ツール用品技術窓口
絞り込み条件
刃径 D(φ)
~mm- 10
- 12
- 16
- 20
- 25
- 30
- 32
全長 (L)(mm)
~mm- 40.5
- 49
- 57
- 60
- 66
最大切り込み深さ (Ad)(mm)
~mm- 3
- 4
- 5
- 6
- 8
- 10
寸法 L2(mm)
~mm- 14.5
- 17
- 19
- 22
- 23
寸法DCONMS
~mm- 6.5
- 8.5
- 10.5
- 12.5
- 17
二面幅(mm)
~mm- 7
- 10
- 15
- 17
- 22
寸法DHUB(mm)
~mm- 9.8
- 12.8
- 17.8
- 20.8
- 28.8
CAD
- 2D
- 3D
出荷日
- すべて
- 3日以内
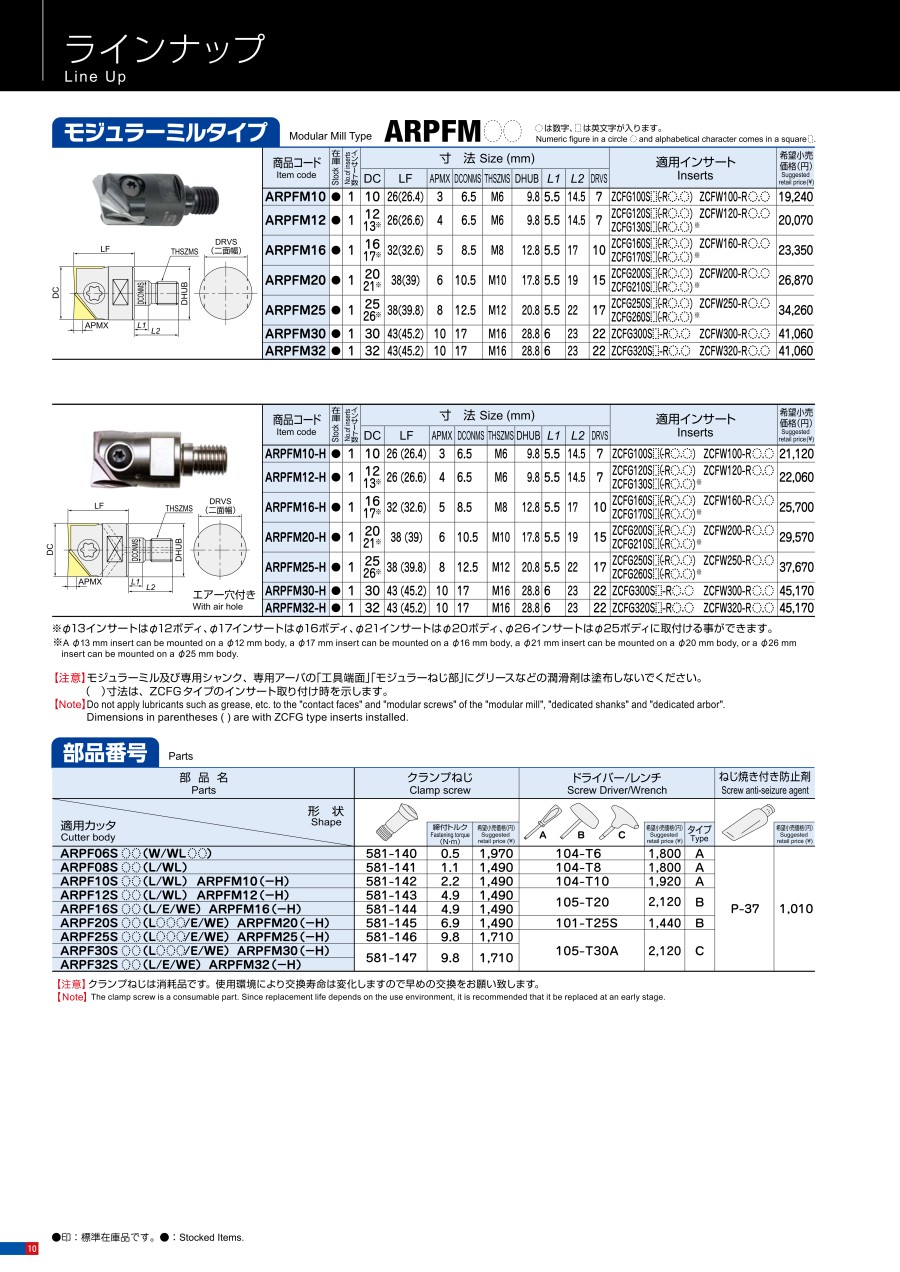
アルファラジアスプレシジョンARPF(モジュラーミルタイプ)

