ツール用品技術窓口
絞り込み条件
呼び
~mm- 下穴必要(下穴径):NPT1-11.5(φ10以上)33.228
- 下穴必要(下穴径):PT1-11(φ10以上)33.249
- 下穴不要:PT1/2-14 20.955、下穴必要(下穴径):PT3/4-14(φ8以上)26.441
- 下穴不要:NPT1/2-14 21.224、下穴必要(下穴径):NPT3/4-14(φ8以上)26.569
- 下穴不要:PT1/4-19 13.157、下穴必要(下穴径):PT3/8-19(φ6以上)16.662
- 下穴不要:NPT1/4-18 13.616、下穴必要(下穴径):NPT3/8-18(φ6以上)17.055
- 下穴不要:PT1/8-28 9.728
- 下穴不要:NPT1/8-27 10.242
- 下穴不要:PT1/16-28 7.723、下穴必要(下穴径):PT1/8-28(φ4以上)9.728
- 下穴不要:NPT1/16-27 7.895、下穴必要(下穴径):PT1/8-27(φ4以上)10.242
- 下穴不要:PT3/8-19 16.662
- 下穴不要:NPT3/8-18 17.055
ピッチ
~mm- 0.9071
- 0.9407
- 1.3368
- 1.4111
- 1.8143
- 2.2087
- 2.3091
全長(mm)
~mm- 70
- 80
- 110
- 135
首下長(mm)
~mm- 18
- 19
- 28
- 35
- 45
シャンク径(mm)
~mm- 6
- 10
- 12
- 16
外径(mm)
~mm- 4.8
- 5.7
- 7.9
- 9.6
- 11.5
- 15.4
出荷日
- すべて
- 2日以内
- 3日以内
エポックDスレッドミル PT・NPTねじ用 EDT-(N)PT-ATH

- 通常単価(税別)
- 18,697円~75,971円
- 税込単価
- 20,567円~83,568円
【特長】・1本の工具で、高硬度鋼への穴あけ+ねじ切り同時加工が可能。・強度の高い刃形設計により、高硬度...
詳細を確認- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
- 1本の工具で、高硬度鋼への穴あけ+ねじ切り同時加工が可能。
- 強度の高い刃形設計により、高硬度鋼おける刃先損傷を抑制。
- 下穴が不要。
- THコーディングの硬度と耐酸化性をさらに改善。高硬度鋼の加工で長寿命化、高能率化が可能になりました。
硬度3,800HV 耐酸化温度1,200℃(結晶粒子がさらに微細化したSi系ナノコンポジットコーディングです) - 高能率切削加工で性能を発揮します。
●折れ込みのリスクを低減
めねじ内径により小さな径の工具を使用した加工であり、さらに切りくずが細かく分断されることで、切りくず排出性が向上し、折れ込みのリスクが低減されます。
●一本で様々なねじ切り加工が可能
右ねじ・左ねじ・細目ねじとNCプログラムを変更するだけで対応可能です。
※同じ工具で加工できる並目ねじと細目ねじは呼び径が異なります。(例)ET-1.25-16PN 並目ねじM8×P1.25 細目ねじM10×P1.25
●切削条件を自由に設定
タップのように回転と送りを同期させる必要がなく、エンドミルと同様に使用できるため、加工環境に合わせた条件設定が可能です。
●機械を選ばず加工が可能
タップに比べて負荷が少ないため、低動力な主軸の機械でもご使用いただけます。またタッピングホルダーのような専用ツーリングを必要としません。
●良好な加工面を実現
断続切削により、むしれを抑制して良好な加工面を得られます。
●不完全山部が少なく穴の底までねじ切り加工が可能
エポックスレッドミルは不完全山部を設けておらず、エポックDスレッドミルは不完全山部が1山のため、浅い穴の底までねじ切り加工を行いたい場合に最適です。
性能・試験情報
管用ねじ加工における利点

