ツール用品技術窓口
この商品と似ている商品
-

京セラ
MSRS15型 ホルダ(インチ仕様)
-通常価格(税別):58048円~
通常出荷日:2日目
-

サンドビック
コロミル590カッター
サンドビック
-通常価格(税別):95814円~
通常出荷日:1日目 ~
-

京セラ
スロットミル 縦置き:LN型チップ ボス無し
-通常価格(税別):91690円~
通常出荷日:2日目
-

ナショナルマリンプラスチック
"くみたてそう"(消防用)
ナショナルマリンプラスチック
-通常価格(税別):127721円~
通常出荷日:3日目 ~
-

三菱マテリアル
SD ストレートドリル
三菱マテリアル
4.5通常価格(税別):426円~
通常出荷日:1日目 ~
-

彌満和製作所
ハンドタップ HT(切削タップ)
彌満和製作所
4.6通常価格(税別):1000円~
通常出荷日:在庫品1日目
-

不二越
ストレートシャンクドリル SD
不二越
4.4通常価格(税別):363円~
通常出荷日:在庫品1日目
-

栄工舎
ハンドリーマ(ハイス) HR
栄工舎
4.6通常価格(税別):3131円~
通常出荷日:在庫品1日目
-

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長3D(レギュラー)タイプ
4.6通常価格(税別):810円~
通常出荷日:在庫品1日目
-

