ツール用品技術窓口
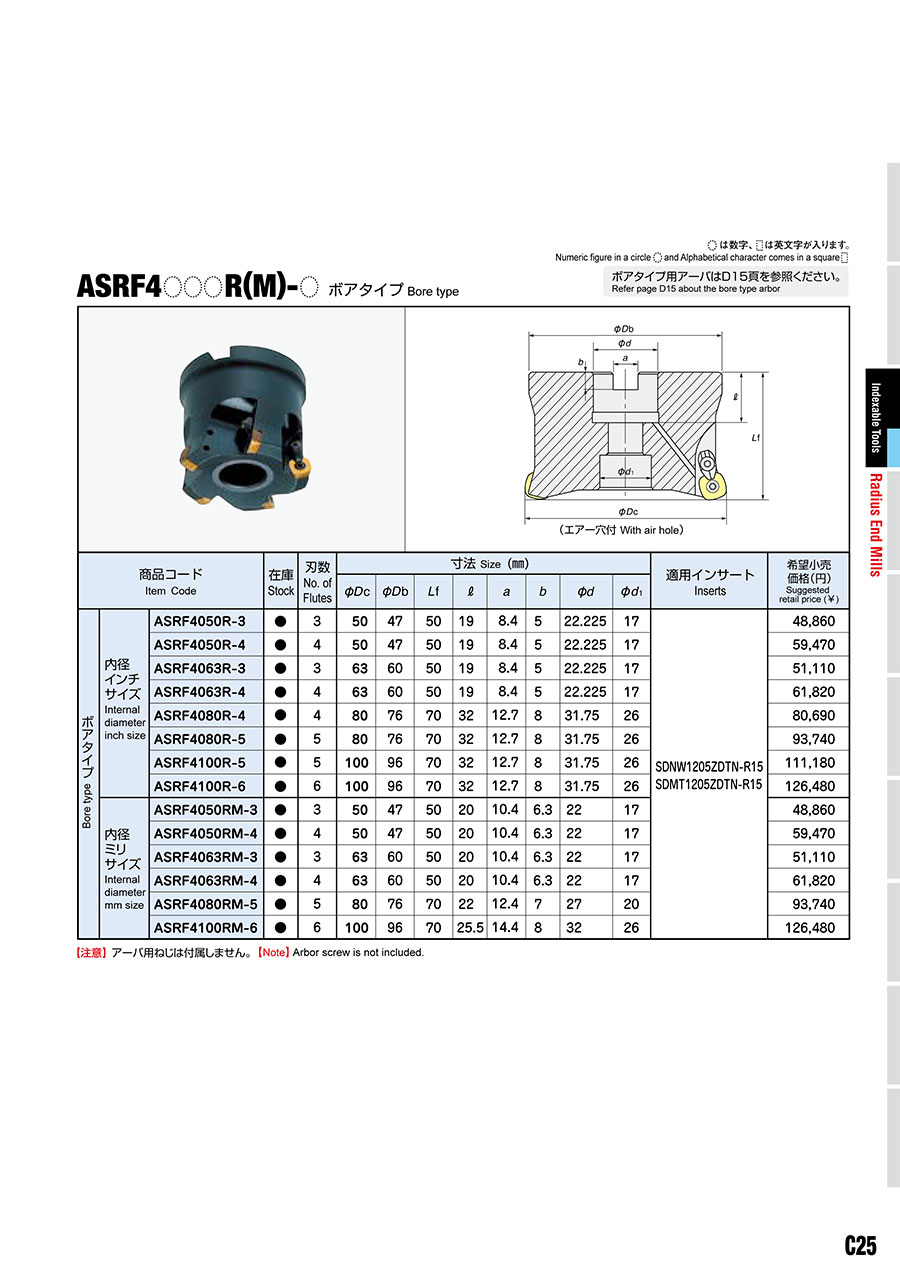
アルファ高送りラジアスミル4コーナASRF形(ボアタイプ 内径ミリサイズ)

- 通常単価(税別)
- 40,090円~103,778円
- 税込単価
- 44,099円~114,156円
【特長】・ASR形の4コーナタイプで経済的です。・常識を超えた切削送り速度で、従来品に比較し3...
詳細を確認- カッタ本体には、チップは付属しておりません。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長


