ツール用品技術窓口
MP2MB エムエスプラスエンドミル

- 通常単価(税別)
- 3,070円~11,700円
- 税込単価
- 3,377円~12,870円
特に仕上げ加工に最適な汎用2枚刃ミドル刃長ボールエンドミル。【特長】・炭素鋼から高硬度鋼まで幅広い被削...
詳細を確認- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
MP2MB 2枚刃エムエスプラスポールエンドミル(M)の特長
(Al、Ti、Cr)N系積層コーティング(MS plus)
独自のコーティング技術により(Al、Ti)Nと(Al、Cr)Nを積層化。幅広い被削材に対応可能なコーティング。

積層化イメージ
(Al、Ti、Cr)N系積層コーティング(MS plus)の特性
| - | (Al, Ti, Cr)N 系積層 | (Al, Ti)N | (Al, Cr)N |
|---|---|---|---|
| 硬さ(HV) | 3,200 | 2,800 | 3,100 |
| 酸化開始温度(℃) | 1,100 | 800 | 1,100 |
| 密着力(N) | 100 | 80 | 80 |
炭素鋼やプリハードン鋼はもちろん高硬度鋼の加工に対しても耐摩耗性を大幅に向上
汎用エンドミルのさらなる進化を遂げたMS plusは、52 HRC程度までの被削材に十分な長寿命が期待できる。
※ 52 HRC以上の焼き入れ鋼については、高硬度鋼に適しているIMPACT MIRACLEシリーズ TOOLS NEWS B075をご利用ください。

MS plusの被削材硬度

エンドミルの特長
- 仕上げ加工に適した先端形状(MS plus):切れ味が良く良好な仕上げ面を得ることができる。
- シームレス刃形:高精度 R ±0.005mm。金型の抜き勾配など外周切れ刃まで使用する加工において、良好な仕上げ面を実現。
- 超微粒超硬母材:ハイグレード母材を採用することにより耐摩耗性に優れる。
製品比較情報
炭素鋼 S50C
炭素鋼の耐摩耗性は従来品に比べ大幅な寿命延長が期待できる。

炭素鋼 S50Cの切削性能比較グラフ
切削条件
- 被削材:S55C(220 HB)
- 使用工具:2枚刃ボールエンドミルR3
- 回転速度:16,000min-1
- 切削速度:284m/min
- テーブル送り:2,000mm/min
- 1刃当たりの送り:0.06mm/t.
- 切込み量:ap:2mm/ae:0.3mm
- 突出し長さ:20mm
- 加工形態:エアブロー
- 使用機械:横形MC(BT40)
合金工具鋼 SKD61(52 HRC)
SKD61(52 HRC)でも従来品に比べ良好な耐摩耗性が期待できる。さらなる長寿命としてはIMPACT MIRACLEが適している。

合金工具鋼 SKD61(52 HRC)の切削性能比較グラフ
切削条件
- 被削材:SKD61(52 HRC)
- 使用工具:2枚刃ボールエンドミルR3
- 回転速度:17,000min-1
- 切削速度:300m/min
- テーブル送り:1,700mm/min
- 1刃当たりの送り:0.05mm/t.
- 切込み量:ap:2mm/ae:0.3mm
- 突出し長さ:20mm
- 加工形態:エアブロー
- 使用機械:横形MC(BT40)
ステンレス鋼 STAVAX(52 HRC)
ステンレス鋼STAVAXの加工においても従来品に比べ良好な耐摩耗性に優れている。

ステンレス鋼 STAVAX(52 HRC)の切削性能比較グラフ
切削条件
- 被削材:STAVAX(52 HRC)
- 使用工具:2枚刃ボールエンドミルR3
- 回転速度:18,000min-1
- 切削速度:169m/min
- テーブル送り:3,600mm/min
- 1刃当たりの送り:0.1mm/t.
- 切込み量:ap:0.4mm/ae:1mm
- 突出し長さ:20mm
- 加工形態:エアブロー
- 使用機械:横形MC(BT40)
銅
銅の加工においても従来品に比べ耐摩耗性に優れている。

銅の切削性能比較グラフ
切削条件
- 被削材:銅
- 使用工具:2枚刃ボールエンドミルR3
- 回転速度:15,000min-1
- 切削速度:267m/min
- テーブル送り:1,500mm/min
- 1刃当たりの送り:0.05mm/t.
- 切込み量:ap:2mm/ae:0.2mm
- 突出し長さ:20mm
- 加工形態:エマルション
- 使用機械:立形MC(BT40)
推奨切削条件

