ツール用品技術窓口
表面アラサ標準片

- 通常単価(税別)
- 7,047円~14,457円
- 税込単価
- 7,752円~15,903円
【特長】JIS規格に示された面粗さを指先で簡単に比較ができる

- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品仕様
製品特長・仕様
製品の基本仕様・特長
アラサ標準片とは?
工作物の表面粗さを測定する場合、機械式の粗さ測定機を用いて数値を求める方法と、
予め加工方法毎に基準を満たして製作されている表面粗さ標準片と現品を視覚、触覚にて比較して判断する方法と
大きく分けて二通りの方法があります。
日本金属電鋳の『アラサ標準片』は後者の比較用粗さ標準片です。
視覚による比較と触覚による比較がありますが、触覚による比較の場合の方が精度が高いようです。
その場合は爪の先でこする方法が感度がよく、生産現場で簡易的に広く用いられております。

EA(円筒外面粗さ標準片)

HA(平面粗さ標準片)


TA(手仕上面粗さ標準片)

RA(ラップ仕上げ面粗さ標準片)

HKA(放電加工粗さ標準片)

KZ(教材用平面粗さ標準片)

選定サポート情報

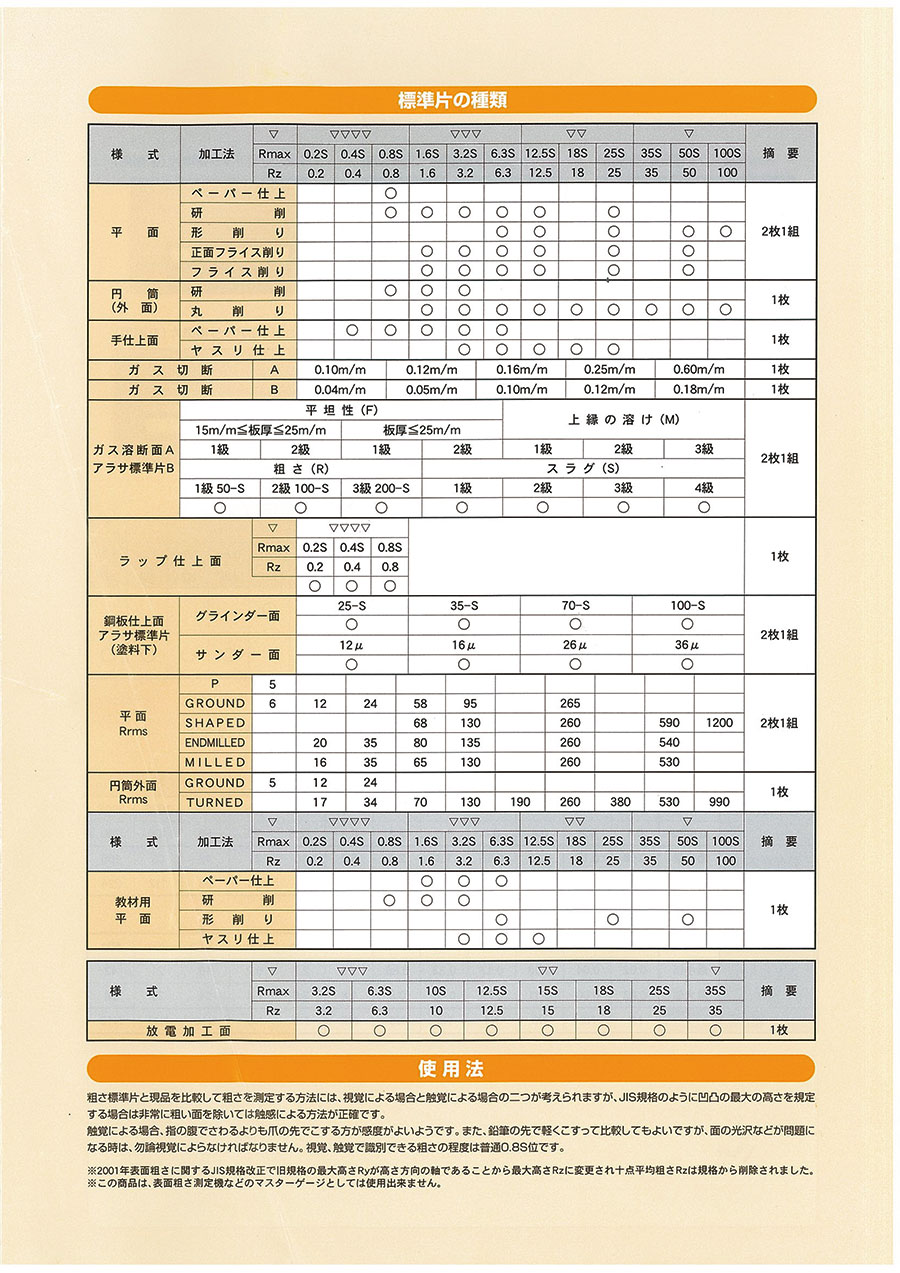
標準片の種類
| 様式 | 加工法 | ▽ | ▽▽▽▽ | ▽▽▽ | ▽▽ | ▽ | 摘要 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rmax | 0.2S | 0.4S | 0.8S | 1.6S | 3.2S | 6.3S | 12.5S | 18S | 25S | 35S | 50S | 100S | |||
| Rz | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | 12.5 | 18 | 25 | 35 | 50 | 100 | |||
| 平面 | ペーパー仕上 | - | - | ○ | - | - | - | - | - | - | - | - | - | 2枚1組 | |
| 研削 | - | - | ○ | ○ | ○ | ○ | ○ | - | ○ | - | - | - | |||
| 形削り | - | - | - | - | - | ○ | ○ | - | ○ | - | ○ | ○ | |||
| 正面フライス削り | - | - | - | ○ | ○ | ○ | ○ | - | ○ | - | ○ | - | |||
| フライス削り | - | - | - | ○ | ○ | ○ | ○ | - | ○ | - | ○ | - | |||
| 円筒 (外面) | 研削 | - | - | ○ | ○ | ○ | - | - | - | - | - | - | - | 1枚 | |
| 丸削り | - | - | - | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||
| 手仕上面 | ペーパー仕上 | - | ○ | ○ | ○ | ○ | ○ | - | - | - | - | - | - | 1枚 | |
| ヤスリ仕上 | - | - | - | - | ○ | ○ | ○ | ○ | ○ | - | - | - | |||
| 教材用平面 | ペーパー仕上 | - | - | - | ○ | ○ | ○ | - | - | - | - | - | - | 1枚 | |
| 研削 | - | - | ○ | ○ | ○ | - | - | - | - | - | - | - | |||
| 形削り | - | - | - | - | - | ○ | - | - | ○ | - | ○ | - | |||
| ヤスリ仕上 | - | - | - | - | ○ | ○ | ○ | - | - | - | - | - | |||
