ツール用品技術窓口
この商品と似ている商品
-

ミスミ
VACシリーズ超硬不等リードエンドミル ステンレス加工用/4枚刃/2Dタイプ
4.0通常価格(税別):1290円~
通常出荷日:在庫品1日目
-

日進工具
MSB230 無限コーティング 2枚刃ボールエンドミル
4.4通常価格(税別):2797円~
通常出荷日:在庫品1日目
-

MOLDINO(モルディノ・旧三菱日立ツール)
エポックSUSマルチ レギュラー刃長 EPSM4□□□-PN
MOLDINO(モルディノ・旧三菱日立ツール)
5.0通常価格(税別):5533円~
通常出荷日:在庫品1日目
-

ミスミ
XALシリーズ座繰り用超硬エンドミル 3枚刃/ショートタイプ
4.3通常価格(税別):3500円~
通常出荷日:在庫品1日目
-

三菱マテリアル
VQMHV スマートミラクルエンドミル
三菱マテリアル
-通常価格(税別):8219円~
通常出荷日:2日目 ~
-

三菱マテリアル
VAPDM バイオレット 高精度ドリル(M)
三菱マテリアル
4.6通常価格(税別):1910円~
通常出荷日:在庫品1日目
-

ミスミ
XCPシリーズ超硬スクエアエンドミル 調質鋼・高硬度加工用 4枚刃/45°ネジレ/レギュラータイプ
5.0通常価格(税別):2840円~
通常出荷日:在庫品1日目
-

オーエスジー
リーディングドリル スタンダード NC-LDS
オーエスジー
4.4通常価格(税別):1580円~
通常出荷日:在庫品1日目
-

三菱マテリアル
VF2XLB 2枚刃インパクトミラクルロングネックボールエンドミル
-通常価格(税別):5048円~
通常出荷日:2日目 ~
-

大昭和精機
ニューベビーチャック(スタンダード)
大昭和精機
-通常価格(税別):9605円~
通常出荷日:1日目 ~
確定しました
ねじれ角
~mm標準/追加工区分
~mm刃径(mm)
~mm- 3
刃長(mm)
~mm- 8
シャンク径(mm)
~mm- 6
全長(mm)
~mm- 45
首部勾配(°)
~mm- 15
タイプ
~mmCAD
- 2D
- 3D
出荷日
- すべて
- 当日出荷可能
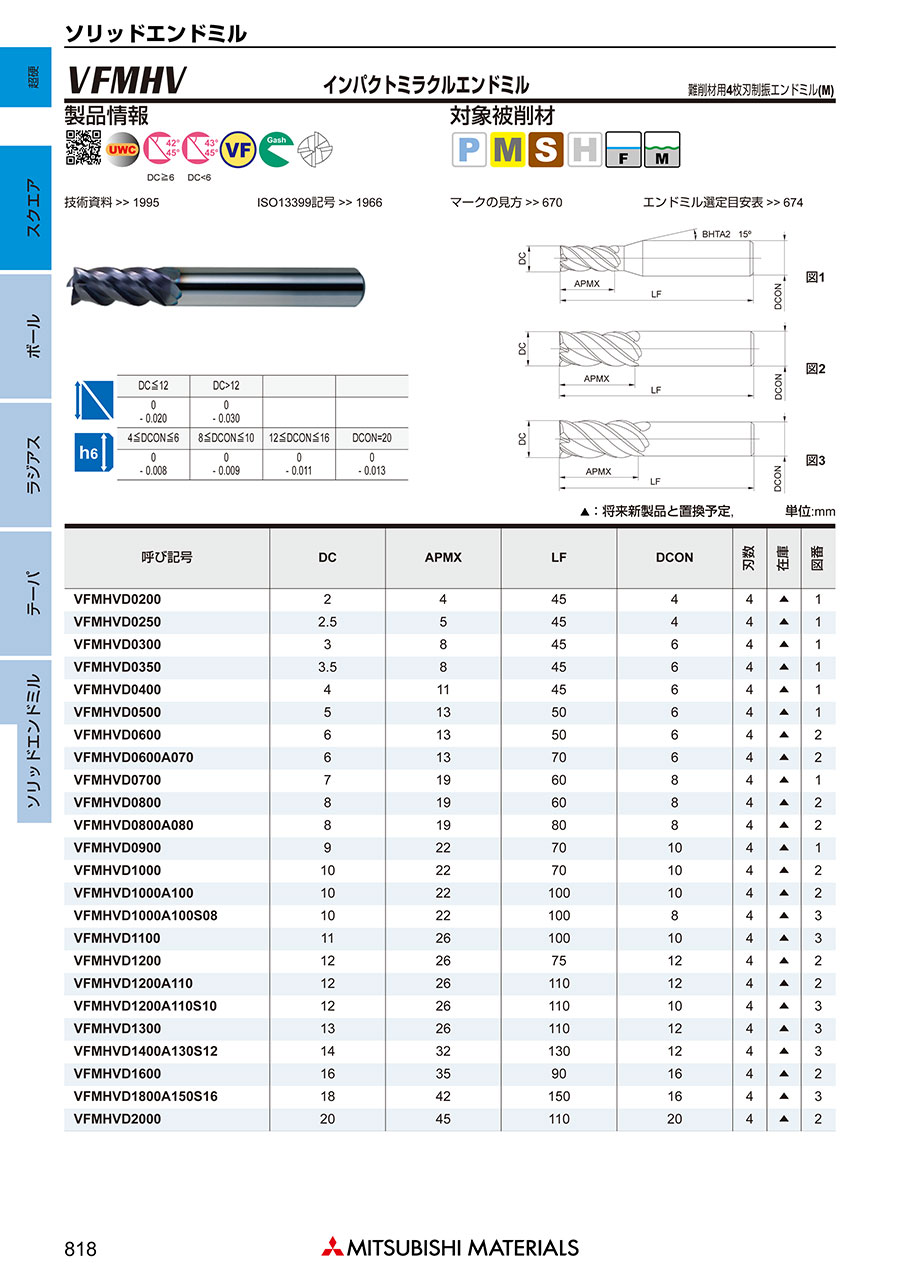
VFMHV インパクトミラクル制振エンドミル(M)