むれのない良好な加工面

むしれやすくストップマークも発生
タップで発生することが多い液漏れの対策に効果的
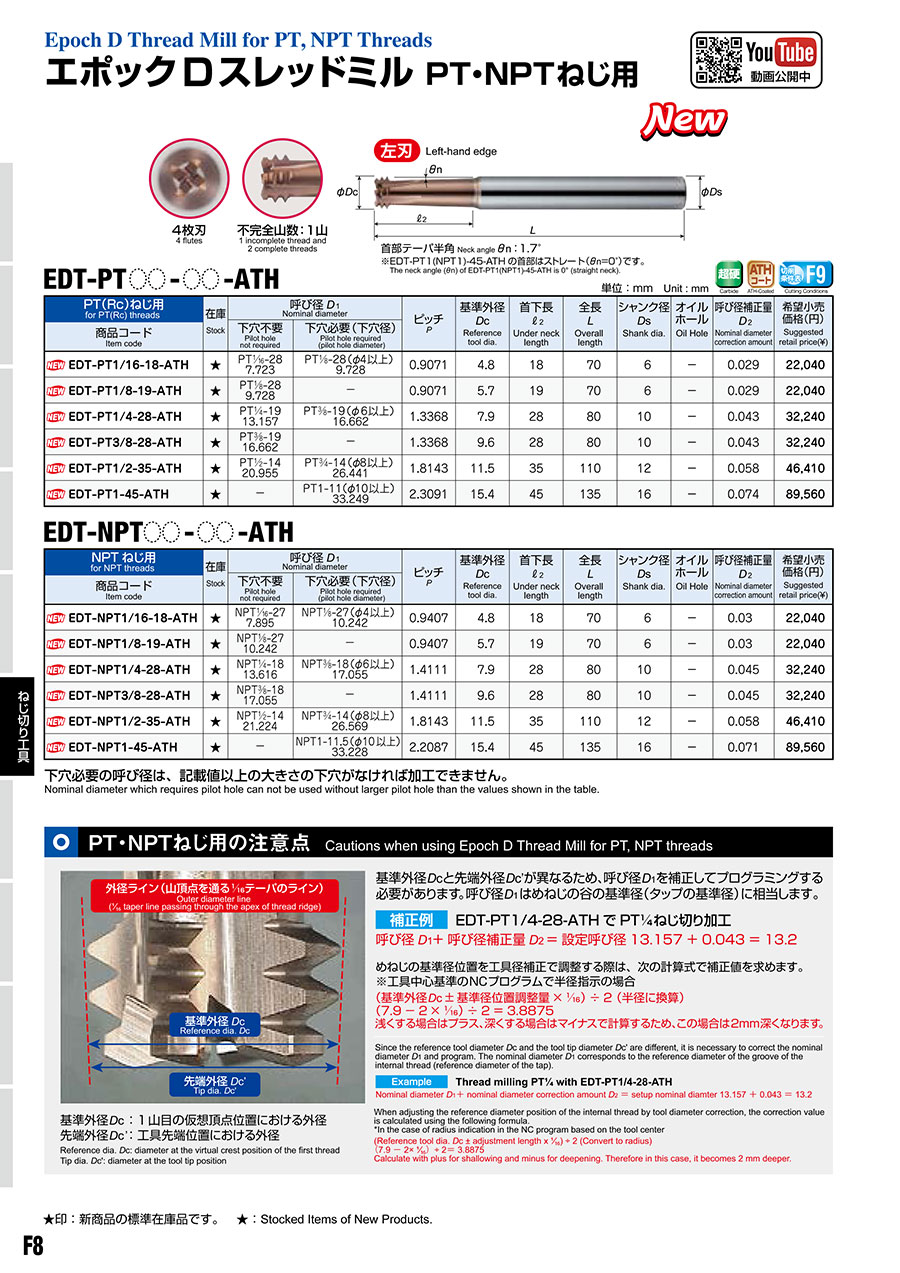
外形図

