ツール用品技術窓口
この商品と似ている商品
-

エフ・ピー・ツール
超硬リーマ Gシリーズ CG
エフ・ピー・ツール
4.5通常価格(税別):2780円~
通常出荷日:在庫品1日目
-

MOLDINO(モルディノ・旧三菱日立ツール)
エポックハードドリル EHSE□□.□-TH
MOLDINO(モルディノ・旧三菱日立ツール)
4.5通常価格(税別):8238円~
通常出荷日:在庫品1日目
-

MOLDINO(モルディノ・旧三菱日立ツール)
エポックエンドミル エポック21・コーナR付き CEPR□□□□-□□
MOLDINO(モルディノ・旧三菱日立ツール)
-通常価格(税別):13665円~
通常出荷日:1日目 ~
-

日進工具
アルミ用ボールエンドミル ALB225
日進工具
4.0通常価格(税別):3073円~
通常出荷日:在庫品1日目
-

オーエスジー
AE-MSS-H 高硬度鋼用超硬エンドミル 多刃スクエアタイプ スタブ形
-通常価格(税別):5013円~
通常出荷日:1日目
-

MOLDINO(モルディノ・旧三菱日立ツール)
エポック エンドミル エポックハード CEPH□□□□
MOLDINO(モルディノ・旧三菱日立ツール)
-通常価格(税別):7513円~
通常出荷日:1日目
-

ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長3Dタイプ
4.6通常価格(税別):560円~
通常出荷日:在庫品1日目
-

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長3D(レギュラー)タイプ
4.6通常価格(税別):810円~
通常出荷日:在庫品1日目
-
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):480円~
通常出荷日:在庫品1日目
-

三菱マテリアル
SD ストレートドリル
三菱マテリアル
4.5通常価格(税別):426円~
通常出荷日:1日目 ~
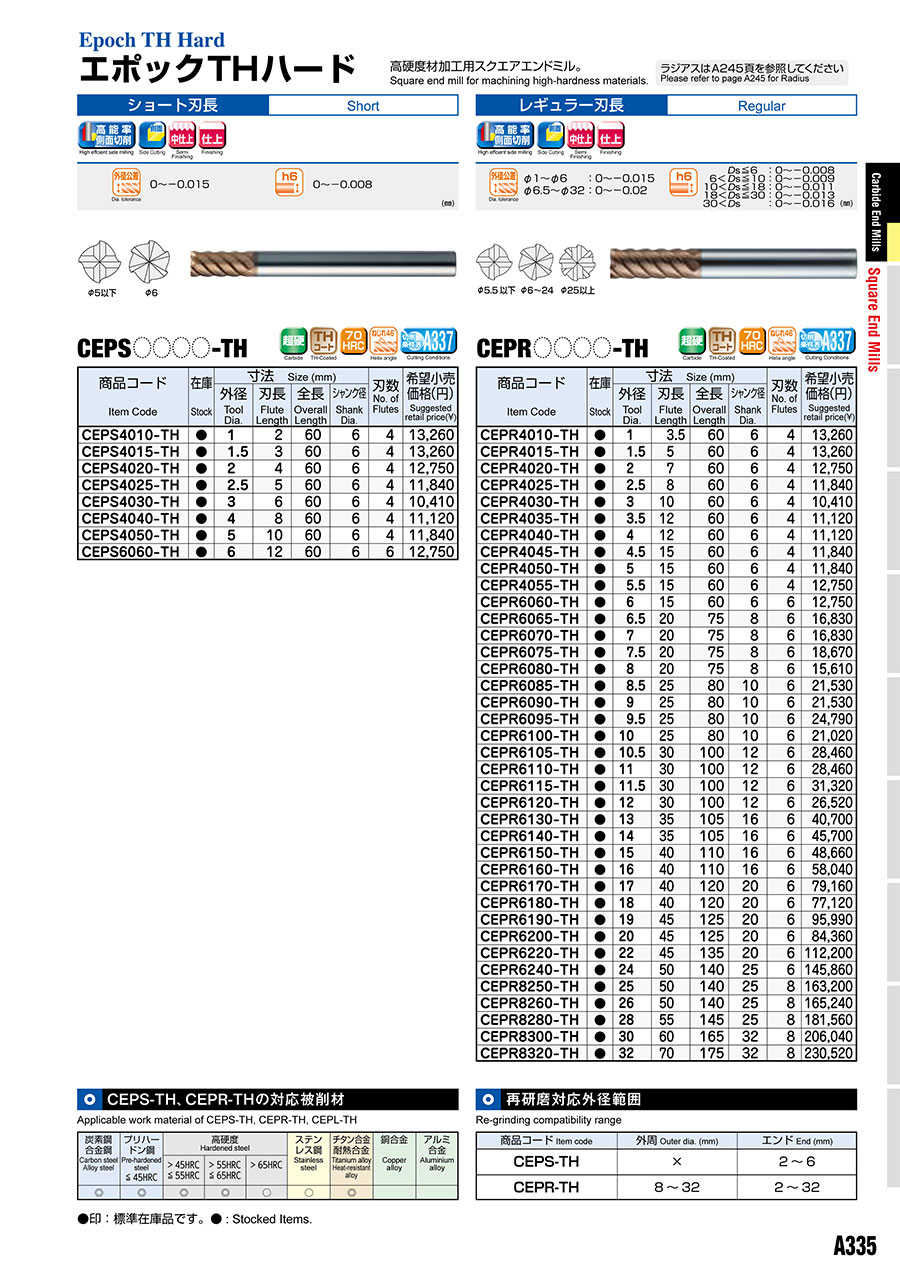
エポックTH ハード ショート刃長 CEPS□□□□-TH

