ツール用品技術窓口
確定しました
タイプ
~mm出荷日
- すべて
- 26日以内
フルデジタル 交流/直流両用TIG溶接機 BP4シリーズ用溶接電源

- 通常単価(税別)
- 964,083円
- 税込単価
- 1,060,491円
【特長】・溶接ナビ、エキスパートモードで使いやすさを形にしました。・フルデジタルは溶接性能が自慢。・4...
詳細を確認- こちらの商品は電源のみの販売となります。
- 本品は重量品のため車上渡しとなります。お届け時、商品を荷下ろししていただく準備をお願い致します。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
YC-300BP4の仕様・寸法情報
詳細情報
基本情報
【特長】
・溶接ナビ、エキスパートモードで使いやすさを形にしました。
・フルデジタルは溶接性能が自慢。
・400Hzまでの周波数増加によるエネルギー密度アップがもたらす新しいアルミ溶接。
・複雑な操作は不要!
・エネルギー密度が高く、今までできなかったこんなことが可能になります。
・エネルギー分散が少なく熱が集中するため、溶接がやさしくなります。
・なめらかで光沢のある溶接ビードが得られます。
・アークの集中性はやっかいな仮付けを容易にします。
ご注意
- こちらの商品は電源のみの販売となります。
- 本品は重量品のため車上渡しとなります。お届け時、商品を荷下ろししていただく準備をお願い致します。
商品情報
製品特長・仕様
製品の基本仕様・特長
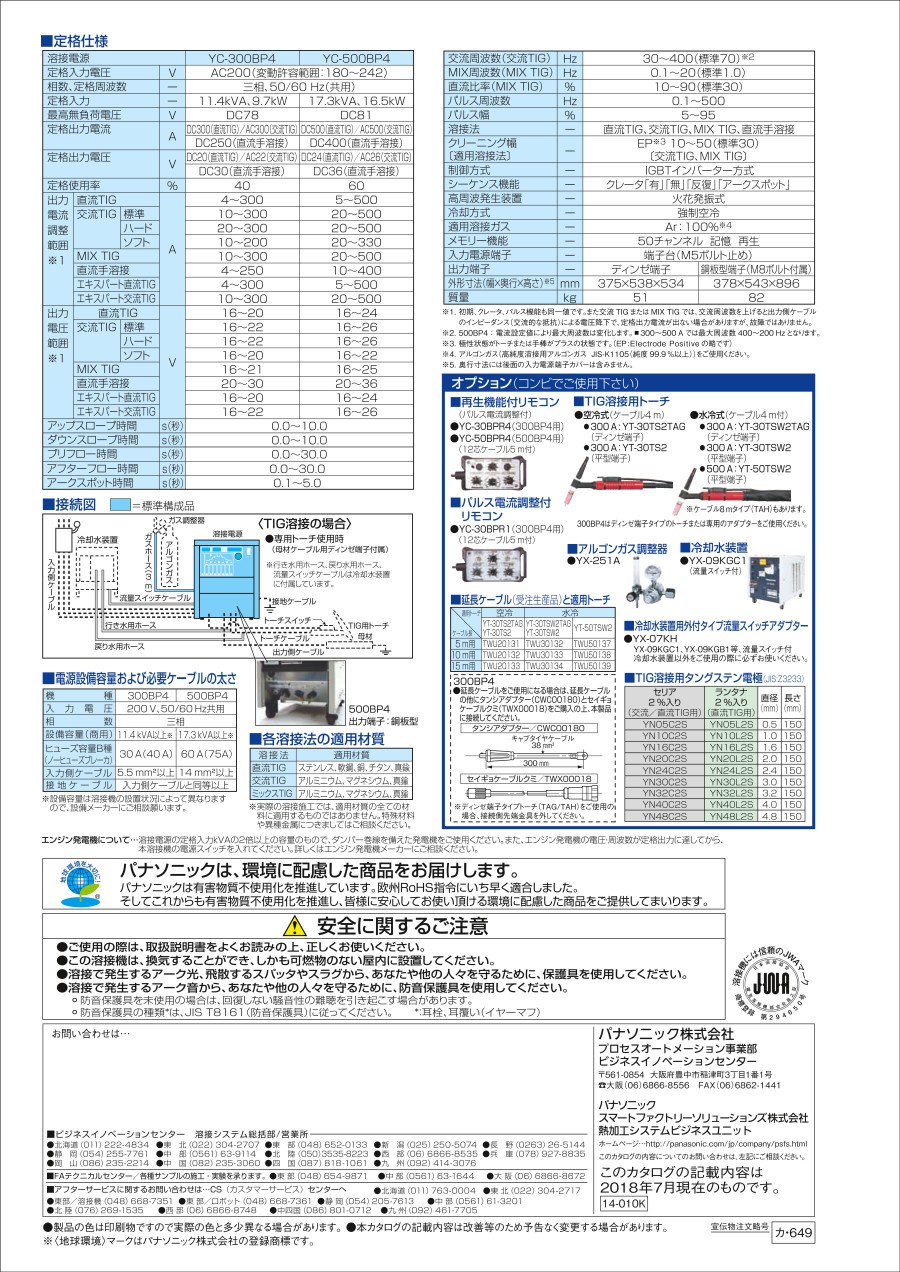
| 溶接電源 | YC-300BP4 | YC-500BP4 | |||
|---|---|---|---|---|---|
| 定格入力電圧 | V | AC200(変動許容範囲:180~242) | |||
| 相数、定格周波数 | - | 三相、50/60Hz(共用) | |||
| 定格入力 | - | 11.4kVA、9.7kW | 17.3kVA、16.5kW | ||
| 最高無負荷電圧 | V | DC78 | DC81 | ||
| 定格出力電流 | A | DC300(直流TIG)/AC300(交流TIG) | DC500(直流TIG)/AC500(交流TIG) | ||
| DC250(直流手溶接) | DC400(直流手溶接) | ||||
| 定格出力電圧 | V | DC20(直流TIG)/AC22(交流TIG) | DC24(直流TIG)/AC26(交流TIG) | ||
| DC30(直流手溶接) | DC36(直流手溶接) | ||||
| 定格使用率 | % | 40 | 60 | ||
| 出力電流調整範囲※1 | 直流TIG | A | 4~300 | 5~500 | |
| 交流TIG | 標準 | 10~300 | 20~500 | ||
| ハード | 20~300 | 20~500 | |||
| ソフト | 10~200 | 20~330 | |||
| MIX TIG | 10~300 | 20~500 | |||
| 直流手溶接 | 4~250 | 10~400 | |||
| エキスパート直流TIG | 4~300 | 5~500 | |||
| エキスパート交流TIG | 10~300 | 20~500 | |||
| 出力電圧範囲※1 | 直流TIG | V | 16~20 | 16~24 | |
| 交流TIG | 標準 | 16~22 | 16~26 | ||
| ハード | 16~22 | 16~26 | |||
| ソフト | 16~20 | 16~22 | |||
| MIX TIG | 16~21 | 16~25 | |||
| 直流手溶接 | 20~30 | 20~36 | |||
| エキスパート直流TIG | 16~20 | 16~24 | |||