- 通常単価(税別)
- 8,310円
- 税込単価
- 9,141円
不等リード採用でびびり知らずのインパクトミラクル制振エンドミル。【特長】・難削材や突出しの長い加工にお...
詳細を確認- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
VFMHVD0300の仕様・寸法情報
商品情報
製品特長・仕様
製品の基本仕様・特長
- 不等リードを採用し、従来品に比べてびびりを抑制!
- 難削材(ステンレス鋼・チタン合金)加工や突出しの長い加工でも安定加工を実現。
- 耐熱性に優れたインパクトミラクルコーティングを適用。高硬度材の加工にも対応!
- 逆段(外径>シャンク径)仕様のロングシャンクタイプにおいて、立壁の加工段差を抑制する曲面刃を採用。
形状

不等リードでびびり知らず(α°≠β°)

不等リードに適した特殊溝形状で切くず排出性UP

曲面刃
4枚刃制振エンドミルVF-MHVに逆段(外径>シャンク径)タイプを採用。
立壁の加工段差を抑制し良好な仕上げ面を実現。
仕上げ面比較

VF-MHVと従来品の仕上げ面比較
突き出し長さ5Dでもびびりを抑えた良好な仕上げ面を実現

| エンドミル | VFMHVD1000(φ10(直径10mm)) |
|---|---|
| 被削材 | Ti-6AI-4V |
| 回転速度 | 4,000min-1(125m/min) |
| 送り速度 | 800mm/min(0.05mm/tooth) |
| 切削方式 | 水溶性切削油剤 |
性能・試験情報
ステンレス鋼における工具寿命比較
従来品に比べ2倍以上の工具寿命を達成。

VF-MHV/従来品A(不等分割タイプ)/従来品B(不等リードタイプ)の切削長グラフ
- VF-MHV:切削長30m
- 従来品A:切削長15m
- 従来品B:切削長8m

ステンレス鋼における切削条件(15mm/2mm)
切削条件
- エンドミル:VFMHVD1000(φ10(刃径10mm))
- 被削材:SUS304
- 回転速度:2,900min-1(91m/min)
- 送り速度:1,000mm/min(0.09mm/tooth)
- 切削方式:水溶性切削油剤
外形図