切込み量基準

エンドミルとボール半径REによる切込み量
(単位:mm)
| 被削材 | 炭素鋼・合金鋼(180-280HB)、合金工具鋼、プリハードン鋼、析出硬化系ステンレス鋼(<450HB) S45C、SCM440、NAK、PX5、SKD、SKT、SUS630、SUS631等 | オーステナイト系ステンレス鋼(≦200HB) チタン合金 SUS304、SUS316、Ti-6Al-4V等 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ボール半径 RE | α≦15° | α>15° | 切込み量 ap | 切込み量 ae | α≦15° | α>15° | 切込み量 ap | 切込み量 ae | ||||
| 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | |||||
| R0.25 | 40,000 | 2,400 | 40,000 | 1,400 | 0.025 | 0.05 | 40,000 | 2,100 | 40,000 | 1,200 | 0.02 | 0.05 |
| R0.3 | 40,000 | 3,200 | 40,000 | 1,600 | 0.03 | 0.06 | 40,000 | 2,800 | 40,000 | 1,400 | 0.03 | 0.06 |
| R0.4 | 40,000 | 4,800 | 40,000 | 2,400 | 0.05 | 0.08 | 40,000 | 4,600 | 40,000 | 2,100 | 0.04 | 0.08 |
| R0.5 | 40,000 | 5,600 | 40,000 | 3,200 | 0.06 | 0.1 | 40,000 | 5,600 | 40,000 | 3,400 | 0.05 | 0.1 |
| R0.75 | 40,000 | 6,500 | 40,000 | 4,000 | 0.09 | 0.15 | 40,000 | 6,500 | 36,000 | 3,600 | 0.08 | 0.15 |
| R1 | 40,000 | 6,500 | 39,000 | 4,700 | 0.11 | 0.2 | 40,000 | 6,500 | 35,000 | 4,000 | 0.11 | 0.2 |
| R1.25 | 40,000 | 7,000 | 33,000 | 4,500 | 0.12 | 0.25 | 40,000 | 7,400 | 29,000 | 4,000 | 0.12 | 0.25 |
| R1.5 | 40,000 | 7,500 | 27,000 | 4,300 | 0.13 | 0.3 | 36,000 | 6,900 | 24,000 | 3,900 | 0.13 | 0.3 |
| R2 | 32,000 | 7,500 | 20,000 | 3,600 | 0.15 | 0.4 | 28,000 | 6,900 | 18,000 | 3,100 | 0.15 | 0.4 |
| R2.5 | 25,000 | 6,000 | 16,000 | 2,900 | 0.2 | 0.5 | 22,000 | 6,200 | 14,000 | 2,600 | 0.2 | 0.5 |
| R3 | 21,000 | 5,800 | 13,000 | 2,600 | 0.25 | 0.6 | 18,000 | 5,400 | 11,000 | 2,300 | 0.25 | 0.6 |
| R4 | 16,000 | 4,500 | 10,000 | 2,000 | 0.3 | 0.8 | 14,000 | 4,100 | 9,000 | 1,700 | 0.3 | 0.8 |
| R5 | 13,000 | 3,600 | 8,000 | 1,700 | 0.5 | 1.0 | 11,000 | 3,300 | 7,200 | 1,300 | 0.5 | 1.0 |
| R6 | 9,000 | 2,500 | 6,000 | 1,300 | 0.5 | 1.2 | 8,100 | 2,300 | 5,400 | 1,100 | 0.5 | 1.2 |
- 1.αとは、加工面の傾斜角。
- 2.切込みが小さい場合は、回転速度と送り速度をさらに上げることができる。
- 3.機械や加工物取り付けの剛性がない場合、びびり・異常音が発生する場合は、上表の回転速度と送り速度を同じ割合で下げて使用。
※ 上記以外の製品情報につきましては、カタログを参照下さい。
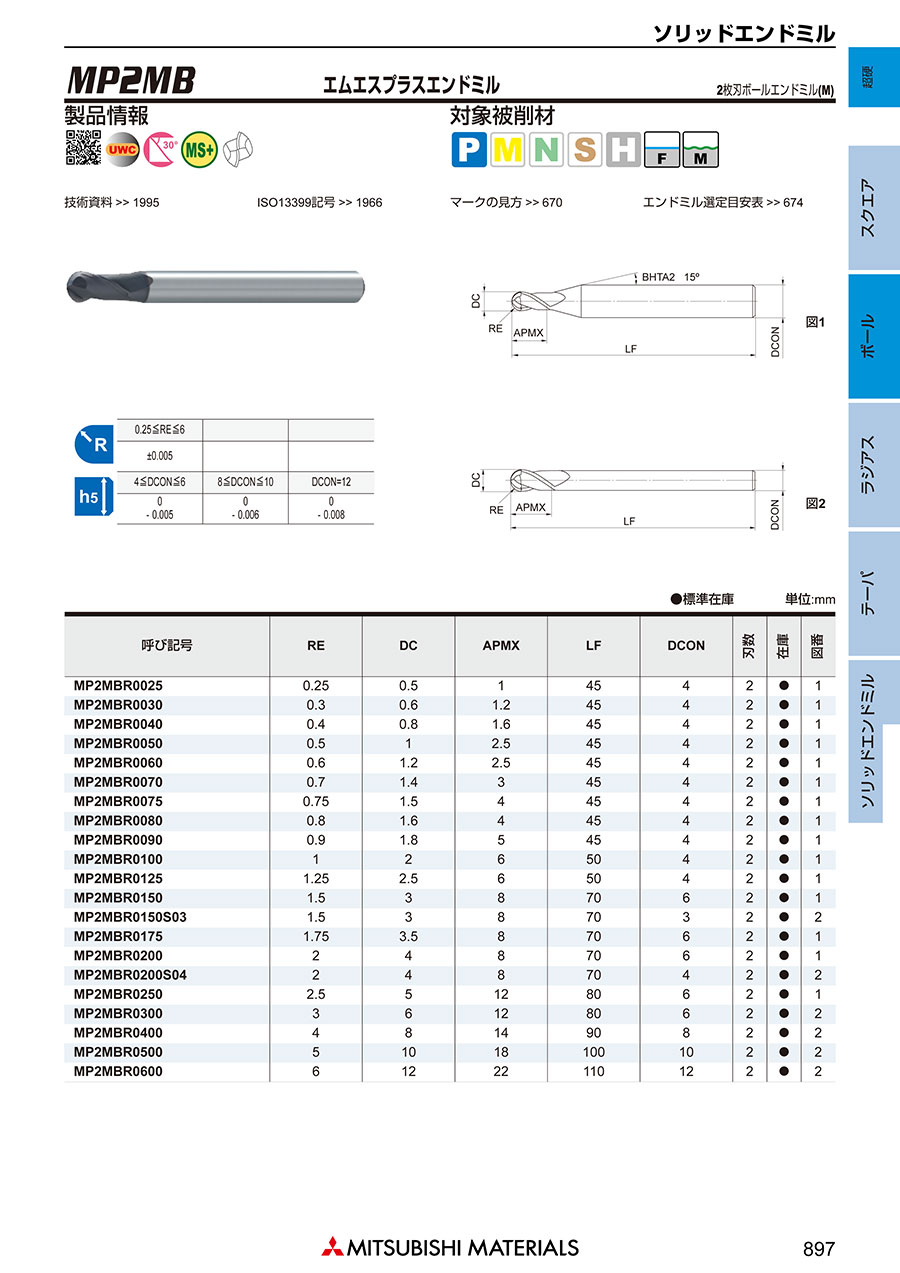
外形図