加工用途
AJコーティングシリーズ JP4120・JP4105・JM4160
- 従来膜よりもAl含有量を増加した新組成系のAlTi系皮膜を採用。
- 耐摩耗性・耐チッピング性および耐熱性に優れる。
●新技術
- 高Al含有の新コーティング膜は、新組成系の採用と結晶組織の適正化により、耐摩耗性と耐チッピング性を改善。
- 耐溶着性に優れた低摩擦効果のコーティング最表層を採用。被削材の溶着が低減し切削抵抗が低下。

プリハードン鋼・焼入れ鋼加工用材種 JP4120
- 耐摩耗性と靱性のバランスに優れた微粒超硬母材と新コーティング「AJコーティング」の採用により耐摩耗性と耐チッピング性を向上させました。
- 汎用性が高く、30~50HRCの鋼材の切削加工で耐摩耗性と耐チッピング性に優れます。
●得意分野
- 30~50HRCのプリハードン鋼・焼入れ鋼の切削加工において優れた切削性能を発揮します。
- 難削系のダイカスト金型用鋼や析出硬化系ステンレス鋼、仕上げ加工においても優れた耐摩耗性を発揮します。

ワーク:SKD61(40HRC)
使用工具:ASRT5063R-4
インサート:WDNW140520
切削条件:vc=90m/min fz=0.8mm/t ap×ae=1×44mm
乾式加工 ※単一刃加工
ステンレス鋼系材料加工用材種 JM4160
- 靱性に優れた超硬母材と新コーティング「AJコーティング」の採用により、ステンレス鋼系材料の切削加工に対して耐摩耗性と耐チッピング性を向上させました。
- 耐溶着性に優れる「AJコーティング」の採用により、ステンレス鋼系材料の加工で発生する被削材の溶着を低減しました。
●得意分野
- ステンレス鋼系材料の加工全般において長寿命を実現します。

ワーク:SUS304
使用工具:ASRS2032R-5
インサート:EPMT0603EN-8LF
切削条件:vc=180m/min fz=0.5mm/t ap×ae=0.8×21mm
湿式加工 ※単一刃加工
高硬度材加工用材種 JP4105
- 耐摩耗性に優れた超微粒超硬母材と新コーティング「AJコーティング」の採用により耐摩耗性を向上させました。
- 50HRC~の高硬度材の切削加工で耐摩耗性に優れます。
●得意分野
- 焼入れ鋼(50~60HRC):SKD11,SKD61,SKH,SUS420系等

ワーク:SKD11(61HRC)
使用工具:ASRS2032-5
インサート:EPNW0603TN-8
切削条件:vc=80m/min fz=0.2mm/t ap×ae=0.5×21mm
乾式加工 ※単一刃加工
鋼一般加工用材種 SJ4045
- 耐熱性に優れたコーティング膜の採用により、高能率加工で発生するクレータ摩耗を低減しました。
- 耐熱性の高い超硬母材の採用により、摩耗の進行が低減し工具寿命に優れます。
- 特に乾式加工において長寿命が図れます。
●得意分野
- SS材、SC材、SCM材などの35HRC未満の連続~軽断続加工までの乾式加工。


切削条件
被削材:SCM440(32HRC)
工具:ASR5063-4
インサート型番:EDNW15T4TN-15
切削速度:vc=180m/min
1刃当たりの速度:fz=1.5mm/t
切り込み:ap×ae=1.0×42mm
切削油剤:Dry(Air)加工 単一刃切削

切削条件
被削材:P20(32HRC)
工具:ASRS2016R-2
インサート型番:EPNW0603TN-8
切削速度:vc=180m/min
1刃当たりの速度:fz=1.5mm/t
切り込み:ap×ae=0.5×13mm
切削油剤:Dry(Air)加工 単一刃切削
鋼一般加工用材種 GX2140
- 溶着性と耐チッピング性に優れる平滑α-Al2O3膜の採用により、工具刃先の突発チッピングを抑制しました。
- 微細化柱状組織硬質皮膜の採用により、耐摩耗性に優れ高速乾式加工で加工能率の改善が図れます。
●得意分野
- SS材、SCM材、35HRC未満の工具鋼の切削加工において、優れた耐摩耗性能を発揮します。


切削条件
被削材:S50C
使用ホルダー:ASRT5063R-4
インサート型番:WDNW140520
切削速度:vc=180m/min
1刃当たりの速度:fz=2.0mm/t
切り込み:ap×ae=1×44mm
切削油剤:Dry加工 単一刃切削

