛み込みによるチッピングの抑制
不等分割形状による振動の抑制

使用工具:φ8(RE4)×4枚刃
n =4,000min-1 (vc=100m/min)
vf =1,920mm/min (fz=0.12mm/t)
ap=0.3mm ae=0.1mm
ドライ・エアブロー
機械主軸:HSK-A63 工具突出し量:32mm



1 刃の周期の間に振動が確認できる
性能・位置づけ
EHHBE-TH3は高硬度鋼(55HRC~)の荒加工~中仕上げ加工領域で性能を発揮

高硬度鋼加工用新コーティングTH3
- 優れた耐摩耗性・耐熱性を有する高硬度皮膜
- 優れた耐衝撃性を有し、突発的な欠損を抑制
- 焼入れ鋼など50HRCを超える高硬度鋼の加工領域において長寿命
ターゲットとなる鋼種
- 焼入れ鋼などの高硬度鋼(特に50HRC以上)、ハイス鋼

! “TH3”のココがポイント! TH3は“ナノ組織”の適用により、皮膜の破壊単位を小さくする事に成功!


性能・試験情報
等高線加工と高能率側面切削の比較
- 冷間鍛造型(ベベルギア)の加工事例 【YXR3 60HRC】

(φ25.6× 深さ6mm)

逃げ面摩耗幅:0.015mm

逃げ面摩耗幅:0.062mm
EHHBE-TH3で高能率側面切削をすることで、従来2枚刃ボールエンドミルよりも高能率・長寿命に加工できます。
切削条件表
使用機械:立形MC (HSK-F63) クーラント:エアブロー
| 加工方法 | 工具 | 回転数 n (min-1) | 切削速度 vc (m/min) | 送り速度 vf (mm/min) | 一刃送り fz (mm/t) | ap (mm) | ae (mm) | 最大切りくず 排出量 (cm3/min) | 実加工時間 |
|---|---|---|---|---|---|---|---|---|---|
| 等高線加工 | 従来2枚刃ボールエンドミル | 14,000 | 176 | 750 | 0.027 | 0.2 | 0.6 | 0.09 | 28分 |
| 高能率側面切削 (ヘリカル加工⇒トロコイド加工) | EHHBE4040-S4-TH3 | 11,900 | 150 | 1,200 | 0.025 | 4 | 0.25 (最大) | 1.2 | 10分 |
外形図

Aタイプ

Bタイプ

使用方法・使用事例
使用事例
レーザ金属積層造形部加工事例【SKD61(H) 56HRC】

被削材
基材:SKD61 43HRC
レーザ金属積層造形部:SKD61 56HRC
使用機械:オークマ株式会社 MU-8000V LASER EX
使用CAM:株式会社C&G システムズ CAM-TOOL
微小摩耗で継続切削可能
| 工程 | 工具 | 工具径 (mm) | 回転数 n (min-1) | 切削速度 vc (m/min) | 送り速度 vf (mm/min) | 一刃送り fz (mm/t) | ap (mm) | ae (mm) | クーラント | |
|---|---|---|---|---|---|---|---|---|---|---|
| 金属積層 造形部 | 荒加工 | EHHBE4120-TH3 | 12 | 2,400 | 90 | 1,160 | 0.12 | 0.5 | 0.7 | エアー |
| EHHBE4040-S4-TH3 | 4 | 7,200 | 90 | 1,160 | 0.04 | 0.2 | 0.6 | エアー | ||
| 仕上げ | EHHBE4120-TH3 | 12 | 3,700 | 139 | 1,370 | 0.09 | - | 0.2 | エアー | |
| EHHBE4040-S4-TH3 | 4 | 10,000 | 126 | 1,240 | 0.03 | - | 0.1 | エアー | ||
工具摩耗状態(荒+仕上げ加工後)


推奨切削条件
推奨切削条件表
首下長3DC タイプ標準切削条件
荒加工 55HRC未満の被削材に関しましては、MOLDINO(モルディノ・旧三菱日立ツール)社2枚刃、3枚刃シリーズを推奨致します。

側面加工 55HRC未満の被削材に関しましては、MOLDINO(モルディノ・旧三菱日立ツール)社2枚刃、3枚刃シリーズを推奨致します。

※ヘリカル穴加工時の穴径は、工具径の1.6倍以上2.0倍未満に設定ください。
※ヘリカル穴加工時の最大深さは工具径以下(1DC以下)に設定ください。
首下長3DC・5DCタイプ標準切削条件
仕上げ加工

