ツール用品技術窓口
絞り込み条件
未確定:候補が3型番あります。
ワイヤ径(mm)
~mm- 0.9
- 1.2
電流範囲 立向上進・上向(A)
質量(g)
~mm- 10000
- 20000
タイプ
~mm出荷日
- すべて
- 4日以内
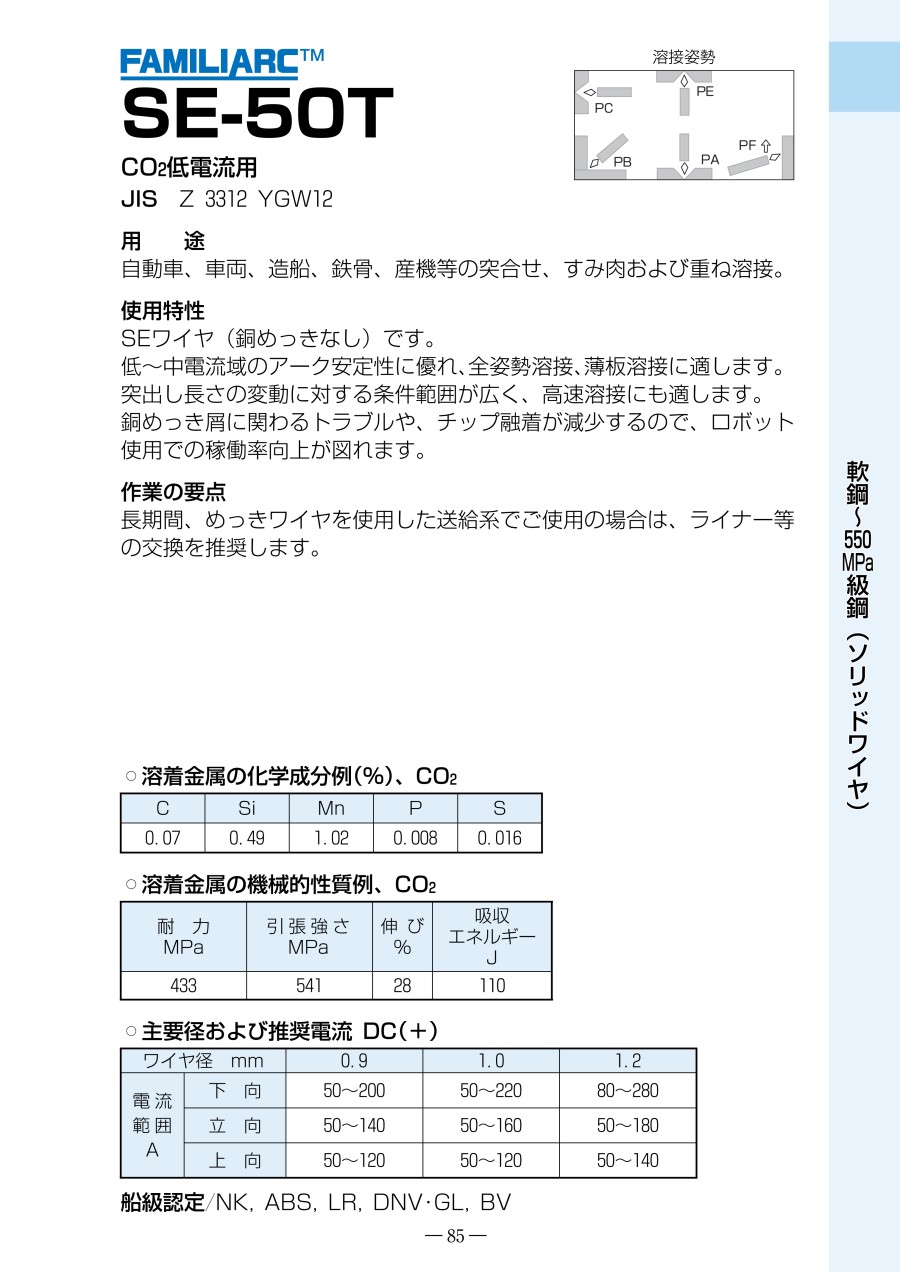
マグ材料/ソリッドワイヤ(軟鋼~550MPa級鋼) SE-50T

- 通常単価(税別)
- 10,689円~21,325円特別価格
- 税込単価
- 11,758円~23,458円特別価格
通常出荷日:4日目
SEワイヤ(銅めっきなし)です。 低~中電流域のアーク安定性に優れ、全姿勢や薄板溶接に適します。

