ツール用品技術窓口
軟鋼/高張力鋼ソリッドワイヤ KC-50T

- 通常単価(税別)
- 14,045円~17,013円
- 税込単価
- 15,450円~18,714円
【特長】・低電流域で短絡回数が多く、アークの安定性が良好で美しいビード外観が得られます。・薄板での全姿...
詳細を確認- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
詳細情報
基本情報
【特長】
・低電流域で短絡回数が多く、アークの安定性が良好で美しいビード外観が得られます。
・薄板での全姿勢溶接、特に立向下進溶接に適したワイヤです。
【用途】
・軟鋼および490MPa級高張力鋼を使用した自動車、車両、家電製品、鉄骨橋梁、産業機械などの各種構造物の全姿勢溶接に最適です。
商品情報
製品特長・仕様
製品の基本仕様・特長
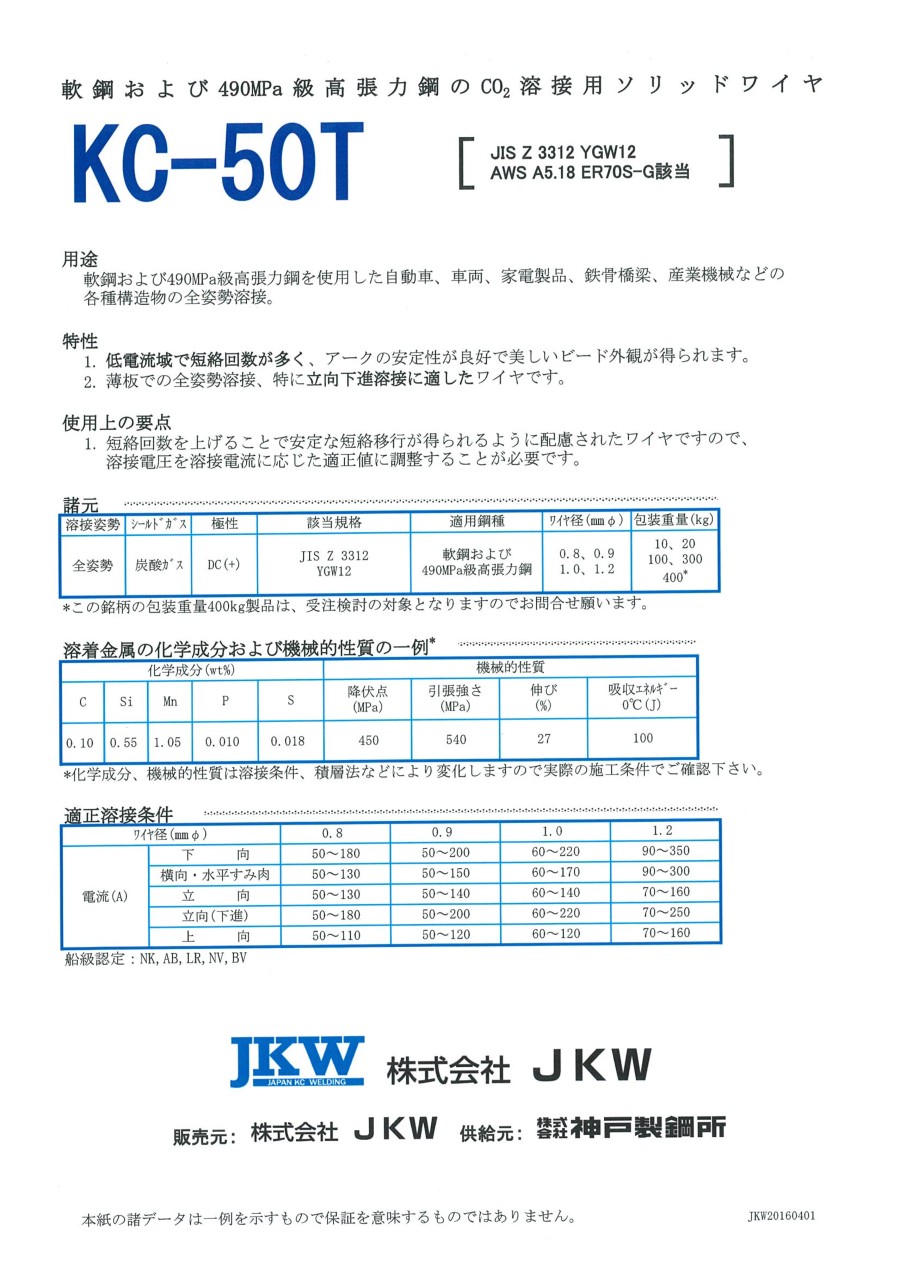
【諸元】
| 溶接姿勢 | シールドガス | 極性 | 該当規格 | 適用鋼種 | ワイヤ径(mmφ) |
|---|---|---|---|---|---|
| 全姿勢 | 炭酸ガス | DC(+) | JIS Z 3312 YGW12 (AWS A5.18 ER70S-G該当) | 軟鋼および 490MPa級高張力鋼 | 0.8、0.9、1.2 |
【溶着金属の化学成分および機械的性質の一例※】
| 化学成分(wt%) | 機械的性質 | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | 降伏点(MPa) | 引張強さ(MPa) | 伸び(%) | 吸収エネルギー 0℃(J) |
| 0.10 | 0.55 | 1.05 | 0.010 | 0.018 | 450 | 540 | 27 | 100 |
※化学成分、機械的性質は溶接条件、積層法により変化するので実際の施工条件でご確認下さい。
【適正溶接条件】
| ワイヤ径(mmφ) | 0.8 | 0.9 | 1.2 | |
|---|---|---|---|---|
| 電流(A) | 下向 | 50~180 | 50~200 | 90~350 |
| 横向・水平すみ肉 | 50~130 | 50~150 | 90~300 | |
| 立向 | 50~130 | 50~140 | 70~160 | |
| 立向(下進) | 50~180 | 50~200 | 70~250 | |
| 上向 | 50~110 | 50~120 | 70~160 | |
船級認定:NK、AB、LR、NV、BV
注意・禁止事項
使用上の要点
1. 短絡回数を上げることで安定な短絡移行が得られるように配慮されたワイヤですので、溶接電圧を溶接電流に応じた適正値に調整することが必要です。
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