| エキスパート交流TIG | 16~22 | 16~26 | |||
| アップスロープ時間 | s(秒) | 0.0~10.0 | |||
| ダウンスロープ時間 | s(秒) | 0.0~10.0 | |||
| プリフロー時間 | s(秒) | 0.0~30.0 | |||
| アフターフロー時間 | s(秒) | 0.0~30.0 | |||
| アークスポット時間 | s(秒) | 0.1~5.0 | |||
| 交流周波数(交流TIG) | Hz | 30~400(標準70)※2 | |||
| MIX周波数(MIX TIG) | Hz | 0.1~20(標準1.0) | |||
| 直流比率(MIX TIG) | % | 10~90(標準30) | |||
| パルス周波数 | Hz | 0.1~500 | |||
| パルス幅 | % | 5~95 | |||
| 溶接法 | - | 直流TIG、交流TIG、MIX TIG、直流手溶接 | |||
| クリーニング幅〔適用溶接法〕 | - | EP※3 10~50(標準30)〔交流TIG、MIX TIG〕 | |||
| 制御方式 | - | IGBTインバーター方式 | |||
| シーケンス機能 | - | クレータ「有」「無」「反復」「アークスポット」 | |||
| 高周波発生装置 | - | 火花発振式 | |||
| 冷却方式 | - | 強制空冷 | |||
| 適用溶接ガス | - | Ar:100%※4 | |||
| メモリー機能 | - | 50チャンネル 記憶 再生 | |||
| 入力電源端子 | - | 端子台(M5ボルト止め) | |||
| 出力端子 | - | ディンゼ端子 | 銅板型端子(M8ボルト付属) | ||
| 外形寸法(幅×奥行×高さ)※5 | mm | 375×538×534 | 378×543×896 | ||
| 質量 | kg | 51 | 82 | ||
※1. 初期、クレータ、パルス機能も同一値です。また交流TIGまたはMIX TIGでは、交流周波数を上げると出力側ケーブルのインピーダンス(交流的な抵抗)による電圧降下で、
定格出力電流が出ない場合がありますが、故障ではあリません。
※2. 500BP4:電流設定値により最大周波数は変化します。■300~500Aでは最大周波数400~200Hzとなります。
※3. 極性状態がトーチまたは手棒がプラスの状態です。(EP:Electrode Positiveの略です)
※4. アルゴンガス(高純度溶接用アルゴンガス JIS-K1105(純度99.9%以上))をご使用ください。
※5. 奧行寸法には後面の入力電源端子カバーは含みません。
選定サポート情報
技術情報
電源設備容量および必要ケーブルの太さ
| 機種 | 300BP4 | 500BP4 |
|---|---|---|
| 入力電圧 | 200V、50/60Hz共用 | |
| 相数 | 三相 | |
| 設備容量(商用) | 11.4kVA以上※ | 17.3kVA以上※ |
| ヒューズ容量B種 (ノーヒューズブレーカ) | 30A(40A) | 60A(75A) |
| 入力側ケーブル | 5.5mm2以上 | 14mm2以上 |
| 接地ケーブル | 入力側ケーブルと同等以上 | |
※設備容量は溶接機の設置状況によって異なりますので、設備メーカーにご相談願います。
各溶接法の適用材質
| 溶接法 | 適用材質 |
|---|---|
| 直流TIG | ステンレス、軟鋼、銅、チタン、真鍮 |
| 交流TIG | アルミニウム、マグネシウム、真鍮 |
| ミックスTIG | アルミニウム、マグネシウム、真鍮 |
※実際の溶接施工では、適用材質の全ての材料に適用するものではありません。
カタログ
類似品類似品をすべて見る





