ツール用品技術窓口
この商品と似ている商品
-

ミスミ
XALシリーズ超硬ラフィングエンドミル ファインピッチ/レギュラータイプ
4.2通常価格(税別):3960円~
通常出荷日:在庫品1日目
-

MOLDINO(モルディノ・旧三菱日立ツール)
エポックラフィング レギュラー刃長 EPQR4□□□-CS
MOLDINO(モルディノ・旧三菱日立ツール)
-通常価格(税別):11254円~
通常出荷日:在庫品1日目
-

MOLDINO(モルディノ・旧三菱日立ツール)
エポックSUSマルチ レギュラー刃長 EPSM4□□□-PN
MOLDINO(モルディノ・旧三菱日立ツール)
5.0通常価格(税別):5533円~
通常出荷日:在庫品1日目
-

ミスミ
VACシリーズ 高速加工用不等リード超硬ラフィングエンドミル ファインピッチ/レギュラータイプ
4.6通常価格(税別):4300円~
通常出荷日:在庫品1日目
-

MOLDINO(モルディノ・旧三菱日立ツール)
エポックラフィング ミディアム刃長 EPQM4□□□-CS
MOLDINO(モルディノ・旧三菱日立ツール)
-通常価格(税別):17989円~
通常出荷日:1日目
-

岡崎精工
SPSRC4A SPシリーズラフィングエンドミル 4枚刃・OKコート
4.7通常価格(税別):4987円~
通常出荷日:2日目 ~
-

ミスミ
VACシリーズ超硬不等リードエンドミル 難削材用/4枚刃/レギュラータイプ
4.3通常価格(税別):1480円~
通常出荷日:在庫品1日目
-

オーエスジー
超硬サイレントラフィングエンドミル SI-WC-RESF
オーエスジー
4.0通常価格(税別):12188円~
通常出荷日:1日目 ~
-

MOLDINO(モルディノ・旧三菱日立ツール)
エポックSUSウェーブ 首下5Dc EPSW□□□□-□□□-PN
MOLDINO(モルディノ・旧三菱日立ツール)
-通常価格(税別):8562円~
通常出荷日:1日目
-