| ガス切断 | A | 0.10m/m | 0.12m/m | 0.16m/m | 0.25m/m | 0.60m/m | 1枚 | |
|---|---|---|---|---|---|---|---|---|
| ガス切断 | B | 0.04m/m | 0.05m/m | 0.10m/m | 0.12m/m | 0.18m/m | 1枚 | |
ガス溶断面A アラサ標準片B(2枚1組)
| 平坦性 | 上縁の溶け(M) | |||||
|---|---|---|---|---|---|---|
| 15m/m≦板厚≦25m/m | 板厚≦25m/m | |||||
| 1級 | 2級 | 1級 | 2級 | 1級 | 2級 | 3級 |
| 粗さ(R) | スラグ(S) | |||||
| 1級 50-S | 2級 100-S | 3級 200-S | 1級 | 2級 | 3級 | 4級 |
ラップ仕上げ面アラサ標準片(1枚)
| ▽ | ▽▽▽▽ | ||
|---|---|---|---|
| Rmax | 0.2S | 0.4S | 0.8S |
| Rz | 0.2 | 0.4 | 0.8 |
| - | ○ | ○ | ○ |
銅板仕上面アラサ標準片(塗料下)(2枚1組)
| グラインダー面 | 25-S | 35-S | 70-S | 100-S |
|---|---|---|---|---|
| ○ | ○ | ○ | ○ | |
| サンダー面 | 12μ | 16μ | 26μ | 36μ |
| ○ | ○ | ○ | ○ |
平面/円筒外面Rrmsアラサ標準片
| 平面 Rrms | P | 5 | - | - | - | - | - | - | - | - | - | 2枚1組 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| GROUND | 6 | 12 | 24 | 58 | 95 | - | 265 | - | - | - | ||
| SHAPED | - | - | - | 68 | 130 | - | 260 | - | 590 | 1200 | ||
| ENDMILLED | - | 20 | 35 | 80 | 135 | - | 260 | - | 540 | - | ||
| MILLED | - | 16 | 35 | 65 | 130 | - | 260 | - | 530 | - | ||
| 円筒外面 Rrms | GROUND | 5 | 12 | 24 | - | - | - | - | - | - | - | 1枚 |
| TURNED | - | 17 | 34 | 70 | 130 | 190 | 260 | 380 | 530 | 990 |
放電加工アラサ標準片(1枚)
| ▽ | ▽▽▽ | ▽▽ | ▽ | |||||
|---|---|---|---|---|---|---|---|---|
| Rmax | 3.2S | 6.3S | 10S | 12.5S | 15S | 18S | 25S | 35S |
| Rz | 3.2 | 6.3 | 10 | 12.5 | 15 | 18 | 25 | 35 |
| - | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ |
使用法
粗さ標準片と現品を比較して粗さを測定する方法には、視覚による場合と触覚による場合の二つが考えられますが、JIS規格のように凹凸の最大の高さを規定する場合は非常に粗い面を除いては触感による方法が正確です。
触覚による場合、指の腹でさわるよりも爪の先でこする方が感度がよいようです。また、鉛筆の先で軽くこすって比較してもよいですが、面の光沢などが問題になる時は、勿論視覚によらなければなりません。視覚、触覚で識別できる粗さの程度は普通0.8S位です。
カタログ
商品担当おすすめ