4枚刃 ・ 不完全山数:1山

左刃
首部テーパ半角θn:1.7°
※EDT-PT1(NPT1)-45-ATHの首部はストレート(θn=0°)です。
使用方法・使用事例
スレッドミルの加工方法

(2)加工開始点に位置決め
(3)進入(徐々に切り込む)
(4)ねじ切り加工
(5)回避(徐々に切り離す)
(6)終点
※エポックDスレッドミルは穴あけ加工を同時に行います。
使用事例
●高硬度鋼の穴あけ+ねじ切り同時加工(M8×P1.25)
〈切削条件〉
・被削材:SKD11(改)(62HRC)
・使用工具:EDT-1.25-16-TH
・n=2,060min-1(Vc=55m/min)
・Vf=75mm/min(fz=0.03mm/t) ねじ加工深さ:15mm 止まり穴 クーラント エアブロー

エポックDスレッドミル30穴加工後の工具状態
チッピングや欠損もなく摩擦状態良好

30穴加工後も継続使用可能
●焼き入れ鋼の穴あけ+ねじ切り同時加工(M8×P1.25)
・被削材:SKD61(45HRC)
・使用工具:EDT-1.25-16-TH
・n=2,820min-1(Vc=55m/min)
・Vf=75mm/min(fz=0.03mm/t)
・ねじ加工深さ:16mm 止まり穴 クーラント エアブロー

150穴加工後の工具状態
150穴加工後も継続使用可能
●プリハードン鋼の穴あけ+ねじ切り同時加工(M4×P0.7)
〈切削条件〉
・被削材:NAK80(40HRC)
・使用工具:EDT-0.7-10-TH
・n=5,650min-1(Vc=55m/min)
・Vf=75mm/min(fz=0.015mm/t) ねじ加工深さ:10mm 止まり穴 クーラント エアブロー

エポックDスレッドミル 400穴加工後の工具状態
400穴加工後も継続使用可能
●ステンレス鋼の穴あけ+ねじ切り同時加工(M4×P0.7)
〈切削条件〉
・被削材:SUS304
・使用工具:EDT-0.7-10-TH
・n=3,600min-1(Vc=35m/min)
・Vf=49mm/min(fz=0.015mm/t)
・ねじ加工深さ:10mm 止まり穴 クーラント 水溶性

エポックDスレッドミル 600穴加工後の工具状態
600穴加工後も継続使用可能
●チタン合金の穴あけ+ねじ切り同時加工(M4×P0.7)
〈切削条件〉
・被削材:Ti-6Al-4V
・使用工具:EDT-0.7-10-TH
・n=3,600min-1(Vc=35m/min)
・Vf=49mm/min(fz=0.015mm/t)
・ねじ加工深さ:10mm 止まり穴 クーラント 水溶性

エポックDスレッドミル 64穴加工後の工具状態
タッピングが困難なチタン合金を下穴なしで加工可能
●高硬度鋼の穴あけ+ねじ切り同時加工(PT1/16-28)
〈切削条件〉
・被削材:STAVAX(52HRC)
・使用工具:EDT-PT1/16-18-ATH
・n=3,600min-1(Vc=55m/min)
・Vf=94mm/min(fz=0.024mm/t)
・ねじ加工深さ:16mm クーラント エアブロー

エポックDスレッドミル 50穴加工後の工具状態
50穴加工後も継続可能
推奨切削条件
推奨切削条件表
- 本切削条件はメーカー推奨条件をもとに被削材別(一般鋼、合金鋼、調質鋼、高硬度鋼、ステンレス鋼、アルミ、鋳鉄等)に回転数、送り速度、切込み量を記載したものです。
- 加工環境(工作機械、ツーリング等)によっても最適加工条件は変化しますので、加工状況(加工面、ビビり等)を確認して補正しながらご使用ください。