MOLDINO(モルディノ・旧三菱日立ツール)
エポックSUSウェーブ 首下3Dc EPSWL4□□□-PN
MOLDINO(モルディノ・旧三菱日立ツール)
-通常価格(税別):7766円~
通常出荷日:在庫品1日目
絞り込み条件
標準/追加工区分
~mm刃径(mm)
~mm- 4
- 4.5
- 5
- 5.5
- 6
- 6.5
- 7
- 7.5
- 8
- 8.5
- 9
- 9.5
- 10
- 10.5
- 11
- 11.5
- 12
- 13
- 14
- 15
- 16
- 17
- 18
- 19
- 20
刃数(枚)
~mm- 3
- 4
刃長(mm)
~mm- 10
- 11.3
- 12.5
- 13.8
- 15
- 16.3
- 17.5
- 18.8
- 20
- 21.3
- 22.5
- 23.8
- 25
- 26.3
- 27.5
- 28.8
- 30
- 32.5
- 35
- 37.5
- 40
- 42.5
- 45
- 47.5
- 50
シャンク径(mm)
~mm- 6
- 8
- 10
- 12
- 16
- 20
全長(mm)
~mm- 56
- 63
- 74
- 86
- 105
- 110
- 120
- 125
首部勾配(°)
~mm- 20
コーナC(mm)
~mm- 0.3
- 0.4
- 0.5
- 0.7
CAD
- 2D
- 3D
出荷日
- すべて
- 当日出荷可能
- 1日以内
- 5日以内
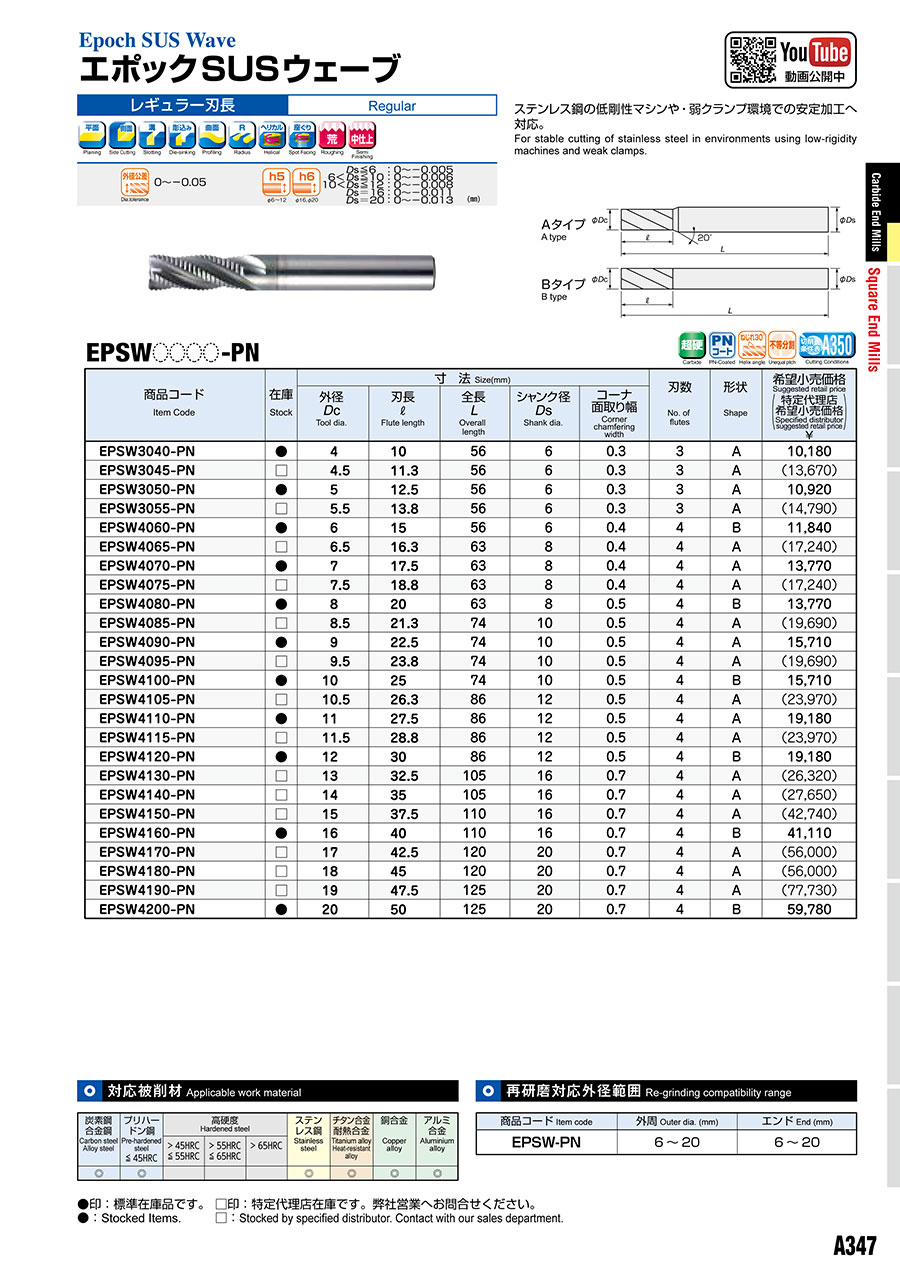
エポックSUSウェーブ レギュラー刃長 EPSW□□□□-PN

- 通常単価(税別)
- 7,766円~86,468円
- 税込単価
- 8,543円~95,115円
ステンレス鋼の低剛性マシンや、弱クランプ環境での安定加工へ対応
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
特長1 不等分割形状 抜群の振動抑制効果 (EPSF/EPSM/EPSW)
送り速度:vf=230mm/min, ap×ae=6.4×8mm, クーラント:水溶性



特長2 2段ギャッシュ(底刃ポケット)スムーズな切りくず排出 (EPSM/EPSW)

剛性と切りくず排出性を両立した2段ギャッシュ形状刃型は高能率横・縦送りを実現。
特長3 最適外周刃溝形状 スムーズな切りくず排出(EPSW)


EPSWの最適溝形状は細かい切りくずでもスムーズに排出できる。

特長4 PNコーティング 耐摩耗性を向上(EPSF/EPSM/EPSW)
●特長と機能
Al含有量の調整により、特に工具母材との密着性に優れた耐熱コーティング材料です。
プラスチック金型等の工具への溶着が起こりやすい材料の切削に対して、良好な切削寿命を示します。
HPM-MAGICをはじめとしたプリハードン鋼、炭素鋼、合金鋼、SUS系、SKD61、SKD11等の切削加工で長寿命です。
注)本工具のPNコーティングはその性質上、通電性が低いため、通電方式の工具長測定装置を使用の際には注意ください。
・PNコーティングの密着性