不二越
SG-ESS ドリル SGESS
不二越
4.6通常価格(税別):822円~
通常出荷日:在庫品1日目
絞り込み条件
刃径 D(φ)
~mm- 63
- 80
- 100
- 125
- 160
- 200
- 250
全長(mm)
~mm- 50
- 60
- 65
- 70
- 80
- 85
- 115
刃数(枚)
~mm- 4
- 6
- 8
- 10
- 12
- 16
- 20
- 24
- 32
トラスココード
タイプ
~mm- MSR063R-1
- MSR063R-1M
- MSR063R-2
- MSR063R-2M
- MSR080R-1
- MSR080R-1M
- MSR080R-2
- MSR080R-2-31.75
- MSR080R-2M
- MSR080R-4
- MSR080R-4-31.75
- MSR080R-4M
- MSR100R-1
- MSR100R-1M
- MSR100R-2
- MSR100R-2M
- MSR100R-4
- MSR100R-4M
- MSR125R-1
- MSR125R-1M
- MSR125R-2
- MSR125R-2M
- MSR125R-4
- MSR125R-4M
- MSR160R-1
- MSR160R-1M
- MSR160R-2
- MSR160R-2M
- MSR160R-4
- MSR200R-1
- MSR200R-1M
- MSR200R-2
- MSR200R-2M
- MSR250R-1
- MSR250R-1M
- MSR250R-2
- MSR250R-2M
出荷日
- すべて
- 2日以内
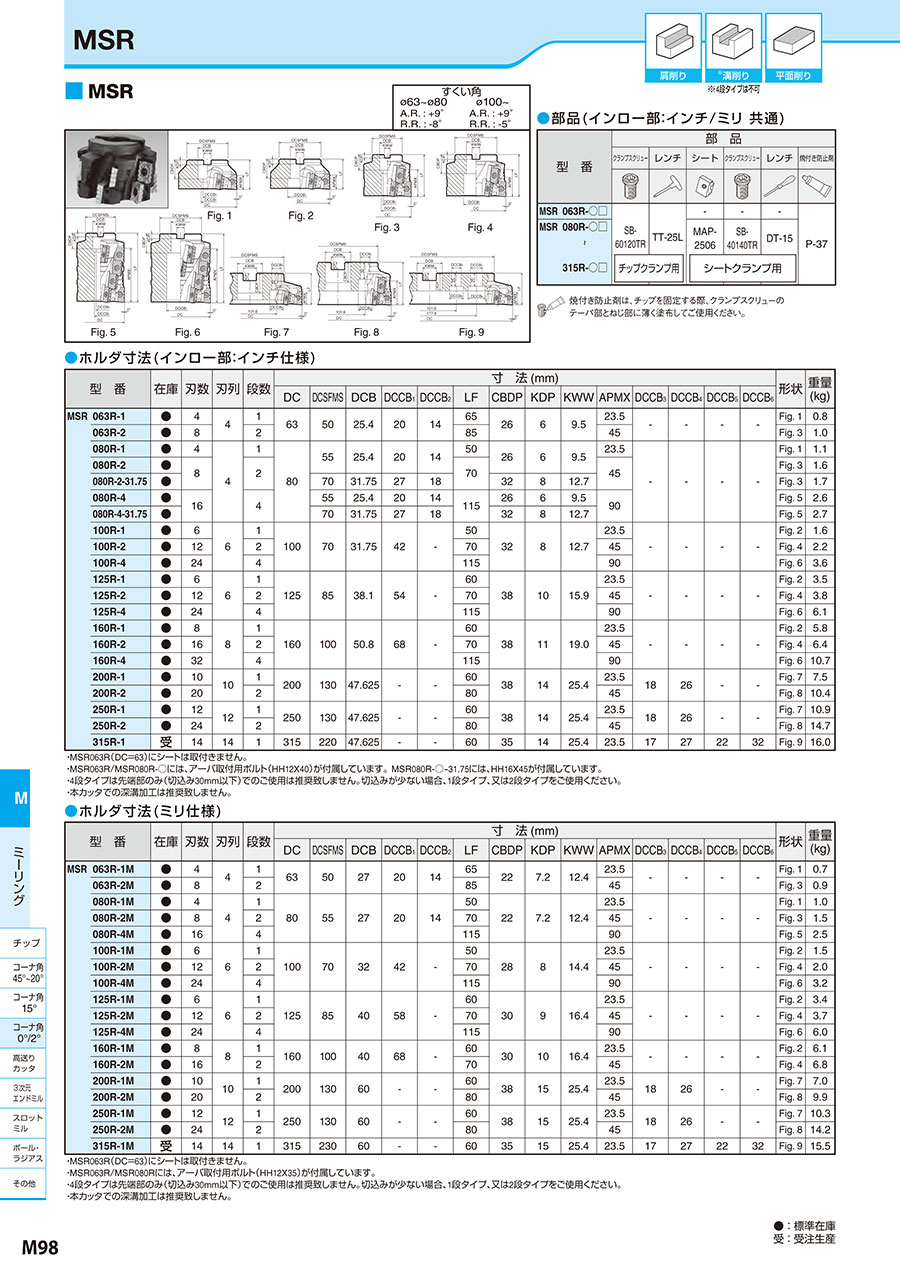
重切削用カッタ MSR型

- 通常単価(税別)
- 96,894円~658,898円
- 税込単価
- 106,583円~724,788円
【特長】・ニック付きチップで食い付き時の抵抗を低減・分散させ、びびりを抑制し高送りを可能にします。・専...
詳細を確認- カッタ本体には、チップは付属しておりません。
- 〈表示価格に関する重要なお知らせ〉
型番確定後にページ右部の"価格を確認"ボタンをクリック頂くと最新価格が表示されます。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
- ニック付きチップでくい込み時の抵抗を低減・分散させ、ビビリを抑制し高送りを可能にします。
- 専用ブレーカで低抵抗と切りくず排出性の向上を実現します。
- 重切削・深切込みを可能にし、加工能率が向上します。(加工時間の短縮)