推奨切削条件
推奨切削条件表
- 本切削条件はメーカー推奨条件をもとに被削材別(一般鋼、合金鋼、調質鋼、高硬度鋼、ステンレス鋼、アルミ、鋳鉄等)に回転数、送り速度、切込み量を記載したものです。
- 加工環境(工作機械、ツーリング等)によっても最適加工条件は変化しますので、加工状況(加工面、ビビり等)を確認して補正しながらご使用ください。
側面切削
| 被削材 | 炭素鋼、合金鋼 (-30HRC) SS400、S50C、SCM等 鋳鉄、FC250等 | 合金鋼、工具鋼 プリハードン鋼 (30-45HRC) SKD61、NAK等 | オーステナイト系ステンレス鋼 SUS304、SUS316 チタン合金 Ti-6AI-4V等 | 焼入れ鋼 (45-55HRC) SKD61等 | 超耐熱合金 インコネル等 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| 外径 (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) |
| 2 | 21,000 | 1,100 | 21,000 | 1,100 | 14,000 | 560 | 9,600 | 310 | 4,800 | 130 |
| 3 | 15,000 | 1,250 | 15,000 | 1,250 | 10,600 | 850 | 7,400 | 380 | 4,200 | 200 |
| 4 | 11,000 | 1,400 | 11,000 | 1,400 | 8,000 | 960 | 5,600 | 400 | 3,200 | 220 |
| 5 | 9,600 | 1,920 | 9,600 | 1,920 | 6,400 | 1,020 | 4,500 | 430 | 2,500 | 250 |
| 6 | 8,000 | 2,240 | 8,000 | 2,240 | 5,300 | 1,060 | 3,700 | 440 | 2,100 | 250 |
| 7 | 6,800 | 1,900 | 6,800 | 1,900 | 4,500 | 1,010 | 3,200 | 450 | 1,800 | 260 |
| 8 | 6,000 | 1,680 | 6,000 | 1,680 | 4,000 | 960 | 2,800 | 450 | 1,600 | 260 |
| 9 | 5,300 | 1,480 | 5,300 | 1,480 | 3,500 | 840 | 2,500 | 450 | 1,400 | 220 |
| 10 | 4,800 | 1,440 | 4,800 | 1,440 | 3,200 | 770 | 2,200 | 440 | 1,300 | 210 |
| 11 | 4,400 | 1,350 | 4,400 | 1,350 | 2,900 | 760 | 2,000 | 400 | 1,200 | 190 |
| 12 | 4,000 | 1,250 | 4,000 | 1,250 | 2,700 | 760 | 1,900 | 380 | 1,100 | 180 |
| 13 | 3,700 | 1,180 | 3,700 | 1,180 | 2,500 | 700 | 1,700 | 360 | 1,000 | 160 |
| 14 | 3,400 | 1,160 | 3,400 | 1,160 | 2,300 | 640 | 1,600 | 350 | 900 | 140 |
| 16 | 3,000 | 1,140 | 3,000 | 1,140 | 2,000 | 560 | 1,400 | 340 | 800 | 130 |
| 18 | 2,700 | 970 | 2,700 | 970 | 1,800 | 550 | 1,200 | 340 | 700 | 110 |
| 20 | 2,400 | 860 | 2,400 | 860 | 1,600 | 510 | 1,100 | 330 | 600 | 100 |

被削材:炭素鋼、合金鋼(-30HRC)、SS400、S50C、SCM等、鋳鉄、FC250等/合金鋼、工具鋼、プリハードン鋼(30-40HRC)、SKD61、NAK等の切込み量基準

被削材:オーステナイト系ステンレス鋼、SUS304、SUS316、チタン合金、Ti-6Al-4V等の切込み量基準

焼入れ鋼(45-55HRC)SKD61等/超耐熱合金 インコネル等の切込み量基準
※D:エンドミル外径
溝切削
| 被削材 | 炭素鋼、合金鋼 (-30HRC) SS400、S50C、SCM等 鋳鉄、FC250等 | 合金鋼、工具鋼 プリハードン鋼 (30-45HRC) SKD61、NAK等 | オーステナイト系ステンレス鋼 SUS304、SUS316 チタン合金 Ti-6AI-4V等 | 焼入れ鋼 (45-55HRC) SKD61等 | 超耐熱合金 インコネル等 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| 外径 (mm) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) | 回転速度 (min-1) | 送り速度 (mm/min) |
| 2 | 17,000 | 680 | 10,000 | 400 | 9,600 | 310 | 4,800 | 130 | 3,200 | 80 |
| 3 | 12,000 | 720 | 6,900 | 410 | 7,400 | 380 | 3,200 | 140 | 2,700 | 110 |
| 4 | 9,200 | 810 | 5,600 | 490 | 5,600 | 400 | 2,400 | 150 | 2,000 | 120 |
| 5 | 7,600 | 1,060 | 4,500 | 630 | 4,500 | 410 | 1,900 | 170 | 1,600 | 130 |
| 6 | 6,400 | 1,280 | 3,700 | 740 | 3,700 | 440 | 1,600 | 190 | 1,300 | 160 |
| 7 | 5,500 | 1,210 | 3,200 | 700 | 3,200 | 410 | 1,400 | 190 | 1,100 | 140 |
| 8 | 4,800 | 1,150 | 2,800 | 670 | 2,800 | 390 | 1,200 | 190 | 1,000 | 130 |
| 9 | 4,200 | 1,010 | 2,500 | 600 | 2,500 | 350 | 1,100 | 180 | 900 | 130 |
| 10 | 3,800 | 910 | 2,200 | 530 | 2,200 | 350 | 1,000 | 160 | 800 | 130 |
| 11 | 3,500 | 900 | 2,000 | 530 | 2,000 | 320 | 900 | 160 | 720 | 120 |
| 12 | 3,200 | 900 | 1,900 | 530 | 1,900 | 300 | 800 | 160 | 660 | 110 |
| 13 | 2,900 | 810 | 1,700 | 480 | 1,700 | 290 | 730 | 150 | 610 | 100 |
| 14 | 2,700 | 760 | 1,600 | 450 | 1,600 | 290 | 680 | 140 | 570 | 90 |
| 16 | 2,400 | 670 | 1,400 | 390 | 1,400 | 280 | 600 | 120 | 500 | 80 |
| 18 | 2,100 | 670 | 1,200 | 380 | 1,200 | 270 | 530 | 120 | 440 | 70 |
| 20 | 1,900 | 610 | 1,100 | 350 | 1,100 | 260 | 480 | 120 | 400 | 60 |

