ツール用品技術窓口
絞り込み条件
標準/追加工区分
~mm刃径(mm)
~mm- 2
- 2.5
- 3
- 4
- 5
- 6
- 8
- 10
- 12
刃長(mm)
~mm- 5
- 7
- 8
- 10
- 13
- 15
- 20
- 25
- 30
シャンク径(mm)
~mm- 4
- 6
- 8
- 10
- 12
全長(mm)
~mm- 45
- 50
- 55
- 65
- 75
- 80
タイプ
~mm出荷日
- すべて
- 当日出荷可能
- 1日以内
- 3日以内
- 5日以内
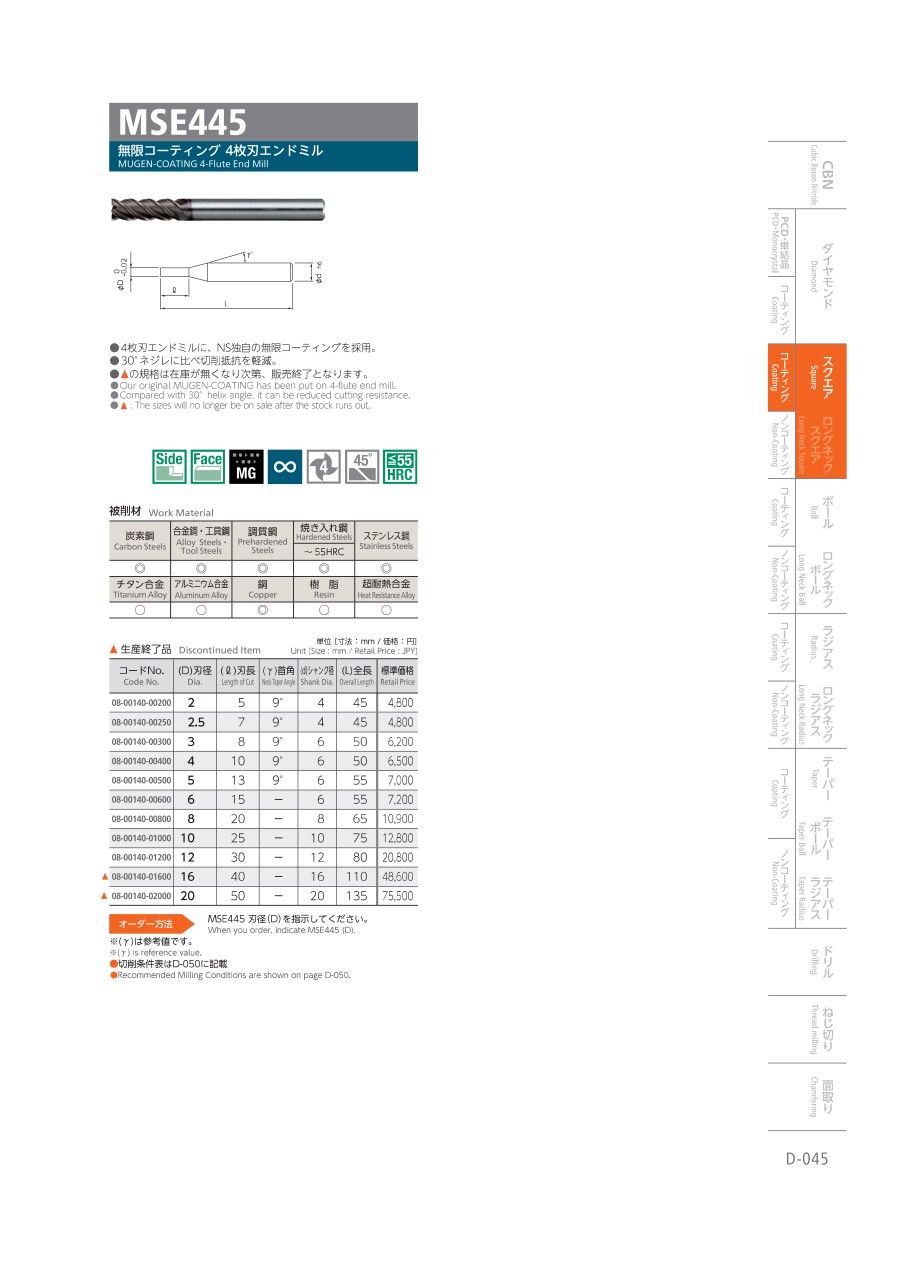
無限コーティング 4枚刃エンドミル MSE445

- 通常単価(税別)
- 3,717円~13,511円
- 税込単価
- 4,089円~14,862円
【特長】・4枚刃エンドミルに、無限コーティングを採用。・30°ネジレに比べ切削抵抗を軽減。
- 再コーティングは、メーカーオリジナルコートとは異なります。

- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長
TiAlNコーティングをベースに進化し続ける【無限コーティング】を採用したエンドミルシリーズです。皮膜特性として硬度Hv3,400、耐酸化温度1,100℃と、従来のTiAlNコーティングより高い特性をもっており、生材から高硬度材まで被削材を問わず、クーラントも水溶性切削油・不水溶性切削油・エアーブロー・オイルミストなど様々な状況に対応できるオールマイティなコーティングです。一般的にコーティングの効果が得られにくい銅の切削でも摩耗が抑えられます。

皮膜硬度(Hv)

酸化開始温度(℃)
●4枚刃エンドミルに、NS独自の無限コーティングを採用。
●30°ネジレに比べ切削抵抗を軽減。

| 工具素材 | 超微粒子超硬合金 |
|---|---|
| ねじれ角 | 30° |
| 加工可能硬度 | 55HRCまで |
| 表面処理 | 無限コーティング |
| 刃数 | 4刃数 |
| 加工用途 | 側面加工、平面加工 |
外形図