外形図

使用方法・使用事例
使用方法
ニック付チップの取付け上の注意
ニック付チップは、正しい位置に取付ける必要があります。間違った位置に取付けた場合、加工不可能またはホルダ本体の損傷の原因になりますので、ご注意ください。MSR型にはニックチップ取付位置指示刻印がチップ取付部近傍に刻印されています。
ホルダにチップを取付ける際、次の点に注意頂きますように御願い致します。(MSR型はチップポケット近傍に刻印が有ります)
1) (3) の刻印のある場合は、AP□□○○○○○○ER-NB3
2) (4) の刻印のある場合は、AP□□○○○○○○ER-NB4
(取付枚数例)
| 型番 | 刃数 | 刃列 | 取付枚数 | |
|---|---|---|---|---|
| ニック付き | ||||
| NB3 | NB4 | |||
| MSR100R-1 | 6 | 6 | 3 | 3 |
| MSR100R-2 | 12 | 6 | 6 | |
| MSR100R-4 | 24 | 12 | 12 | |
コーナR(rε)4.0のチップ取付け時の注意点
コーナR(rε)4.0のチップを取付ける場合、本体への追加工が必要です。
下表寸法を目安に、本体角部に追加工を施してください。
| チップコーナR(rε) | 本体角部への追加工寸法(mm) |
|---|---|
| 4.0 | R2.0 |

※本体角部への追加工はR形状を推奨します。
面取りで追加工行う場合は、削り過ぎに注意してください。
推奨切削条件
推奨切削条件表
切削条件設定例
1)肩加工

2)溝加工



よくあるご質問(FAQ)
Q.1 MSRの最も推奨する条件はいくらですか?
A.1 Vc=150m/min、fz=0.2mm/t、縦切込みを多く、横切込みは少なく設定してください。
MSR100R-2の場合