2枚刃エムエスプラスポールエンドミル(M)の寸法図(図1)

2枚刃エムエスプラスポールエンドミル(M)の寸法図(図2)
(単位:mm)
| 呼び記号 | RE | DC | APMX | LF | DCON | 刃数 | 図 |
|---|---|---|---|---|---|---|---|
| MP2MBR0025 | 0.25 | 0.5 | 1 | 45 | 4 | 2 | 1 |
| MP2MBR0030 | 0.3 | 0.6 | 1.2 | 45 | 4 | 2 | 1 |
| MP2MBR0040 | 0.4 | 0.8 | 1.6 | 45 | 4 | 2 | 1 |
| MP2MBR0050 | 0.5 | 1 | 2.5 | 45 | 4 | 2 | 1 |
| MP2MBR0060 | 0.6 | 1.2 | 2.5 | 45 | 4 | 2 | 1 |
| MP2MBR0070 | 0.7 | 1.4 | 3 | 45 | 4 | 2 | 1 |
| MP2MBR0075 | 0.75 | 1.5 | 4 | 45 | 4 | 2 | 1 |
| MP2MBR0080 | 0.8 | 1.6 | 4 | 45 | 4 | 2 | 1 |
| MP2MBR0090 | 0.9 | 1.8 | 5 | 45 | 4 | 2 | 1 |
| MP2MBR0100 | 1 | 2 | 6 | 50 | 4 | 2 | 1 |
対応被削材
- 炭素鋼・合金鋼・鋳鉄(<30HRC):◎
- 工具鋼・プリハードン鋼・高硬度鋼(≦45HRC):◎
- 高硬度鋼(≦55HRC):◎
- 高硬度鋼(>55HRC):-
- オーステナイト系・ステンレス鋼:○
- チタン合金・耐熱合金:○
- 銅合金:○
- アルミニウム合金:-
推奨切削条件
推奨切削条件表
- 本切削条件はメーカー推奨条件をもとに被削材別(一般鋼、合金鋼、調質鋼、高硬度鋼、ステンレス鋼、アルミ、鋳鉄等)に回転数、送り速度、切込み量を記載したものです。
- 加工環境(工作機械、ツーリング等)によっても最適加工条件は変化しますので、加工状況(加工面、ビビり等)を確認して補正しながらご使用ください。