日本金属電鋳
Ra用アラサ標準片




よくあるご質問(FAQ)
この商品を見た人は、こんな商品も見ています














最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます
表面粗さ測定器カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

日本金属電鋳
表面アラサ標準片
3.9通常価格(税別):7,047円~
通常出荷日:当日出荷可能在庫品1日目~

東京精密
輪郭用触針
0通常価格(税別):20,404円~
通常出荷日:1日目
日本金属電鋳
Ra用アラサ標準片
4.5通常価格(税別):9,524円~
通常出荷日:当日出荷可能在庫品1日目~
ミツトヨ
コントレーサ用アクセサリ(オプション)
0通常価格(税別):13,200円~
通常出荷日:当日出荷可能在庫品1日目~
東京精密
差し替え粗さ形状測定子(先端半径:2μm)
0通常価格(税別):22,578円~
通常出荷日:当日出荷可能在庫品1日目~
ミツトヨ
サーフテストSJ-210/310シリーズ用駆動部用アクセサリ(ミツトヨ品番)
0通常価格(税別):10,373円
通常出荷日:4日目
新潟精機(SK)
鋼ピンゲージ 単品 AAシリーズ 0.01mmとび
4.7通常価格(税別):1,479円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
ゲージ鋼ピンゲージ サブゼロ処理済み
4.6通常価格(税別):1,467円~
通常出荷日:当日出荷可能在庫品1日目~新潟精機(SK)
鋼ピンゲージ 単品 AAシリーズ 0.001mmとび
4.8通常価格(税別):1,804円~
通常出荷日:当日出荷可能在庫品1日目~