- 通常単価(税別)
- 13,730円~33,878円
- 税込単価
- 15,103円~37,266円
【特長】・取付け振れ精度0.02mm以下・インサート単体のR精度±0.01mm以下・インサート単体の刃...
詳細を確認- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- カッタ本体には、チップは付属しておりません。
- CADデータ、CAM・工具管理ソフト用データダウンロードをご利用の際は、データのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)または「CAM・工具管理ソフト用データ」で対象を選択後、ダウンロードボタンをご利用ください。詳細はこちらをご確認下さい。
- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品情報
製品特長・仕様
製品の基本仕様・特長


加工用途
取付け振れ精度0.02mm以下
高精度なボデーと取付けねじからなる独特のクランプ機構により、インサートを高精度かつ強固に取付けすることが可能です。
インサート単体のR精度±0.01mm以下
ねじれ刃形のSG、SWタイプは、R精度の基準を工具軸中心基準としましたのでより高精度になりました。
インサート単体の刃径公差 0~-0.02mm
優れた切れ味、きれいな仕上げ面
ねじれ刃形のSG、SWタイプは、食付きの良さと振動の低減により滑らかな切削が出来ます。
新材種により長寿命
マルチレイヤーコーテイングにより長寿命です。
- TH308:焼入れ鋼、プリハードン鋼の高速、高能率加工に威力を発揮します。
- PN215:被削材成分の溶着が低減されるので、炭素鋼、合金鋼の仕上げ加工で良好な加工面が得られます。
TH3コーティング TH308
- TH系コーティングが進化した第3世代の新THコーティング。
- 新しい膜組成と膜構造により耐熱性と耐摩耗性が向上。
- 新マルチレイヤー構造は靱性に優れ、クラックの進行を抑制します。
【得意分野】
- 焼入れ鋼(45~65HRC):SKD11、SKD61、SKH、SUS420系等の高速仕上げ加工。
- プリハードン鋼:P20、P21等の高速仕上げ加工。
- TH308は、耐摩耗性に優れる超微粒超硬合金とTH3コーティングの採用により、特に高硬度材の仕上げ加工において性能を発揮します。

【機能】
PN2コーティング PN215
- 耐酸化性に優れ、皮膜硬度が高く耐摩耗性に優れるPNコーティングを採用。
- 低摩擦の平滑な皮膜表面は潤滑性に優れ、切削加工時の被削材成分の溶着が低減されます。
- 炭素鋼、一般鋼:SC材、SS材等の高速仕上げ加工。
- 合金鋼:SKD11、SKD61等の高速仕上げ加工。
- プリハードン鋼:CENA1、HPM-MAGIC、NAK80等の高速仕上げ加工。
- PN215は、耐欠損性に優れる超微粒超硬合金とPN2コーティングの採用により、特に炭素鋼、合金鋼の仕上げ加工において性能を発揮します。

【機能】
シャンク+1mm 刃径インサートの取り付け
φ13インサートはφ12ボディ、φ17インサートはφ16ボディ、φ21インサートはφ20ボディ、φ26インサートはφ25ボディに取付ける事ができます。

性能・試験情報
〈SGタイプ〉
1. 従来品との切削抵抗の比較

2. 立壁中仕上げ加工時の工具寿命

3. 底面中仕上げ加工時の工具寿命

〈SWタイプ〉

外形図

ARPFM○○

エアー穴付き
ARPFM○○-H
使用方法・使用事例
使用方法
インサート取付け手順

取り付け振れ精度0.02mm以下を満足するため、上記手順に従ってください。
インサートを挿入しない状態でのクランプねじ締結は、ホルダー本体の変形に繋がる恐れがあり、
インサートの取り付け不良や取付精度の劣化につながる可能性があるため決して行わないでください。

インサート未挿入での空締め禁止
使用事例
〈切削事例〉
1.S50C【220HB】におけるVc-T線図

2.SKD61【45HRC】におけるVc-T線図

3.SKD11【60HRC】におけるVc-T線図


推奨切削条件
推奨切削条件表

※赤字は第一推奨材種です。
切削条件時の注意
(2)この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
(3)この工具をご使用の際は、破損する危険性がありますので、必ずカバー・保護めがね・安全靴等をご使用してください。
(4)超硬シャンクホルダには手を加えないでください。また、超硬シャンクホルダ使用時の切り込み量apは、下記値にてご使用ください。
外径Dc12以下は、ap=0.2mm以下。外径Dc16以上は、ap=0.3mm以下。

| 突き出し量 | vc (m/min) | vf (mm/min) |
|---|---|---|
| <3Dc | 100% | 100% |
| 3Dc~5Dc | 70% | 70% |
| 5Dc~8Dc | 60% | 60% |
| 8Dc~10Dc | 50% | 50% |
選定サポート情報
部品番号