型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
3,469円 ( 3,816円 ) | 2日目 |
3,437円 ( 3,781円 ) | 3日目 |
3,437円 ( 3,781円 ) | 2日目 |
3,235円 ( 3,559円 ) | 1日目 |
3,949円 ( 4,344円 ) | 2日目 |
3,949円 ( 4,344円 ) | 2日目 |
3,622円 ( 3,984円 ) | 2日目 |
3,958円 ( 4,354円 ) | 2日目 |
4,699円 ( 5,169円 ) | 2日目 |
3,070円 ( 3,377円 ) | 3日目 |
4,220円 ( 4,642円 ) | 2日目 |
3,407円 ( 3,748円 ) | 在庫品1日目当日出荷可能 |
3,407円 ( 3,748円 ) | 2日目 |
5,168円 ( 5,685円 ) | 2日目 |
3,679円 ( 4,047円 ) | 2日目 |
3,679円 ( 4,047円 ) | 2日目 |
4,107円 ( 4,518円 ) | 2日目 |
4,225円 ( 4,648円 ) | 1日目 |
6,990円 ( 7,689円 ) | 2日目 |
8,255円 ( 9,081円 ) | 1日目 |
11,700円 ( 12,870円 ) | 3日目 |
詳細情報
基本情報
特に仕上げ加工に最適な汎用2枚刃ミドル刃長ボールエンドミル。
【特長】
・炭素鋼から高硬度鋼まで幅広い被削材で優れた性能を発揮。
・一般部品加工から金型加工までニーズに応える性能をプラスした超硬エンドミル。
・炭素鋼やプリハードン鋼はもちろん高硬度鋼の加工に対しても耐摩耗性を大幅に向上。
・汎用エンドミルのさらなる進化を遂げたMS plusは52 HRC程度までの被削材に十分な長寿命。
【用途】
・肩削り加工、ランピング加工、3次元倣い加工、溝加工、ヘリカル加工、ポケット加工、正面フライス加工。
カタログ
商品担当おすすめ


MOLDINO(モルディノ・旧三菱日立ツール)
エポックハイハードボール TH3


この商品を見た人は、こんな商品も見ています















最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬ボールエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬ボールエンドミル 2枚刃/ショートタイプ
4.4通常価格(税別):940円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬ボールエンドミル 2枚刃/レギュラータイプ
4.3通常価格(税別):1,020円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ボールエンドミル 調質鋼加工用/2枚刃/レギュラータイプ
4.5通常価格(税別):1,210円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
MRCシリーズ超硬ボールエンドミル 調質鋼加工用/2枚刃/ショートタイプ
4.3通常価格(税別):1,210円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ボールエンドミル 2枚刃/レギュラータイプ
4.1通常価格(税別):1,270円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
TSCシリーズ超硬ボールエンドミル 2枚刃/ショートタイプ
4.3通常価格(税別):1,270円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XACシリーズ超硬ボールエンドミル 2枚刃/ショートタイプ
4.6通常価格(税別):1,340円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
XCPシリーズ超硬ボールエンドミル 調質鋼・高硬度鋼加工用・2枚刃/ショートタイプ
3.9通常価格(税別):1,780円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
AXTシリーズ超硬ボールエンドミル 調質鋼・高硬度鋼用 2枚刃/レギュラータイプ
0通常価格(税別):1,240円~
通常出荷日:当日出荷可能在庫品1日目