- 通常単価(税別)
- 7,954円~10,191円
- 税込単価
- 8,749円~11,210円
【特長】・高硬度鋼向け超硬エンドミル・対酸化性に優れたTHコーティングを採用。
- 再コーティングは、メーカーオリジナルコートとは異なります。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
■特長
- ナノ結晶コーティング
ナノ結晶材料からなる新組成系皮膜の採用により、従来にない耐熱温度と高硬度化を実現した新開発のナノコンポジットコーティング材料です。
- 高硬度鋼に最適
プリハードン鋼から焼入れ鋼の高速切削・高能率加工に抜群の性能です。
- 長寿命・高品質加工
焼入れ鋼(45~60HRC):SKD11、SKD61、SKH、SUS420系
プリハードン鋼:CENA1、NAK80等で、長寿命・高品質加工が可能です。
- 優れたドライ切削性能
切削加工時における発熱が少なくドライ切削にも適します。
■高硬度鋼加工用エポックTHシリーズに、信頼と実績のパワーミル刃形が新登場
- 高硬度鋼の高速切削
耐酸化性に優れた新開発THコートの採用で特にプリハードン鋼(35HRC以上)から焼入れ鋼の高速切削において威力を発揮します。
- 寿命が大幅にアップ
耐酸化性に優れた新開発THコートの採用で従来コーティングに比べ大幅に長寿命化が図れます。
- 優れた切りくず排出性
高い実績を誇るパワーミルの形状で優れた切りくず排出性を実現しました。
- 高精度な仕上げ加工
高剛性な工具設計と耐摩耗性の高い新コーティングにより高精度な仕上げ加工が可能です。
性能・試験情報
■エポックTHパワーミルの切削性能
01.高硬度鋼(50HRC)の溝切削
- エポックTHパワーミル φ6