溶接棒カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

神戸製鋼所
軟鋼~550MPa級鋼用TIG溶接棒 TG-S50
4.5通常価格(税別):5,544円~
通常出荷日:当日出荷可能在庫品1日目~

スター電器製造
電気溶接棒 スターロードB 低電圧軟鋼用
5通常価格(税別):1,100円~
通常出荷日:4日目
神戸製鋼所
軟鋼~550MPa級鋼用被覆棒 Z-44
4.6通常価格(税別):2,461円~
通常出荷日:当日出荷可能在庫品1日目~
神戸製鋼所
軟鋼~550MPa級鋼用被覆棒 B-17
4.5通常価格(税別):4,975円~
通常出荷日:当日出荷可能在庫品1日目~
スター電器製造
電気溶接棒 スターロード Z-3 基本的軟鋼用 箱入
4通常価格(税別):1,950円~
通常出荷日:1日目
神戸製鋼所
マグ材料/ソリッドワイヤ(軟鋼~550MPa級鋼) SE-50T
3通常価格(税別):10,689円~
通常出荷日:4日目
神戸製鋼所
ステンレス鋼用マグ材料/溶接ワイヤー DW-308
0通常価格(税別):27,789円~
通常出荷日:当日出荷可能在庫品1日目~
スター電器製造
電気溶接棒 スターロードB 低電圧ステンレス用
0通常価格(税別):1,850円~
通常出荷日:4日目![[中字]油性ペイントマーカー(工業用)](https://content.misumi-ec.com/image/upload/t_product_recommend_a/t_log_reco/t_misumi_wm/v1/p/jp/product/series/223303141458/223303141458_002_20230801115840.jpg?$product_recommend_a$)
エスコ
[中字]油性ペイントマーカー(工業用)
4.6通常価格(税別):230円
通常出荷日:1日目