・PNコーティングの皮膜断面組織と特性

外形図

使用方法・使用事例
使用事例
様々な加工を用いた切削事例 (EPSM/EPSW)
●被削材:SUS304
使用工具:エポックSUSシリーズ , クーラント:水溶性


加工後のワーク
・切削条件

多種多様な加工を高能率で行う事ができます。
薄肉形状の切削事例(EPSW)
●被削材:SUS304
工具形状:ラフィングタイプ φ8×4NT, n=2,400min-1(vc=60m/min),
vf=380mm/min(fz=0.04mm/t), ap×ae=8×4mm,
クーラント:水溶性 加工時間 =50分

加工深さ=20mm
肉厚=2mm
ポケット加工の寿命比較(EPSW)
工具形状:ラフィングタイプ φ8×4NT, n=5,000min-1(vc=125m/min),
vf=500mm/min(fz=0.04mm/t), ap×ae=8×3mm, OH=24mm,
傾斜進入角度 =5°, クーラント:水溶性
| 工具 | 結果 |
|---|---|
| EPSW4080-24-PN | 加工工程完了 |
| 従来品A | ヘリカル加工中折損 |
| 従来品B | ヘリカル加工中折損 |
| 従来品C | ヘリカル加工中折損 |

側面切削の寿命比較(EPSW)
工具形状:ラフィングタイプ φ8×4NT,
n=5,000min-1(vc=125m/min),
vf=800mm/min(fz=0.04mm/t),
ap×ae=8×3mm, OH=24mm,
クーラント :水溶性


推奨切削条件
推奨切削条件表
- 本切削条件はメーカー推奨条件をもとに被削材別(一般鋼、合金鋼、調質鋼、高硬度鋼、ステンレス鋼、アルミ、鋳鉄等)に回転数、送り速度、切込み量を記載したものです。
- 加工環境(工作機械、ツーリング等)によっても最適加工条件は変化しますので、加工状況(加工面、ビビり等)を確認して補正しながらご使用ください。
●汎用 側面切削条件
EPSMS※2(ショート刃長)、EPSM(レギュラー刃長)、EPSM-CR(レギュラー刃長・コーナR付き)、EPSM-3Dc(首下3Dcタイプ)、
EPSW(レギュラー刃長・ラフィング)、EPSW-3Dc(首下3Dcタイプ・ラフィング)


※ φ4、φ4.5、φ5、φ5.5 のEPSW(エポックSUSウェーブ)は3枚刃のため、送り速度のみを75%に設定してください。
※2 上表はレギュラー刃及び3Dcタイプの切削条件表です。ショート刃をご使用の場合回転数・送り速度を1.1倍程度を目安に調整してください。
●汎用 溝切削条件
EPSMS※2(ショート刃長)、EPSM(レギュラー刃長)、EPSM-CR(レギュラー刃長・コーナR付き)、EPSM-3Dc(首下3Dcタイプ)、
EPSW(レギュラー刃長・ラフィング)、EPSW-3Dc(首下3Dcタイプ・ラフィング)


※ φ4、φ4.5、φ5、φ5.5 のEPSW(エポックSUSウェーブ)は3枚刃のため、送り速度のみを75%に設定してください。
※2 上表はレギュラー刃及び3Dcタイプの切削条件表です。ショート刃をご使用の場合回転数・送り速度を1.1倍程度を目安に調整してください。
切削条件時の注意
・本工具のPNコーティングはその性質上、通電性が低いため、通電方式の工具長測定装置を使用の際には注意してください。
・被削材、加工形状に合わせて、適切なクーラントを使用してください。
・できるだけ高剛性、高精度の機械及びチャックを使用してください。
・この標準切削条件表は切削条件の目安を示すものです。実際の加工では、加工条件、目的、使用機械等により条件を調整してください。
・ビビリや異常振動が発生する場合は条件を調整してください。
【溝切削条件】
・座繰り加工を行う際に、送り速度を溝条件の1/5に、0.01Dcのステップに設定してください。
・傾斜進入加工を行う際に、進入角度を3°以下、送り速度を溝条件の70%送りに設定してください。
適用被削材
炭素鋼・合金鋼・鋳鉄(~30HRC)、工具鋼・プリハードン鋼(30~40HRC)、ステンレス鋼、チタン合金、超耐熱合金
選定サポート情報
切り込み量別 切削抵抗の比較(φ8側面切削の場合)
●エポックSUSウェーブ 切り込み範囲図(EPSW)