【注意】クランプねじは消耗品です。使用環境により交換寿命は変化しますので早めの交換をお願い致します。
〈ねじれ刃形インサートの使い分け〉
・ねじれ刃形インサートの選択方法

〈ねじれ刃形インサートがもたらす効果〉

〈インサート材種選択方法〉

注意・禁止事項
【注意】モジュラーミル及び専用シャンク、専用アーバの「工具端面」「モジュラーねじ部」にグリースなどの潤滑剤は塗布しないでください。
〈安全上のご注意〉
1. 取扱上のご注意
(1)工具をケース(梱包)から取り出す際は、足元への落下あるいは素手の指先へ落して怪我をしないように十分なご注意をお願いします。
(2)インサートをセットして実際にご使用する場合は、切れ刃を素手で直接触れないように注意してください。
2. 取付け時のご注意
(1)ご使用にあたって、インサートのセッティングは確実に行っていただき、アーバ等への取付けも確実に行ってください。
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を除いてください。
3. 使用上のご注意
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用ください。
(3)インサートは硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用して安全な環境下での作業をお願いいたします。
- 引火や爆発の危険のあるところでは使用しないでください。
- 不水溶性切削油は、火災の恐れがありますので使用しないでください。
(4)工具を本来の目的以外に使用したり、改造したりしないでください。
型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
13,730円 ( 15,103円 ) | 3日目 |
15,849円 ( 17,434円 ) | 3日目 |
14,318円 ( 15,750円 ) | 3日目 |
16,550円 ( 18,205円 ) | 3日目 |
16,664円 ( 18,330円 ) | 3日目 |
19,277円 ( 21,205円 ) | 3日目 |
19,170円 ( 21,087円 ) | 3日目 |
22,179円 ( 24,397円 ) | 3日目 |
24,443円 ( 26,887円 ) | 3日目 |
28,255円 ( 31,081円 ) | 3日目 |
29,297円 ( 32,227円 ) | 3日目 |
33,878円 ( 37,266円 ) | 3日目 |
29,297円 ( 32,227円 ) | 3日目 |
33,878円 ( 37,266円 ) | 3日目 |
詳細情報
基本情報
【特長】
・取付け振れ精度0.02mm以下
・インサート単体のR精度±0.01mm以下
・インサート単体の刃径公差 0~-0.02mm
・優れた切れ味、きれいな仕上げ面
・新材種により長寿命
ご注意
- 商品画像は代表画像となります。形状や色味を含め、型番毎に仕様が異なる場合がございます。
- カッタ本体には、チップは付属しておりません。
- CADデータ、CAM・工具管理ソフト用データダウンロードをご利用の際は、データのご用意がない商品が一部ございますので絞り込み条件の「CADデータ」項目(2D/3D)または「CAM・工具管理ソフト用データ」で対象を選択後、ダウンロードボタンをご利用ください。詳細はこちらをご確認下さい。
カタログ
商品担当おすすめ



この商品を見た人は、こんな商品も見ています







最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

カッター・刃先交換式エンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

タンガロイ
ねじ止め式小径直角肩加工用 柄付きカッタ EPAV06
0通常価格(税別):17,740円~
通常出荷日:1日目~

オーエスジー
PRC BORE/PRC SS フェニックスシリーズ 丸駒カッタストレートシャンクタイプ
0通常価格(税別):29,655円~
通常出荷日:1日目
三菱マテリアル
ASX400形正面フライス(シャンクタイプ)
4.5通常価格(税別):37,575円~
通常出荷日:3日目~
住友電工ハードメタル
SEC-マルチミル CHE-R型
4.5通常価格(税別):11,654円~
通常出荷日:1日目~
大昭和精機
フルカットミル(FCM型標準・ロングタイプ)
4.5通常価格(税別):21,120円~
通常出荷日:1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファ面取りカッタCPC形
4通常価格(税別):22,100円~
通常出荷日:当日出荷可能在庫品1日目~
タンガロイ
ミル 肩削り用 TSE4000RIA
0通常価格(税別):58,210円~
通常出荷日:1日目
MOLDINO(モルディノ・旧三菱日立ツール)
アルファスーパーエクセレントミニ ASM(モジュラータイプ)
0通常価格(税別):15,906円~
通常出荷日:1日目~
MOLDINO(モルディノ・旧三菱日立ツール)
アルファモジュラーミル専用超硬シャンク
0通常価格(税別):20,698円~
通常出荷日:1日目~