Q.2 MSRが使用できるかの判断基準は?
A.2 最高回転数が4,000min-1以下である事。BT50以上である事。
※決して門型でないと使用できないという工具ではありません。高回転型マシンで使用できない理由は、十分なトルクが得られない為です。
※BT40での好結果もありますが、送りはfz=0.1mm/t 程度になります。
Q.3 マシンパワーがあまりない場合の注意点は?
A.3 大きなカッタを使用しないでください。
⇒φ63やφ80を推奨
マシンのトルク曲線等から、どのトルクで最も力が出るかを確認して、条件設定してください。
Vc=150m/minでトライしようとしたところ、ギヤがハイギヤになり十分なトルクが出ない。
このような場合はVc=120m/minでもトルクが十分に発揮できるVcを優先するという事です。
切削速度を上げ、送りを下げてください。
※マシントルク曲線を優先します。
Q.4 ワーククランプが弱い(動きやすい)場合の注意点は?
A.4 ワーク入り際の送りを落としてください。
※ワークが動く場合のほとんどは入り際です。
◎切削速度を上げ、送りを下げるのも有効です。
Vc=150m/min、fz=0.2mm/t
↓
Vc=200m/min、fz=0.15mm/t
Q.5 FC/FCDの加工は可能ですか?
A.5 FC/FCDともに加工できます。
FCで1,800cc/minの実績があります。
基本的には鋼より被削性も良く、問題はありません。
推奨条件:Vc=150m/min, fz=0.3mm/t
Q.6 チップ寿命はどれくらい(時間・距離)ですか?
A.6 切りくず重量にして:700kg/コーナ(PR660での実績)
実加工時間にして:90分(計算値)
切削距離にして:65m(計算値)
・能率1,000cc/分とは?⇒1分間に約7.8kgの切りくずが排出される。
・寿命までの時間は=700kg(切りくず重量)÷7.8kg
(1分当たりの切りくず排出量)=90分
・切削距離としては=90分(寿命までの時間)x717mm/min(1分当たりのテーブル送り)=65m
※Vc=150m/min、apxae:20x70mm、Vf=717mm/minにて加工の場合
※使用工具:MSR100R-2(6枚刃)
Q.7 ビビリの解消方法
A.7 MSRは通常Vc=150m/minを推奨していますが、加工環境からどうしてもビビリが発生するという場合は下記の条件を推奨致します。
●ビビリが発生する場合
⇒基本は切削速度(Vc)ダウン、送り(fz)アップです。
・Vc=80m/min
・fz=0.25mm/t
・Vc=80m/min
・fz=0.35mm/t
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
96,894円 ( 106,583円 ) | 2日目 |
96,894円 ( 106,583円 ) | 2日目 |
191,055円 ( 210,161円 ) | 2日目 |
191,055円 ( 210,161円 ) | 2日目 |
115,221円 ( 126,743円 ) | 2日目 |
115,221円 ( 126,743円 ) | 2日目 |
200,024円 ( 220,026円 ) | 2日目 |
200,024円 ( 220,026円 ) | 2日目 |
200,024円 ( 220,026円 ) | 2日目 |
364,236円 ( 400,660円 ) | 2日目 |
364,236円 ( 400,660円 ) | 2日目 |
364,236円 ( 400,660円 ) | 2日目 |
162,423円 ( 178,665円 ) | 2日目 |
162,423円 ( 178,665円 ) | 2日目 |
210,744円 ( 231,818円 ) | 2日目 |
210,744円 ( 231,818円 ) | 2日目 |
382,100円 ( 420,310円 ) | 2日目 |
382,100円 ( 420,310円 ) | 2日目 |
178,582円 ( 196,440円 ) | 2日目 |
178,582円 ( 196,440円 ) | 2日目 |
243,767円 ( 268,144円 ) | 2日目 |
243,767円 ( 268,144円 ) | 2日目 |
514,221円 ( 565,643円 ) | 2日目 |
514,221円 ( 565,643円 ) | 2日目 |
213,439円 ( 234,783円 ) | 2日目 |
213,439円 ( 234,783円 ) | 2日目 |
307,136円 ( 337,850円 ) | 2日目 |
307,136円 ( 337,850円 ) | 2日目 |
658,898円 ( 724,788円 ) | 2日目 |
293,722円 ( 323,094円 ) | 2日目 |
293,722円 ( 323,094円 ) | 2日目 |
484,766円 ( 533,243円 ) | 2日目 |
484,766円 ( 533,243円 ) | 2日目 |
340,173円 ( 374,190円 ) | 2日目 |
340,173円 ( 374,190円 ) | 2日目 |
549,078円 ( 603,986円 ) | 2日目 |
549,078円 ( 603,986円 ) | 2日目 |
詳細情報
基本情報
【特長】
・ニック付きチップで食い付き時の抵抗を低減・分散させ、びびりを抑制し高送りを可能にします。
・専用ブレーカで低抵抗と切りくず排出性の向上を実現します。
・重切削・深切込みを可能にし、加工能率が大幅に向上します。
ご注意
- カッタ本体には、チップは付属しておりません。
- 〈表示価格に関する重要なお知らせ〉
型番確定後にページ右部の"価格を確認"ボタンをクリック頂くと最新価格が表示されます。
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています







最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

カッター・刃先交換式エンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

住友電工ハードメタル
SEC-ウェーブミル WEX2000E/EL型
5通常価格(税別):14,450円~
通常出荷日:1日目~

MOLDINO(モルディノ・旧三菱日立ツール)
アルファボールエンドミルBCF形
0通常価格(税別):29,722円~
通常出荷日:2日目
大昭和精機
フルカットミルFCM型ストレートシャンク型
4.7通常価格(税別):11,925円~
通常出荷日:3日目~
三菱マテリアル
多機能用 BRP
4通常価格(税別):18,023円~
通常出荷日:2日目
MOLDINO(モルディノ・旧三菱日立ツール)
Max1 刃先交換式エンドミルMX形
4通常価格(税別):10,345円~
通常出荷日:2日目
三菱マテリアル
多機能用 AQX
0通常価格(税別):16,250円~
通常出荷日:2日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファエンドミルじゅうおうAJU形
0通常価格(税別):18,668円~
通常出荷日:2日目
MOLDINO(モルディノ・旧三菱日立ツール)
アルファ快削じゅうおうAHJ形
0通常価格(税別):20,011円~
通常出荷日:2日目
大昭和精機
Cセンタリングカッター
0通常価格(税別):15,480円
通常出荷日:3日目