EPSWの方が同切り込みでも低抵抗
・EPSW4080-24-PN
被削材:SUS304
n=2,400min-1(vc=60m/min)
vf=380mm/min(fz=0.04mm/t)
HSK63A
クーラント:水溶性

上表を利用して切り込み別で切削抵抗の比較が可能です。
切削抵抗値の小さいほうが安定した加工が可能です。
利用例:
(1)φ8 ap×ae=7×3mm で加工ができていた機械でapを4mm にした場合、aeは5mmまでであれば切削抵抗は同レベルである。
(2)同条件の場合、ウェーブはマルチより切削抵抗が低い。
(3)同じ切りくず排出量でもapが小さい方が切削抵抗が低くなる。
注意・禁止事項
安全上のご注意
1. 取扱上のご注意
- 工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接触には十分ご注意をお願いします。
- 鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。
2. 取付け時のご注意
- ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に行ってください。
- ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除いてください。
3. 使用上のご注意
- 切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。
- 標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用ください。
- 切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用して安全な環境下での作業をお願いいたします。
- 切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対策を必ず行なってください。
- 工具を本来の目的以外にはご使用にならないでください。
4. 再研削時のご注意
- 再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を行ってください。
- 工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護めがね等の保護具を着用してください。
- 本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
7,766円 ( 8,543円 ) | 1日目 |
14,560円 ( 16,016円 ) | 1日目 |
8,735円 ( 9,609円 ) | 1日目 |
15,817円 ( 17,399円 ) | 1日目 |
9,471円 ( 10,418円 ) | 5日目 |
18,309円 ( 20,140円 ) | 1日目 |
11,005円 ( 12,106円 ) | 1日目 |
18,309円 ( 20,140円 ) | 1日目 |
11,005円 ( 12,106円 ) | 5日目 |
20,960円 ( 23,056円 ) | 1日目 |
12,557円 ( 13,813円 ) | 在庫品1日目当日出荷可能 |
20,960円 ( 23,056円 ) | 1日目 |
12,557円 ( 13,813円 ) | 在庫品1日目当日出荷可能 |
25,600円 ( 28,160円 ) | 1日目 |
15,326円 ( 16,859円 ) | 1日目 |
25,600円 ( 28,160円 ) | 1日目 |
15,326円 ( 16,859円 ) | 在庫品1日目当日出荷可能 |
29,360円 ( 32,296円 ) | 1日目 |
30,822円 ( 33,904円 ) | 1日目 |
47,531円 ( 52,284円 ) | 1日目 |
34,328円 ( 37,761円 ) | 1日目 |
62,309円 ( 68,540円 ) | 1日目 |
62,309円 ( 68,540円 ) | 1日目 |
86,468円 ( 95,115円 ) | 1日目 |
49,920円 ( 54,912円 ) | 1日目 |
詳細情報
基本情報
ステンレス鋼の低剛性マシンや、弱クランプ環境での安定加工へ対応
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
カタログ
商品担当おすすめ



MOLDINO(モルディノ・旧三菱日立ツール)
エポックSUSマルチ レギュラー刃長 EPSM4□□□-PN



この商品を見た人は、こんな商品も見ています















最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ラフィングスクエアエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
VACシリーズ 高速加工用不等リード超硬ラフィングエンドミル ファインピッチ/レギュラータイプ
4.6通常価格(税別):4,300円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬ラフィングエンドミル ファインピッチ/レギュラータイプ
4.2通常価格(税別):3,960円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XACシリーズ超硬ラフィングエンドミル ファインピッチ/レギュラータイプ
4.6通常価格(税別):3,960円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
XALシリーズ超硬ラフィングエンドミル 45°ネジレ/ファインピッチ/レギュラータイプ
4.1通常価格(税別):4,980円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ラフィングエンドミル ファインピッチ/レギュラータイプ
4.4通常価格(税別):5,240円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラフィングエンドミル ファインピッチ/ショートタイプ
4.1通常価格(税別):4,000円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラフィングエンドミル ファインピッチ/ロングタイプ
4.2通常価格(税別):7,160円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬ラフィングエンドミル 45°ネジレ/ファインピッチ/ショートタイプ
4.3通常価格(税別):4,070円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
DLCコート超硬ラフィングエンドミル アルミ加工用/3枚刃/レギュラータイプ
4.6通常価格(税別):4,220円~
通常出荷日:当日出荷可能在庫品1日目~