02.高硬度鋼(50HRC)のポケット繰り広げ加工
- エポックTHパワーミル φ8


■エポックTHハードの切削性能
01.焼入れ鋼(52HRC)の高速切削
- エポックTHハードレギュラー刃 φ8

02.焼入れ鋼(62HRC)の高速切削
- エポックTHハードレギュラー刃 φ8

■実績は語る
| 工具 | CEPR6100-TH(φ10) |
| 被削材 | W=ARK1(58HRC) |
| 回転数 | n=6,400min-1 |
| 切削速度 | vc=201m/min |
| 送り速度 | vf=3,840mm/min |
| 1刃送り | fz=0.1mm/tooth |
| 切り込み | ap20mm×ae0.2mm |
| 使用機械 | 立型マシニングセンタ M/C、BT40 |
| 切削液 | 油性ミスト |
| 工具 | CEPR6100-TH(φ10) |
| 被削材 | W=ARK1(58HRC) |
| 回転数 | n=2,000min-1 |
| 切削速度 | vc=62.8m/min |
| 送り速度 | vf=150mm/min |
| 1刃送り | fz=0.0125mm/tooth |
| 切り込み | ap20mm×ae0.02mm、Zero-cut |
| 使用機械 | 立型マシニングセンタ M/C、BT40 |
| 切削液 | 油性ミスト |
従来、他社品ではvc=125m/minでもL=50mがぎりぎり限界でした。
■エポックTHハードボールの切削性能
01.高硬度鋼の直彫り加工
- エポックTHハードボールR5
ポケット彫り込み加工
n=5,700min-1(vc=180m/min)
vf=2,050mm/min(fz=0.18mm/t)
ap×ae=1×3mm
Dry(Air Blow) M/C,BT40


加工時間:24分
- エポックTHハードボールR5
ポケット彫り込み加工
n=4,500min-1(vc=140m/min)
vf=1,080mm/min(fz=0.12mm/t)
ap×ae=0.5×2mm
Dry(Air Blow) M/C,BT40


加工時間:33分
02.高硬度鋼(62HRC)の高速仕上げ切削

03.高硬度鋼(52HRC)の高速中仕上げ切削

■実績は語る
| 工具 | EPBT2100(R5×φ10) |
| 被削材 | W=YXR7(60HRC) |
| 回転数 | n=4,700min-1 |
| 送り速度 | vf=1,200mm/min |
| 1刃送り | fz=0.13mm/t |
| 切り込み | ap0.3mm×ae0.5mm |
| 使用機械 | 高速立型マシニングセンタ |
| 切削液 | 油性ミスト |
| 工具 | EPBT2010(R0.5×φ1) |
| 被削材 | W=SKD11(58HRC) |
| 回転数 | n=13,000min-1 |
| 送り速度 | vf=400mm/min |
| 1刃送り | fz=0.015mm/t |
| 切り込み | ap0.01mm×ae0.03mm |
| 使用機械 | 高速立型マシニングセンタ |
| 切削液 | 油性ミスト |
工具摩耗は殆どなく、最後まで安定して加工できました。
THハードボールは摩耗も少なく安定していました。
外形図

推奨切削条件
推奨切削条件表
- 本切削条件はメーカー推奨条件をもとに被削材別(一般鋼、合金鋼、調質鋼、高硬度鋼、ステンレス鋼、アルミ、鋳鉄等)に回転数、送り速度、切込み量を記載したものです。
- 加工環境(工作機械、ツーリング等)によっても最適加工条件は変化しますので、加工状況(加工面、ビビり等)を確認して補正しながらご使用ください。

切削条件時の注意
(1)できるだけ高剛性、高精度の機械をご使用ください。
(2)被削材、加工形状に合わせて、適切なクーラントを使用してください。
(3)この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
(4)機械の回転数が足りない場合には、回転数と送り速度を同じ比率で下げてください。
型番リスト
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
10,123円 ( 11,135円 ) | 1日目 |
10,123円 ( 11,135円 ) | 1日目 |
9,729円 ( 10,702円 ) | 5日目 |
9,034円 ( 9,937円 ) | 1日目 |
7,954円 ( 8,749円 ) | 1日目 |
8,486円 ( 9,335円 ) | 5日目 |
9,471円 ( 10,418円 ) | 1日目 |
10,191円 ( 11,210円 ) | 1日目 |
詳細情報
基本情報
【特長】
・高硬度鋼向け超硬エンドミル
・対酸化性に優れたTHコーティングを採用。
ご注意
- 再コーティングは、メーカーオリジナルコートとは異なります。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています










最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬スクエアエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):720円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):480円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長3D(レギュラー)タイプ
4.6通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長3Dタイプ
4.6通常価格(税別):560円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2.5Dタイプ
4.6通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬多機能スクエアエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.6通常価格(税別):1,580円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長4D(ロング)タイプ
4.6通常価格(税別):940円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長4D(ロング)タイプ
4.6通常価格(税別):1,320円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬不等リード不等分割スクエアエンドミル 4枚刃/3Dタイプ
4.6通常価格(税別):1,350円~
通常出荷日:当日出荷可能在庫品1日目~