切削条件
被削材:HPM7
使用ホルダー:ASRT5063R-4
インサート型番:WDNW140520
切削速度:vc=140m/min
1刃当たりの速度:fz=1.4mm/t
切り込み:ap×ae=1×43mm
切削油剤:Dry加工 単一刃切削
ASRF形の特長
- 深彫り加工可能で、且つ、ASR形2コーナ仕様(インサート)を大幅に凌駕する4コーナASRF形をφ32~φ100まで商品化致しました。

1. 従来ASRの主切刃とほぼ同形状とし、4コーナ仕様としました。

- 深い加工でも常に、ほぼ一定の負荷で、安定した高能率加工出来ます。

ASRFの場合
2. 選べる2種類のインサートを標準品として準備しました。

3. プログラム上の刃先形状定義方法
- 荒取り加工時は下記を参考に近似のコーナRとしてプログラムを作成下さい。

| プログラミングR | R4.5 | R5.0 | R5.5 | R6.0 | R6.5 |
|---|---|---|---|---|---|
| 削り残し量 | 0.83以下 (θ1=22.1°) | 0.69以下 (θ1=20.6°) | 0.55以下 (θ1=19°) | 0.42以下 (θ1=17.1°) | 0.3以下 (θ1=14.9°) |
| 食い込み量 | なし | 0.07以下 (θ2=75.3°) | 0.2以下 (θ2=67.7°) | 0.37以下 (θ2=63.1°) | 0.55以下 (θ2=60°) |
【注意】
1. 食い込み、削り残し量は加工形状により異なります。上記表は各最大値を示します。
2. θの値は、食い込み、削り残し量がそれぞれ最大になる時の、加工面の勾配を示します。
例えばプログラミングR5.0でプログラムを製作した場合・・
加工面の勾配が20.6°付近の所では0.69mm程度の削り残しが出て、加工面の勾配が75.3°付近の所では0.07mm程度の食い込みが発生します。これ以外の勾配の個所ではそれぞれこの値以下の削り残し、食い込み量になります。
ダイレクトに彫り込み加工も可能
- 中心まで切れ刃がないため傾斜角度と穴径は制限されますが、右図に示しますように傾斜切削やヘリカル切削にて、下穴がなくてもダイレクトに彫り込み加工が可能です。

| 外径Dc | φ32 | φ40 | φ50 | φ63 | φ80 | φ100 |
|---|---|---|---|---|---|---|
| 最大傾斜角θ | 7° | 4.5° | 3° | 1.7° | 1° | 1° |
| ヘリカル穴径 | φ44~61 | φ61~76 | φ80~96 | φ107~122 | φ142~156 | φ179~195 |
【注意】
1. 傾斜角θは上記範囲を超えない様に設定してください。1°以下での使用を推奨します。
2. 穴径が上記範囲以外の場合は下穴を開けて加工してください。
性能・試験情報
切削領域

実績は語る
| No. | 外径Dc | ユーザー | インサート材種 | 被削材 | 使用条件 | 結果 | |||
|---|---|---|---|---|---|---|---|---|---|
| vc m/min n(min-1) | vf mm/min fz(mm/t) | ap×ae:mm | 突出し量 mm | ||||||
| 1 | 32 | A社 | JP4120相当 | SKD61 (48HRC) | 200 (2000) | 2000 (0.5) | ap=0.2 ae=20 | 120 | 従来品に比べ1.5倍の長寿命。 |
| 2 | 40 | B社 | JP4120相当 | SKD61 (47HRC) | 80 (640) | 780 (0.4) | ap=0.5 ae=28 | 70 | 従来品に比べ2倍の長寿命。 |
| 3 | 63 | C社 | JS4060 | S50C | 120 (600) | 2880 (1.2) | ap=0.8 ae=40 | 150 | 従来品より欠け少なく安定した加工が可能。 |
| 4 | 80 | D社 | JS4060 | SCM (32HRC) | 180 (720) | 2160 (0.6) | ap=0.5 ae=56 | 200 | 従来品に比べ2倍の長寿命。 |
| 5 | 80 | E社 | GX2140 | S50C | 160 (640) | 6400 (2.0) | ap=2.0 ae=56 | 150 | 従来品に比べ2倍の長寿命。 |
注) 加工頂いたお客様の声です。
外形図