炭素鋼、合金鋼(-30HRC)SS400、S50C、SCM等/鋳鉄、FC250等/合金鋼、工具鋼、プリハードン鋼(30-45HRC)SKD61、NAK等の切込み量基準

オーステナイト系ステンレス鋼 SUS304、SUS316 チタン合金 Ti-6Al-4V等の切込み量基準

焼入れ鋼(45-55HRC)SKD61等/超耐熱合金 インコネル等の切込み量基準
※D:エンドミル外径
切削条件時の注意
- ※1オーステナイト系ステンレス鋼の切削には水溶性切削油剤の使用が、超耐熱合金の切削には不水溶性切削油剤の使用が効果的です。
- ※2切込みが小さい場合は、さらに回転速度と送り速度を上げることができます。
- ※3制振エンドミルは一般のエンドミルと比較しびびり抑制効果がありますが、機械や加工物の取り付け剛性がない場合、びびりが発生することがあります。その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
- ※4側面加工の場合はダウンカットを推奨します。
適用被削材
| 炭素鋼・合金鋼・鋳鉄 (<30HRC) | 工具鋼・プリハードン鋼・高硬度鋼 (≦45HRC) | 高硬度鋼 (≦55HRC) | 高硬度鋼 (>55HRC) | オーステナイト系 ステンレス鋼 | チタン合金 耐熱合金 | 銅合金 | アルミニウム合金 |
|---|---|---|---|---|---|---|---|
| ○ | ○ | ○ | - | ◎ | ◎ | - | - |
選定サポート情報

詳細情報
基本情報
不等リード採用でびびり知らずのインパクトミラクル制振エンドミル。
【特長】
・難削材や突出しの長い加工においても安定切削を実現。
・耐熱性にすぐれたインパクトミラクルコーティングを適用。高硬度材の加工にも対応。
・VF-MHVに逆段(外径>シャンク径)タイプを採用。立壁の加工段差を抑制し良好な仕上げ面を実現。
・突き出し長さ5Dでもびびりを抑えた良好な仕上げ面を実現。
【用途】
・○:炭素鋼・合金鋼・鋳鉄(<30HRC)/工具鋼・プリハードン鋼・高硬度鋼(≦45HRC)。
・○:高硬度鋼(≦55HRC)。
・◎:オーステナイト系・ステンレス鋼・チタン合金・耐熱合金。
ご注意
- 〈表示価格に関する重要なお知らせ〉
型番確定後にページ右部の“価格を確認”ボタンをクリック頂くと最新価格が表示されます。 - CADデータ、CAM・工具管理ソフト用データダウンロードをご利用の際、データのご用意がない商品が一部ございます。その際は絞り込み条件の「CADデータ」項目(2D/3D)または「CAM・工具管理ソフト用データ」で対象を選択後、ダウンロードボタンをご利用ください。詳細はこちらをご確認下さい。
カタログ
類似品類似品をすべて見る






商品担当おすすめ



この商品を見た人は、こんな商品も見ています







最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

超硬スクエアエンドミルカテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長3D(レギュラー)タイプ
4.6通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目~

ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):720円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長2D(ショート)タイプ
4.6通常価格(税別):480円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長3Dタイプ
4.6通常価格(税別):560円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長2.5Dタイプ
4.6通常価格(税別):810円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬不等リード不等分割スクエアエンドミル 4枚刃/3Dタイプ
4.6通常価格(税別):1,350円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 4枚刃/刃長4D(ロング)タイプ
4.6通常価格(税別):1,320円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬スクエアエンドミル 2枚刃/刃長4D(ロング)タイプ
4.6通常価格(税別):940円~
通常出荷日:当日出荷可能在庫品1日目~
ミスミ
XALシリーズ超硬多機能スクエアエンドミル 4枚刃/45゜ネジレ/ショートタイプ
4.6通常価格(税別):1,580円~
通常出荷日:当日出荷可能在庫品1日目~