首下長5DCタイプ標準切削条件
首下長3DCタイプ標準切削条件に下記補正値を乗じて算出ください。
荒加工

【切削条件例】
被削材:焼入れ鋼(55~62HRC) 使用工具EHHBE4060-30-TH3の場合
n=4,060min-1 vf =1,180mm/min ap=0.225mm ae=1.35mm
側面加工

【切削条件例】
被削材:焼入れ鋼(55~62HRC) 使用工具EHHBE4060-30-TH3の場合
n=5,600min-1 vf =1,630mm/min ap=6mm ae=0.06mm
仕上げ加工
※仕上げ加工は首下長3DCタイプと同じ切削条件をご使用ください
切削条件時の注意
首下長3DC タイプ標準切削条件
(1)被削材、加工形状に合わせて、適切なクーラントを使用してください。
(2)できるだけ高剛性、高精度の機械をご使用ください。
(3)この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
(4)機械の回転数が足りない場合には、回転数と送り速度を同じ比率で下げてください。
首下長3DC・5DCタイプ標準切削条件
(1)被削材、加工形状に合わせて、適切なクーラントを使用してください。
(2)できるだけ高剛性、高精度の機械をご使用ください。
(3)この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
(4)機械の回転数が足りない場合には、回転数と送り速度を同じ比率で下げてください。
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
8,478円 ( 9,326円 ) | 3日目 |
9,780円 ( 10,758円 ) | 2日目 |
9,393円 ( 10,332円 ) | 2日目 |
10,158円 ( 11,174円 ) | 2日目 |
10,453円 ( 11,498円 ) | 2日目 |
9,393円 ( 10,332円 ) | 2日目 |
10,158円 ( 11,174円 ) | 2日目 |
10,021円 ( 11,023円 ) | 2日目 |
11,045円 ( 12,150円 ) | 2日目 |
9,902円 ( 10,892円 ) | 2日目 |
10,927円 ( 12,020円 ) | 2日目 |
10,021円 ( 11,023円 ) | 2日目 |
11,045円 ( 12,150円 ) | 2日目 |
9,902円 ( 10,892円 ) | 2日目 |
10,927円 ( 12,020円 ) | 2日目 |
10,021円 ( 11,023円 ) | 2日目 |
11,045円 ( 12,150円 ) | 2日目 |
12,993円 ( 14,292円 ) | 2日目 |
13,715円 ( 15,087円 ) | 2日目 |
12,465円 ( 13,712円 ) | 2日目 |
14,353円 ( 15,788円 ) | 2日目 |
13,187円 ( 14,506円 ) | 2日目 |
11,332円 ( 12,465円 ) | 2日目 |
17,218円 ( 18,940円 ) | 2日目 |
14,801円 ( 16,281円 ) | 2日目 |
21,956円 ( 24,152円 ) | 2日目 |
18,864円 ( 20,750円 ) | 2日目 |
28,506円 ( 31,357円 ) | 2日目 |
24,489円 ( 26,938円 ) | 2日目 |
詳細情報
基本情報
【特長】
・4枚刃にて高能率加工を実現
・先端部特殊刃形で切削性能を向上
・不等分割の効果で4枚刃でも振動を抑制可能
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
カタログ
商品担当おすすめ

この商品を見た人は、こんな商品も見ています













最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ボールエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬ボールエンドミル 2枚刃/ショートタイプ
4.4通常価格(税別):940円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬ボールエンドミル 2枚刃/レギュラータイプ
4.3通常価格(税別):1,020円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ボールエンドミル 調質鋼加工用/2枚刃/レギュラータイプ
4.5通常価格(税別):1,210円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ボールエンドミル 調質鋼加工用/2枚刃/ショートタイプ
4.3通常価格(税別):1,210円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ボールエンドミル 2枚刃/ショートタイプ
4.3通常価格(税別):1,270円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XACシリーズ超硬ボールエンドミル 2枚刃/ショートタイプ
4.6通常価格(税別):1,340円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
XALシリーズ超硬ボールエンドミル 2枚刃/ショート/ロングシャンクタイプ
4.6通常価格(税別):3,160円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ボールエンドミル 2枚刃/レギュラータイプ
4.1通常価格(税別):1,270円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XCPシリーズ超硬ボールエンドミル 調質鋼/高硬度鋼加工用/2枚刃/スタブタイプ
4.4通常価格(税別):1,810円~
通常出荷日:当日出荷可能在庫品1日目~