推奨切削条件
推奨切削条件表
通常切削時
| 被削材 | 炭素鋼 S50C | 合金鋼 SCM・SKD・SUS | 調質鋼 HPM・NAK | 焼き入れ鋼 SKD61(~52HRC) | 耐熱合金 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| 切削速度 | 60~100m/min | 50~70m/min | 40~60m/min | 20~40m/min | 15~25m/min | |||||
| 刃 径 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 |
| min-1 | mm/min | min-1 | mm/min | min-1 | mm/min | min-1 | mm/min | min-1 | mm/min | |
| 2 | 12,700 | 560 | 9,600 | 325 | 8,000 | 220 | 4,800 | 210 | 3,200 | 100 |
| 2.5 | 10,200 | 670 | 7,600 | 325 | 6,400 | 220 | 3,800 | 210 | 2,500 | 100 |
| 3 | 8,500 | 750 | 6,400 | 390 | 5,300 | 240 | 3,200 | 260 | 2,100 | 130 |
| 4 | 6,400 | 840 | 4,800 | 390 | 4,000 | 240 | 2,400 | 260 | 1,600 | 130 |
| 5 | 5,100 | 900 | 3,800 | 470 | 3,200 | 260 | 1,900 | 300 | 1,300 | 150 |
| 6 | 4,200 | 920 | 3,200 | 470 | 2,700 | 260 | 1,600 | 300 | 1,100 | 150 |
| 8 | 3,200 | 840 | 2,400 | 470 | 2,000 | 260 | 1,200 | 300 | 800 | 150 |
| 10 | 2,500 | 770 | 1,900 | 470 | 1,600 | 260 | 1,000 | 300 | 600 | 150 |
| 12 | 2,100 | 740 | 1,600 | 470 | 1,300 | 260 | 800 | 300 | 500 | 150 |
| 16 | 1,600 | 700 | 1,200 | 390 | 1,000 | 220 | 600 | 260 | 400 | 130 |
| 20 | 1,300 | 690 | 1,000 | 390 | 800 | 220 | 500 | 260 | 300 | 130 |
高速切削時
| 被削材 | 炭素鋼 | 合金鋼 | 調質鋼 | 焼き入れ鋼 | ||||
|---|---|---|---|---|---|---|---|---|
| 切削速度 | 250m/min | 200m/min | 160m/min | 80m/min | ||||
| 刃 径 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 |
| min-1 | mm/min | min-1 | mm/min | min-1 | mm/min | min-1 | mm/min | |
| 6 | 13,300 | 2,900 | 10,600 | 2,250 | 8,500 | 1,800 | 4,250 | 600 |
| 8 | 10,000 | 2,900 | 8,000 | 2,250 | 6,400 | 1,800 | 3,200 | 600 |
| 10 | 8,000 | 2,900 | 6,400 | 2,250 | 5,100 | 1,800 | 2,550 | 600 |
| 12 | 6,600 | 2,900 | 5,300 | 2,250 | 4,200 | 1,800 | 2,100 | 600 |
| 16 | 5,000 | 2,300 | 4,000 | 1,700 | 3,200 | 1,350 | 1,600 | 450 |
| 20 | 4,000 | 2,300 | 3,200 | 1,700 | 2,500 | 1,350 | 1,300 | 450 |
切削条件時の注意
通常切削時

切込み量(D:刃径)

切込み量(D:刃径)

切込み量(D:刃径)
高速切削時

切込み量(D:刃径)

切込み量(D:刃径)
※切削油は発煙性の少ないものを使用してください。
※焼き入れ鋼を切削加工する場合は、オイルミストクーラントの使用をお奨めします。
※側面切削でのみ、使用してください。
※回転数と送り速度は、同じ割合で調整してください。
※切り込み量、機械剛性により条件が異なることがあります。その都度調整し使用してください。
適用被削材
| 炭素鋼 | 合金鋼 ・ 工具鋼 | 調質鋼 | 焼入れ鋼 | ステンレス鋼 | 耐熱合金 | チタン鋼 | アルミ合金 | 銅合金 | 樹脂 | グラファイト | 硬脆材 ・ 超硬合金 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ~ 55HRC | 55HRC ~ | |||||||||||
| ◎ | ◎ | ◎ | ◎ | - | ◎ | ○ | ○ | ○ | ◎ | ○ | - | - |
型番リスト
通常単価(税別)
(税込単価) | 通常出荷日 |
おすすめの代替相当品
|
|---|
3,717円 ( 4,089円 ) | 1日目 |
|
3,717円 ( 4,089円 ) | 1日目 |
|
4,799円 ( 5,279円 ) | 在庫品1日目当日出荷可能 |
|
4,800円 ( 5,280円 ) | 3日目 |
|
5,134円 ( 5,647円 ) | 3日目 |
|
5,267円 ( 5,794円 ) | 在庫品1日目当日出荷可能 |
|
6,937円 ( 7,631円 ) | 1日目 |
|
8,090円 ( 8,899円 ) | 5日目 |
|
13,511円 ( 14,862円 ) | 1日目 |
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています












最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬スクエアエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):720円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長3D(レギュラー)タイプ
4.6通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長3Dタイプ
4.6通常価格(税別):560円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):480円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2.5Dタイプ
4.6通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長4D(ロング)タイプ
4.6通常価格(税別):940円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長4D(ロング)タイプ
4.6通常価格(税別):1,320円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬多機能スクエアエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.6通常価格(税別):1,580円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬不等リード不等分割スクエアエンドミル 4枚刃/3Dタイプ
4.6通常価格(税別):1,350円~
通常出荷日:当日出荷可能在庫品1日目~