商品担当おすすめ

パナソニック溶接システム
CO2溶接用レッドトーチ

パナソニック溶接システム
フルデジタル CO2/MAG溶接機 GR3シリーズ用溶接電源




この商品を見た人は、こんな商品も見ています










最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

電気溶接機カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

パナソニック溶接システム
溶接トーチ用 コレット TECシリーズ
0通常価格(税別):2,034円~
通常出荷日:当日出荷可能在庫品1日目~

ダイヘン
TIG溶接トーチ用 コレット
5通常価格(税別):925円
通常出荷日:1日目
ダイヘン
TIG溶接トーチ用 コレットボディ
5通常価格(税別):1,310円
通常出荷日:2日目
ウエルドクラフト
タングステン電極棒 2%セリウム入り
4.8通常価格(税別):2,837円~
通常出荷日:当日出荷可能在庫品1日目~
トーキン
溶接用トーチ部品チップ
4通常価格(税別):1,683円~
通常出荷日:当日出荷可能在庫品1日目~
ダイヘン
CO2/MAG溶接用チップ
4通常価格(税別):146円~
通常出荷日:当日出荷可能在庫品1日目~
ダイヘン
TIG溶接トーチ用 ノズル
4通常価格(税別):765円
通常出荷日:1日目~
パナソニック溶接システム
キャップ(トーチキャップ)Sタイプ
0通常価格(税別):1,917円
通常出荷日:当日出荷可能在庫品1日目
ウエルドクラフト
タングステン電極棒 2%ランタン入り
0通常価格(税別):3,963円~
通常出荷日:当日出荷可能在庫品1日目~