推奨切削条件
推奨切削条件表

※赤字は第一推奨材種です。
※:「JP4105」は高硬度鋼専用材種で、生材には適しません。
切削条件時の注意


1. この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
(切削速度は突き出し長さ3Dc以下の場合、vc=180~200m/min、突き出し長さ3Dc以上の場合、vc=90~130m/minを目安にご使用ください。)
2. GXコート、JSコートは通電式タッチセンサーに反応しませんのでご注意ください。
3. この工具は、厚く重い切くずが排出されます。よって、切くず噛み込みによる工具損傷防止のため、必ずエアによる切くず除去を行ってください。エアの掛けかたは、スピンドル・センタスルー方式をご推奨いたします。(縦型マシニングセンタによるキャビティ加工時の切くず処理には、十分ご注意下さい)
4. 無人加工の場合、事前に十分な切りくず排除を行い、安定な切削が可能であることを確認のうえ、使用することをお勧めいたします。
5. 排出した切くずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護めがね等の保護具を着用して、安全な環境で作業されることをお願い致します。
6. インサートの交換は、早めに行い過度の使用による破損を防止してください。
7. 下記に単位時間当たりの切りくず排出量Qを示します。
Q(cm3/min)=ap(mm)×ae(mm)×vf(mm/min)/1000
適用被削材

【注意】GXコート、JSコートは通電式タッチセンサーに反応しませんのでご注意ください。
選定サポート情報

高送り工具のラインナップ

注意・禁止事項
図、表等のデータは試験結果の一例であり、保証値ではありません。
注意・禁止事項
1. 取扱上のご注意
(1)工具をケース(梱包)から取り出す際は、足元への落下あるいは素手の指先へ落して怪我をしないように十分なご注意をお願いします。
(2)インサートをセットして実際にご使用する場合は、切れ刃を素手で直接触れないように注意してください。
2. 取付け時のご注意
(1)ご使用にあたって、インサートのセッティングは確実に行っていただき、アーバ等への取付けも確実に行ってください。
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を除いてください。
3. 使用上のご注意
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用ください。
(3)インサートは硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用して安全な環境下での作業をお願いいたします。
- 引火や爆発の危険のあるところでは使用しないでください。
- 不水溶性切削油は、火災の恐れがありますので使用しないでください。
(4)工具を本来の目的以外に使用したり、改造したりしないでください。
型番リスト
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
40,090円 ( 44,099円 ) | 3日目 |
48,797円 ( 53,677円 ) | 3日目 |
41,932円 ( 46,125円 ) | 3日目 |
50,722円 ( 55,794円 ) | 3日目 |
76,915円 ( 84,607円 ) | 3日目 |
103,778円 ( 114,156円 ) | 3日目 |
詳細情報
基本情報
【特長】
・ASR形の4コーナタイプで経済的です。
・常識を超えた切削送り速度で、従来品に比較し3〜5倍の深彫り加工ができ、加工時間短縮、加工費削減ができます。
・インサートは独特のR形状で最大切込み深さは2mmです
ご注意
- カッタ本体には、チップは付属しておりません。
- CADデータダウンロードをご利用の際は、CADデータのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)を選択後、ダウンロードボタンをご利用ください。
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

カッター・刃先交換式エンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

タンガロイ
ねじ止め式小径直角肩加工用 柄付きカッタ EPAV06
0通常価格(税別):17,740円~
通常出荷日:1日目~

オーエスジー
PRC BORE/PRC SS フェニックスシリーズ 丸駒カッタストレートシャンクタイプ
0通常価格(税別):29,655円~
通常出荷日:1日目
三菱マテリアル
ASX400形正面フライス(シャンクタイプ)
4.5通常価格(税別):37,575円~
通常出荷日:3日目~
住友電工ハードメタル
SEC-マルチミル CHE-R型
4.5通常価格(税別):11,654円~
通常出荷日:1日目~
大昭和精機
フルカットミル(FCM型標準・ロングタイプ)
4.5通常価格(税別):21,120円~
通常出荷日:1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファ面取りカッタCPC形
4通常価格(税別):22,100円~
通常出荷日:当日出荷可能在庫品1日目~
タンガロイ
ミル 肩削り用 TSE4000RIA
0通常価格(税別):58,210円~
通常出荷日:1日目
MOLDINO(モルディノ・旧三菱日立ツール)
アルファスーパーエクセレントミニ ASM(モジュラータイプ)
0通常価格(税別):15,906円~
通常出荷日:1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファモジュラーミル専用超硬シャンク
0通常価格(税別):20,698円~
通常出荷日:1日目~