未確定:候補が3型番あります。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
型番リスト
表示件数
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
10,689円10,276円 ( 11,304円 ) | 4日目 |
21,325円19,802円 ( 21,782円 ) | 4日目 |
16,632円15,615円 ( 17,177円 ) | 4日目 |
詳細情報
基本情報
SEワイヤ(銅めっきなし)です。 低~中電流域のアーク安定性に優れ、全姿勢や薄板溶接に適します。
商品情報
製品特長・仕様
製品の基本仕様・特長
ソリッドワイヤーとは同材質のみで作られた溶接ワイヤーです。
全姿勢溶接が可能で、半自動溶接だけでなくロボット溶接にも使用されています。
MAG/MIG溶接はシールドガスで大気を遮断し、ワイヤを連続的に送給し溶接する方法。高能率で現在最も汎用的に使用されています。
アーク溶接の種類
| アーク溶接 | 手アーク溶接 | 被覆アーク溶接 | |
| TIG溶接 | |||
| 半自動アーク溶接 | ソリッドワイヤ | MAG溶接※ | |
| MIG溶接 | |||
| フラックス入りワイヤ | MAG溶接※ | ||
| セルフシールドアーク溶接 | |||
| 自動溶接 | サブマージアーク溶接 | ||
| エレクトロガスアーク溶接 | |||
※CO2アーク溶接含む
使用方法・使用事例
使用事例
主な溶接方法と特徴
| 溶接方法 | 特徴 | 用途・業種 |
|---|---|---|
| 被覆アーク溶接 | 最も簡便な溶接方法。表面の被覆材で様々な特徴を出す。ガスが不要で現場溶接に適す。 | 一般製缶、組立、現場溶接 |
| サブマージアーク溶接 | 散布したフラックス下に太径ワイヤ電極を送給し、大電流で溶接する。直線長尺部に適す。 | 造船、化工機、鋼管 |
| MAG溶接 | シールドガスで大気を遮断し、ワイヤを連続的に送給して溶接する。高能率で最も汎用的。 | 造船、鉄骨、自動車、建機、他鉄構全般 |
| MIG溶接 | ||
| TIG溶接 | 不活性ガス(アルゴン)の中でタングステンを電極にし、溶加材を用いて溶接する。 | 配管、化工機 |
| セルフシールドアーク溶接 | シールドガスを使用せず高能率施工が可能なフラックスワイヤ。現場溶接向き。 | 現場溶接 |
カタログ
商品担当おすすめ


神戸製鋼所
軟鋼~550MPa級鋼用被覆棒 Z-44




マグ材料/ソリッドワイヤ(軟鋼~550MPa級鋼) SE-50Tのレビュー
当社製品加工に使用しています
3
3.02020/03/24
当社でよく製作している比較的薄板鋼材の溶接作業に使用しています。このメーカーの製品は以前から使用しているので、同じ仕様の...もっと読む
1人が参考にしています。
この商品を見た人は、こんな商品も見ています






よく一緒に購入される商品







最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

溶接棒カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

タセト
ステンレスTIG棒 TG-308L
0通常価格(税別):13,513円~
通常出荷日:4日目

トラスコ中山
一般軟鋼用溶接棒
5通常価格(税別):1,583円~
通常出荷日:1日目~
神戸製鋼所
軟鋼~550MPa級鋼用TIG溶接棒 TG-S50
4.5通常価格(税別):5,544円~
通常出荷日:当日出荷可能在庫品1日目~
トラスコ中山
ステンレス用溶接棒
3通常価格(税別):2,018円~
通常出荷日:1日目
日本ウェルディング・ロッド
ステンレス用溶接ワイヤー WEL FCW 308LT
0通常価格(税別):40,835円~
通常出荷日:4日目
ニツコー熔材工業
ステンレス鋼用被覆アーク溶接棒 HIT-308
0通常価格(税別):3,833円~
通常出荷日:3日目
神戸製鋼所
ステンレス鋼用被覆棒 NC-39
0通常価格(税別):8,044円~
通常出荷日:当日出荷可能在庫品1日目~
タセト
ステンレスTIG棒 TG-308
0通常価格(税別):13,014円~
通常出荷日:3日目~
タセト
ステンレス溶接棒 RNY309MoL
0通常価格(税別):10,952円~
通常出荷日:4日目