切削条件時の注意
(1)エポックDスレッドミルはめねじ加工専用工具です。
(2)上記切削条件表は、表中の呼び径でのものです。
(3)加工機はヘリカル補間機能が付いたNC(数値制御装置)を搭載しているマシニングセンタをご使用ください。
(4)上記条件表において、送り速度は、めねじ加工時の工具中心の送り速度を表しています。また、1刃送り量は切削点での数値を表しています。
(5)機械内部に切りくずが入り込む危険性があるため、オイルホール付きの工具は必ずオイルホールを使用して加工を行ってください。
(6)被削材、加工形状に合わせて、適切なクーラントを使用してください。
(7)この切削条件表は切削条件の目安を示すものです。実際の加工では使用機械等により条件を調整してください。
適用被削材
- 鋳鉄 150~200HB
- 炭素鋼 FC250,S50C
- 工具鋼 25~35HRC SCM440,HPM7
- プリハードン鋼 35~45HRC HPM-MAGIC,NAK80
- 焼入れ鋼 45~55HRC SKD61,HPM38,STAVAX
- 焼入れ鋼 55~62HRC SKD11,YXR3
- 焼入れ鋼 62~66HRC SKH51,HAP40
- ステンレス鋼 SUS304
注意・禁止事項
PT・NPTねじ用の注意点

先端外径Dc’:工具先端位置における外径
〈補正例〉
EDT-PT1/4-28-ATH でPT1/4ねじ切り加工
呼び径D1+呼び径補正量D2=設定呼び径13.157+0.043=13.2
めねじの基準径位置を工具径補正で調整する際は、次の計算式で補正値を求めます。
※工具中心基準のNCプログラムで半径指示の場合
(基準外径Dc ± 基準径位置調整量 × 1/16)÷2( 半径に換算)
(7.9-2×1/16)÷2=3.8875
浅くする場合はプラス、 深くする場合はマイナスで計算するため、この場合は2mm深くなります。
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
39,378円 ( 43,316円 ) | 2日目 |
27,353円 ( 30,088円 ) | 2日目 |
18,697円 ( 20,567円 ) | 2日目 |
18,697円 ( 20,567円 ) | 2日目 |
75,971円 ( 83,568円 ) | 2日目 |
27,353円 ( 30,088円 ) | 2日目 |
39,378円 ( 43,316円 ) | 3日目 |
27,353円 ( 30,088円 ) | 3日目 |
18,697円 ( 20,567円 ) | 2日目 |
18,697円 ( 20,567円 ) | 2日目 |
75,971円 ( 83,568円 ) | 2日目 |
27,353円 ( 30,088円 ) | 2日目 |
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています














最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

スレッドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
TiAlNコート超硬ねじ切りカッター 内径メートルねじ用
3.9通常価格(税別):8,420円~
通常出荷日:当日出荷可能在庫品1日目~

MOLDINO(モルディノ・旧三菱日立ツール)
エポックDスレッドミル EDT-□.□□-□□-TH
4.5通常価格(税別):9,448円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
DLCコートアルミ加工用超硬ねじ切りカッター 内径メートルねじ用
5通常価格(税別):9,690円~
通常出荷日:当日出荷可能在庫品1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
エポックスレッドミル ET-□.□□-□□-PN
4通常価格(税別):8,931円~
通常出荷日:1日目~
彌満和製作所
プレミアムスレッドミル PRML
5通常価格(税別):9,580円~
通常出荷日:3日目
オーエスジー
AT-2 高硬度鋼用底刃付きスレッドミル 2.5Dタイプ
0通常価格(税別):8,094円~
通常出荷日:1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長3D(レギュラー)タイプ
4.6通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):720円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ロングネックボールエンドミル 2枚刃/スタブ/ロングネックタイプ
4.5通常価格(税別):1,010円~
通常出荷日:当日出荷可能在庫品1日目